Изобретение относите к области сварки вертикальных швов с .принудительным формированием.
Известны устройства для сварки вертикальных швов с принудительным формированием металла шва. Этн устройства представляют собой автоматы и полуавтоматы для электрошлаковой или электродуговой сварки, причем шов формируется с помошью ползунов, охлаждаемых водой, принудительно прижатых к свариваемым кромкам. Упомянутые устройства могут перемещаться как непосредственно по изделию, так и но специальным направляющим. При этом движение тележкн осуществляется с иомощью отдельного ручного или электрического нривода.
Недостатком известных устройств является большой вес и габариты, что затрудняет сварку в труднодоступных местах и снижает эффективность процесса при сварке швов с относительно небольшим сечением.
Известны полуавтоматы для сварки вертикальных швов с принудительным формированием, представляющие собой водоохлаждаемый ползун, на котором смонтированы мундштуки и рукоятка. Прижимается ползун к сварному шву и перемещается вдоль шва в процессе сварки вручную. Недостатком этого полуавтомата является большая затрата ручного труда, что приводит к быстрой утомляемости сварщика и к нарушению равномерности перемещення ползуна.
Целью нзобретения является создание полуавтомата для сварки стыковых или угловых соедииений относительно малого сечения, не имеющего перечисленных недостатков. С этой целью устройство для формирования сварного щва выполнено в внде приводного ролика с механизмом охлаждения, взаимодействующего с поверхностью деталей.
Механизм охлаждения выполнен в виде дуща, воздействующего на поверхность ролика, и ванны для сбора о.хлаждающей среды, расположенной иод роликом со стороны, противоположной направлению двнжения полуавтомата.
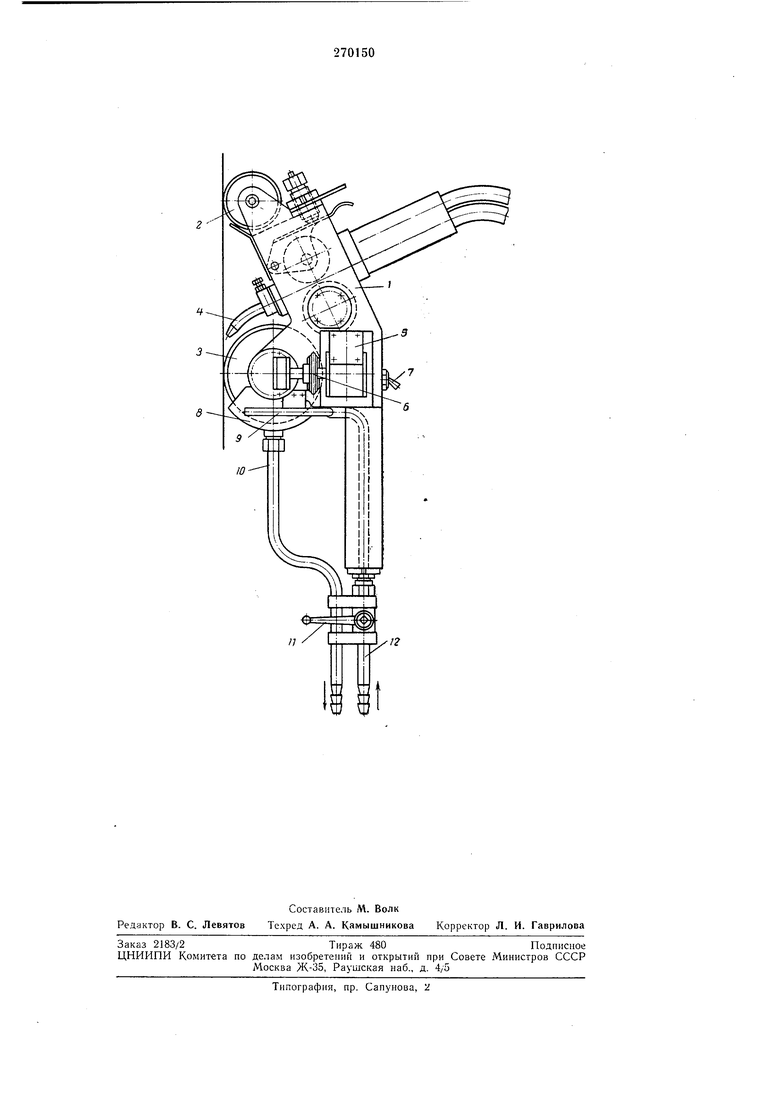
На чертеже изображен предлол енный полуавтомат, общнй вид. Полуавтомат состоит из ходовой тележки
с принудительным приводом формирующего
устройства и системой охлаждення, а также
устройства для нанравления в зону сварки
ручной проволоки и подвода к ней тока.
В верхней части корпуса / имеется передНИИ опорный ролик 2, в нижней части - формирующий ролик 3, который одновременно является приводным. Над ролико-м 3 в зажиме корпуса установлен сменный мундщтук 4. Внутри корпуса смонтированы ведомый и
с редуктором 5 ходовой тележки. На выходном валу редуктора установлен фрикционный вариатор 6. Выше рукоятки на корпусе расположен тумблер 7, управляющий подающим механизмом. Нижняя часть ролика 3 расположена в ванне-сборнике 8, в которой на боковых стенках установлены трубкн 9 охлаждения с отверстиями для направления охлаждающей жидкости на формирующий ролик. К ванне-сборнику подсоединена отводная трубка 10 с ниппелем для установки гибкого шланга.
Трубки охлаладения проходят через рукоятку полуавтомата и подсоединяются к регулировочному крану 11, имеющему нинпель 12 для установки водоподводящего щланга.
Нолуавтомат работает следующим образом.
Сварочная ироволока подается устройством для направления и подачи через гибкий щланг н мундштук в зону сварки. При движении проволоки ведомый и прижимной ролики, вращаясь, передают часть мощпости через редуктор и фрикционный вариатор. Тяговое усилие, необходимое для перемещения полуавтомата, создается вращающимся формирующим роликом за счет прижатия ролика к изделию рукой сварщика. Грубая настройка скорости сварки производится сменными шестернями редуктора, тонкая настройка - фрикционным вариатором.
В процессе сварки формирующий ролик нагревается. Для его охлаждения используется водяной душ. Охлаждающая жидкость, подаваемая по трубкам 9, при открытом кране попадает на нижнюю часть формирующего ролика и охлаждает его. Отработанная жидкость попадает в ванну-сборник и сливается
из нее по трубке W, проходное сечение которой позволяет сразу отвести всю отработанную воду. Подачу воды, т. е. интенсивность охлаждения, можно регулировать с помощью крана.
Начало и окончание сварки производится включением или выключением тумблера.
Предмет изобретения
1. Нолуавтомат для сварки, преимущественно вертикальных прямолинейных стыков, содержащий ходовую тележку, на которой смонтированы устройство для направления и иодачи сварочиой проволоки и устройство для
принудительного формирования сварного щва, отличающийся тем, что, с целью упрощения конструкции полуавтомата, устройство для формирования сварного шва вь полнено з виде приводного ролика с механизмом охлаждения, взаимодействующего с поверхностью деталей.
2. Полуавтомат по п. 1, отличающийся тем, что механизм охлаждения выполнен в виде душа, воздействующего на поверхность ролика, и ванны для сбора охлаждающей среды, расположенной иод роликом со стороны, противоположной направлению движения полуавтомата.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования уровня сварочной ванны | 1988 |
|
SU1523286A1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ДУГОВОЙ СВАРКИ | 1970 |
|
SU266972A1 |
| Трактор для дуговой сварки | 1975 |
|
SU745625A1 |
| Ползун для принудительного форми-РОВАНия гОРизОНТАльНОгО шВА НАВЕРТиКАльНОй плОСКОСТи | 1979 |
|
SU814633A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ дуговой сварки | 1988 |
|
SU1569138A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для сборки и сварки изделий коробчатого сечения | 1980 |
|
SU927467A1 |
| Устройство для формирования сварного шва | 1986 |
|
SU1362595A1 |