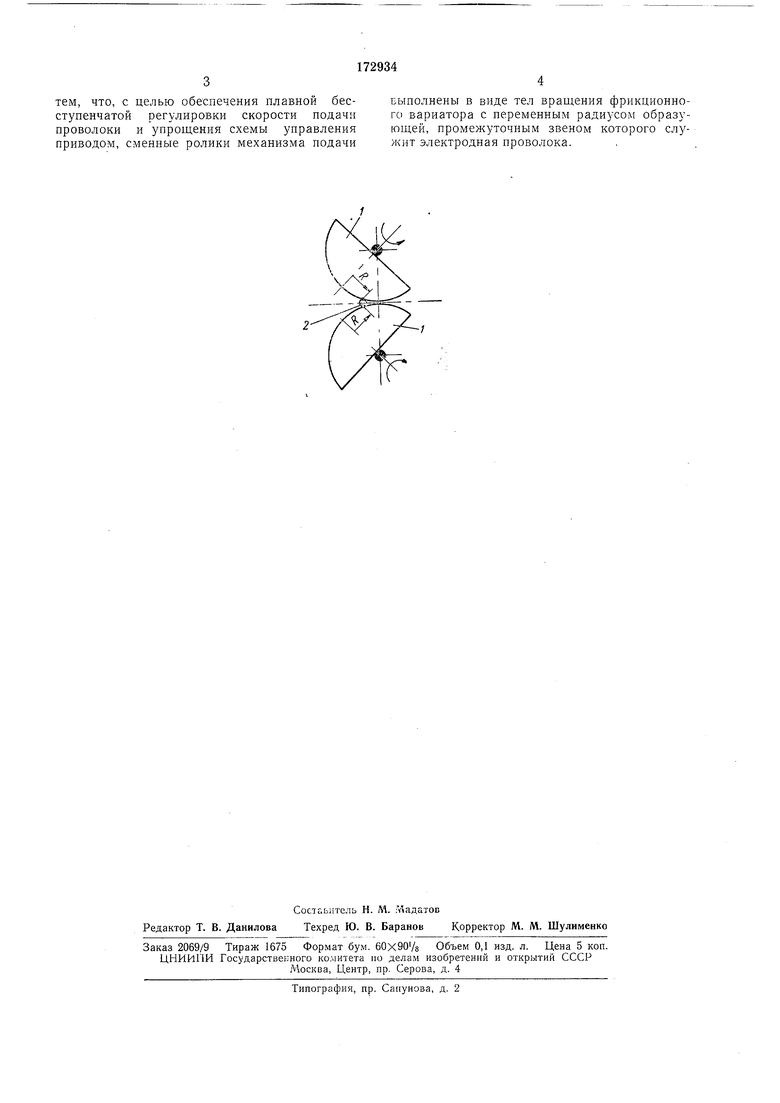
Известны сварочные головки для автоматической и полуавтоматической сварки и наплавки, снабженные механизмом подачи электродной проволоки, содержащим приводной двигатель с постоянным числом оборотов, редуктор со сменными шестернями и сменные ролики с накаткой или насечкой рабочей поверхности, вращаемые принудительно и служащие для зажатия и подачи электродной проволоки. Предлагаемая сварочная головка отличается от известных тем, что механизм подачи выполнен Б виде фрикционного вариатора с жестким промежуточным звеном, в котором ролики выполнены в виде тел вращения с переменным радиусом образующей, а промежуточным звеном служит электродная проволока. Такое выполнение механизма подачи электродной проволоки в сварочной головке упрощает схему управления приводом и обеспечивает плавное бесступенчатое изменение скорости подачи проволоки я в целом повышает надежность работы механизма. Ролики подающего механизма, выполненные в виде шаровых сеглментов 1, принудительно вращаются в направлениях, показанных стрелками. Электродная проволока 2. служащая промежуточным звеном между шаровыми сегментами, совершает прямолинейное движение (за плоскость чертежа). При этом в зависимости от точки соприкосновения электродной проволоки 2 с образующими шаровых сегментов в соответствии С радиусом R устанавливается линейная скорость подачи проволоки. Поворачивая шаровые сегменты в горизонтальной плоскости (в плоскости чертежа), изменяя тем самым радиус R и смешая точку сцепления электродной проволоки с образующими шаровых сегментов, производят плавное бесступенчатое изменение скорости подачи электродной проволоки. Предмет изобретения Сварочная головка для автоматической и полуавтоматической сварки и наплавки, снабженная механизмом подачи электродной проволоки, содержащим приводной двигатель с постоянным числом оборотов, редуктор со сменными шестернями и сменные ролики с накаткой или насечкой рабочей поверхности, вращаемые принудительно и служащие для зажатия и подачи проволоки, отличающаяся
тем, что, с целью обеспечения плавной бесступенчатой регулировки скорости подачи проволоки и упрощения схемы управления приводом, сменпые ролики механизма подачи
Быполнены в виде тел вращения фрикционного вариатора с переменным радиусом образующей, промежуточным звеном которого служит электродная проволока.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН | 1970 |
|
SU258248A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1945 |
|
SU69961A1 |
| АВТОМАТ ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1972 |
|
SU348311A1 |
| ПОЛУАВТОМАТ ДЛЯ СВАРКИВСЕСО:О2НАЯ'• •т^ц-'i-n vrW>&">&T-5|;.:1;;паи^-.1ш%^1 БИБЛИОТЕКА | 1970 |
|
SU270150A1 |
| Устройство для подачи сварочной проволоки | 1981 |
|
SU1009668A1 |
| Способ наплавки спирали шнека,устройство для его осуществления и механизм центрирования шнека по наружной цилиндрической поверхности спирали | 1985 |
|
SU1368125A1 |
| Устройство для прерывистой подачипРиСАдОчНОй пРОВОлОКи | 1979 |
|
SU804281A1 |
| Механизм подачи электродов | 1961 |
|
SU143946A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| ПОЛУАВТОМАТ ДЛЯ НАПЛАВКИ | 1968 |
|
SU218347A1 |