Изобретение предназначено для восстановления изношенных поверхностей деталей строительных и дорожных машин, а также других деталей.
Известный автомат для вибродуговой наплавки содержит механизм подачи электродной проволоки, кривошипно-шатунный механизм вибрации и мундштук с направляющим каналом.
Предлагаемый автомат отличается от известного тем, что хМундштук выполнен разрезным и снабл ен промежуточным звеном в виде закрытого пластиной желоба, на одном конце которого имеется хвостовик, шарнирно связанный с кривошипно-шатунным механизмом, а на другом - эксцентриковый палец со свободно вращаюш,имся на нем роликом, регулируюш,им проходное сечение направляющего канала.
При такой конструкции автомата колеблется электродная проволока, а не мундштук, как в известных конструкциях, и, кроме того, проволока колеблется перпендикулярно ванне расплавленного металла, что исключает его разбрызгивание. Незначительная масса промежуточного звена по сравнению с массой мундштука обеспечивает точно заданные параметры колебания.
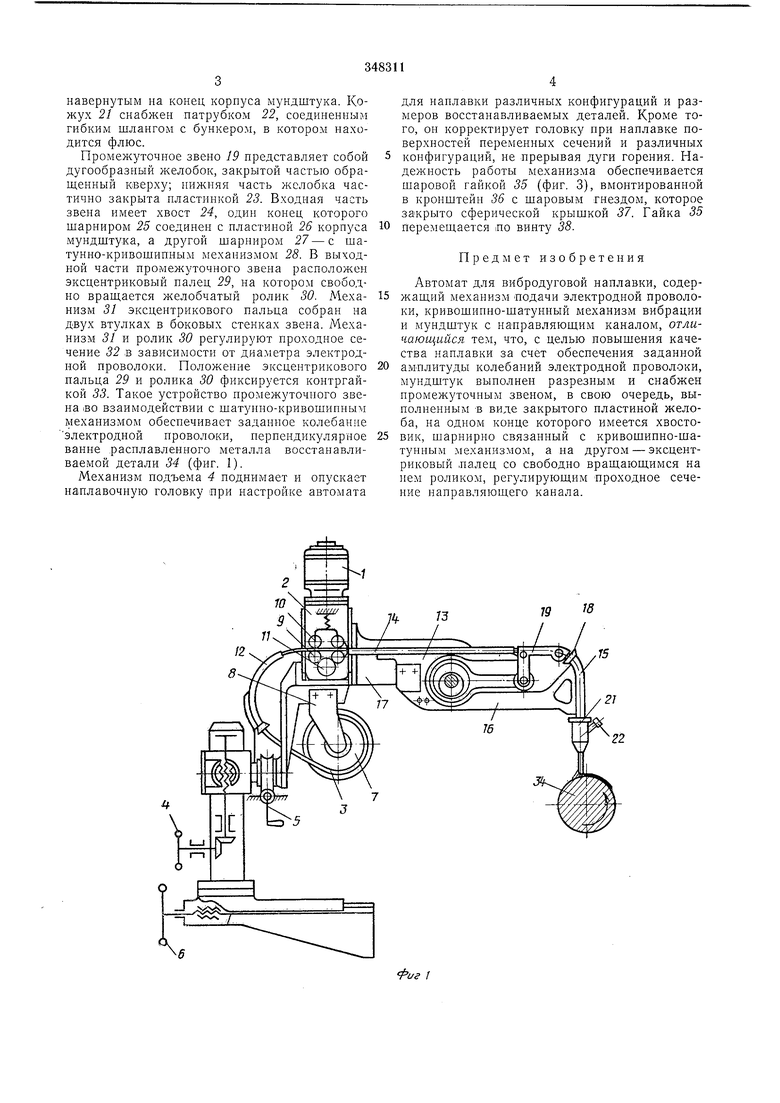
жуточное звено с кривощипно-шатунным механизмом; на фиг. 3 -механизм подъема.
Автомат работает от электродвигателя / и содержит коробку 2 подач с девятью скоростями подачи электродной проволоки 3, механизмы подъема 4, наклона 5 и перемещения 6, подводящие электрод к наплавляемой детали. Кассета 7, заполненная электродной проволокой, устанавливается на оси кронштейна 8.
Электродная проволока подается механизмом ведущих роликов, состоящим из двух ведущих 9 и двух прижимных 10 роликов. Ролики приводятся в щестерней 11, сидящей на приводном валу коробки 2 подач. Электродная проволока из кассеты поступает в механизм ведущих роликов через направляющую 12.
Далее проволока попадает в мундштук 13, состоящий из приемной 14 и направ.тяющей 15
трубок, соединенных между собой кронштейном 16. Мундштук крепится болтами к механизму 17 колебания. На одном конце трубки 15 имеются сменные приемные наконечники 18, принимающие электродную проволоку от промежуточного звена 19, а на другом ее конце - сменные контактные втулки. Между наконечником и втулкой размещена спираль 20 (фиг. 2) из пружинной стали, обеспечивающая долговечность трубки 15. Контактная
навернутым на конец корпуса мундштука. Кожух 21 снабжен патрубком 22, соединенным гибким шлангом с бункером, в котором находится флюс.
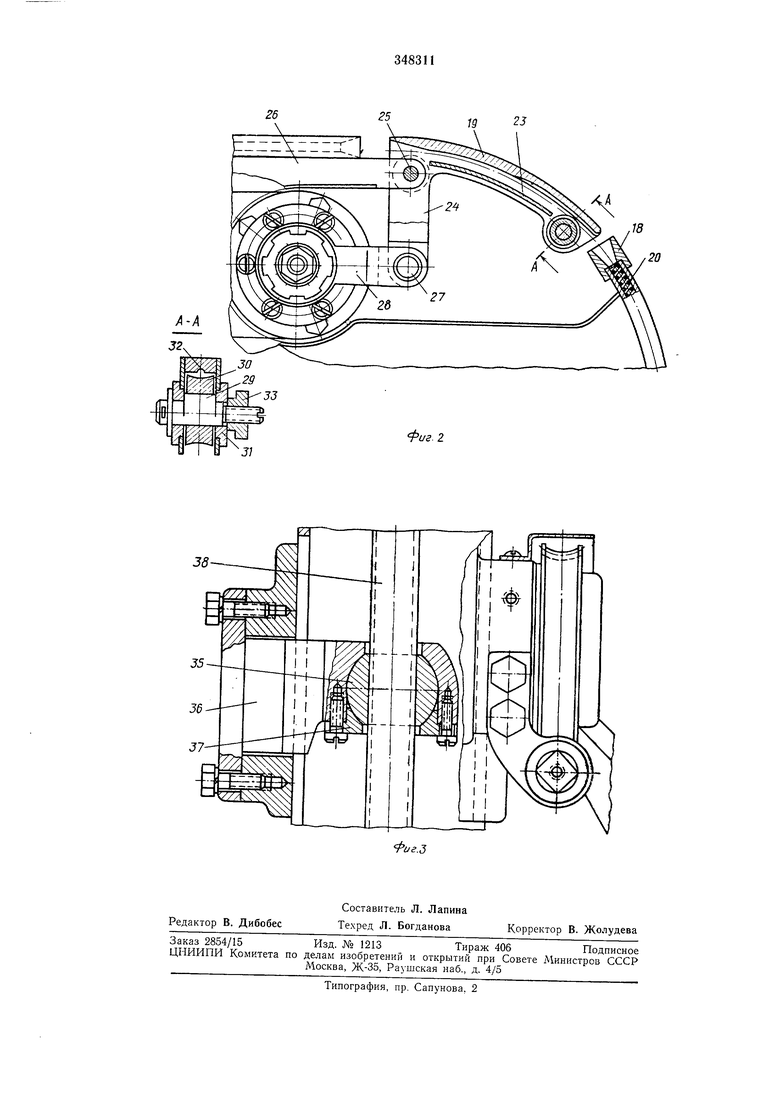
Промежуточное звено 19 представляет собой дугообразный желобок, закрытой частью обраш,енный кверху; нижняя часть желобка частично закрыта пластинкой 23. Входная часть звена имеет хвост 24, один конец которого шарниром 25 соединен с пластиной 26 корпуса мундштука, а другой шарниром 27-с шатунно-кривошнпным механизмом 28. В выходной части промежуточного звена расположен эксцентриковый иалец 29, на котором свободно враш;ается желобчатый ролик 30. Механизм 31 эксцентрикового пальца собран на двух втулках в боковых стенках звена. Механизм 31 и ролик 30 регулируют проходное сечение 32 в зависимости от диаметра электродной проволоки. Положение эксцентрикового пальца 29 и ролика 30 фиксируется контргайкой 33. Такое устройство промежуточного звена iBO взаимодействии с шатупно-кривошипным механизмом обеспечивает заданное колебание электродной проволоки, перпендикулярное ванне расплавленного металла восстанавливаемой детали 34 (фиг. 1).
Механизм подъема 4 поднимает и опускает наплавочную головку при настройке автомата
для наплавки различных конфигураций и размеров восстанавливаемых деталей. Кроме того, он корректирует головку при наплавке поверхностей переменных сечений и различных конфигураций, не прерывая дуги горения. Надежность работы механизма обеспечивается шаровой гайкой 35 (фиг. 3), вмонтированной в кронштейн 36 с шаровым гнездом, которое закрыто сферической крышкой 37. Гайка 35 перемеш,ается до винту 38.
Предмет изобретения
Автомат для вибродуговой наплавки, содер5 жаший механизм -подачи электродной проволоки, кривошипно-шатунный механизм вибрации и мундштук с направляющим каналом, отличающийся тем, что, с целью повышения качества наплавки за счет обеспечения заданной 0 амплитуды колебаний электродной проволоки, мундштук выполнен разрезным и снабжен промежуточным звеном, в свою очередь, выполненным в виде закрытого пластиной желоба, на одном конце которого имеется хвостовик, шарнирно связанный с кривошипно-шатунным механизмом, а на другом - эксцентриковый лалец со свободно вращаюш,имся на нем роликом, регулирующим проходное сечение направляющего канала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для импульсно-дуговой наплавки | 1959 |
|
SU129764A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Устройство для вибродуговой наплавки металлов | 1960 |
|
SU134356A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1972 |
|
SU339360A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU433982A1 |
| Механизм подачи электродов | 1961 |
|
SU143946A1 |
| Механизм для создания вибрации сварочного электрода при автоматической вибродуговой сварке и наплавке металлов | 1960 |
|
SU139386A1 |
| ГОЛОВКА ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1973 |
|
SU383554A1 |
| Головка для вибродуговой наплавки | 1975 |
|
SU527266A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
73 8
38
фиг. 2
