Известны устройства для автоматической многодуговой сварки, в которых на ходовой тележке смонтированы сварочные головки, снабженные независимыми регуляторами скорости подачи проволоки и установленные с возможностью независимого регулирования угла наклона электродов и расстояния между ними, причем для подачи проволок применен общий приводной механизм подачи.
Особенность предлагаемого устройства заключается в том, что, с целью увеличения диапазона регулирования углов наклона электродов и расстояний между ними, сварочные головки связаны с механизмом подачи через червячные колеса, взаимодействующие с червяком, установленным на выходном валу механизма подачи.
Устройство можно применять при различных технологических схемах сварки.
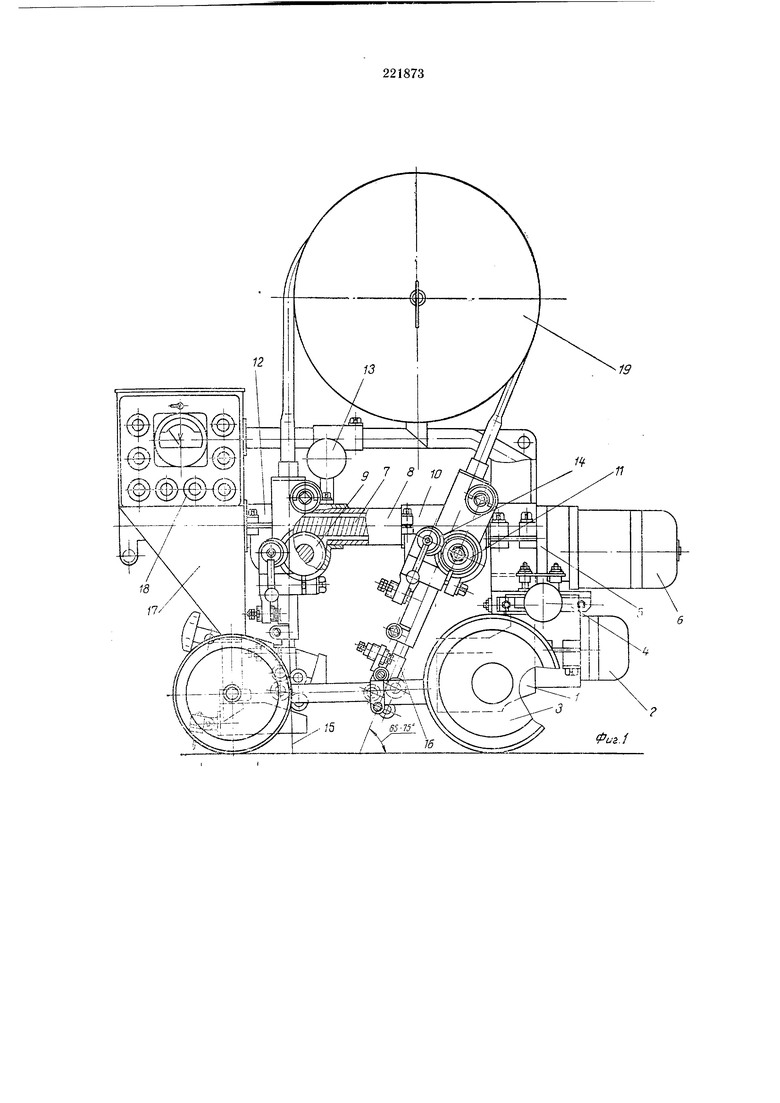
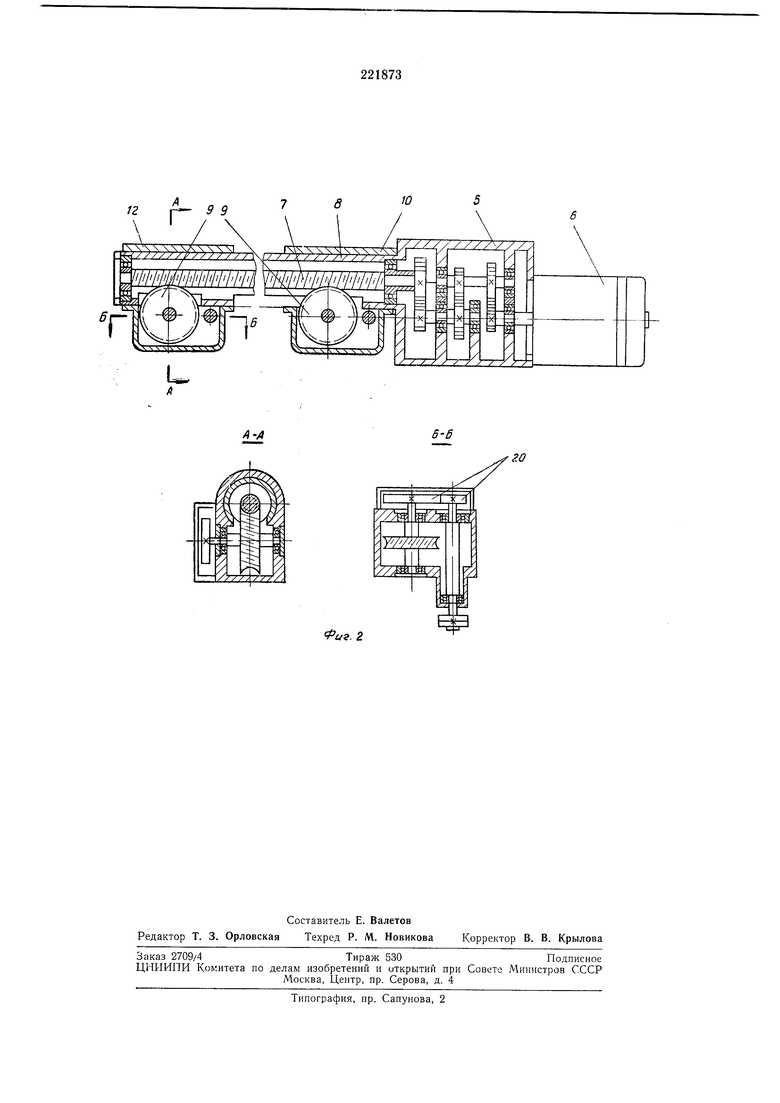
На фиг. 1 изображено предлагаемое устройство с частичным разрезом по механизму подачи электродной проволоки; на фиг. 2 - кинематическая схема подающего механизма.
На корпусе редуктора /, передающего вращение от электродвигателя 2 заднему ходовому колесу 3, закреплен поперечный суппорт 4. На каретке суппорта смонтирован редуктор 5 общего подающего механизма, имеющий привод от электродвигателя 6. Через трехступенчатую цилиндрическую передачу электродвигатель 6 связан с длинньш червяком 7, помещенным на двух опорах внутри штанги 8, которая консольно закреплена на редукторе подающего механизма.
С червяком, расположенным концентрично наружной поверхности щтанги, заценляются червячные колеса 9 сварочных головок. Задняя сварочная головка 10 может перемещаться вдоль щтанги, при этом ее червячное коле-со не выходит из зацепления с червяком благодаря продольному пазу в нижней части щтанги. При передвижении головки W поворачиваются червячное колесо и подающий ролик 11. Фиксируется задняя головка при помощи стопорного винта.
Передняя сварочная головка 12 не имеет продольного перемещения, но может поворачиваться вокруг оси щтанги на некоторый угол лри помощи червячно-рычаЖНого корректора 13. При этом зацепление червячного колеса с червяком не нарущается благодаря поперечному пазу в нижней части щтанги. При повороте передней сварочной головки нелшого поворачиваются червячное колесо и подающий ролик.
Обе сварочные головки снабжены прижимными роликами 14, обеспечивающими контакт электродной проволоки 15 с подающим роликами. Проволока подается к месту сварки через мундштуки 16, которые выправляют
проволоку и подводят к ней сварочный ток. Мундштуки iMoryT поворачиваться вокруг осей подаюпдих роликов и фиксируются клеммами.
К переднему мосту ходовой тележки и к штанге подающего механизма прикреплен флюсобункер 17, на боковой поверхности которого размещен пульт управления 18. Катущки 19 со сварочной проволокой емонтпрованы на кронщтейне, опирающемся на флюсобункер и зажп.м подающего механизма.
С целью подачи электродной проволоки с различными скоростями сварочные головки снабжены сменными шестернями 20, через которые передается вращение от червячных колес к подающим роликам.
Электросхема устройства обеспечивает независимое поджигание дуг и исключает реверс подачи электродной проволоки. При обрыве одной из дуг сварка прекращается.
Перед началО М сварки необходимо наладить устройство. Мундштуки 16 должны быть выставлены так, чтобы обеспечить заданную технологическую схему, т. е. чтобы передний и задний электрод подавались под нужными углами и чтобы расстояние между конпами электродов было заданное. Для этого мундштуки поворачивают вокруг осей подающих роликов // и затем фиксируют клеммными зажимами, а заднюю сварочную головку 10 передвигают вдоль штанги 8 и закрепляют стопорным винтом.
Затем устройство устанавливают на направляющие и производят поперечную корректировку заднего электрода с помощью суппорта 4 относительно стыка свариваемых листов. Если ири этом передний электрод не находится по оси стыка, его подправляют корректором 13.
После установки нужных сменных шестерен 20, обеепечивающих заданные скорости сварки и подачи электродной проволоки, определения необходимой величины сварочного тока и засыпки бункера флюсом устройство готово к работе.
Устройство передвигается вдоль оси щва направляющими механизмами.
Предмет изобретения
Устройство для автоматической многодуговой сварки, в котором на тележке смонтироваиы сварочные головки, оснап енные независимыми регуляторами скорости подачи проволоки и, установленные -с возможностью независимого регулирования угла наклона электродов и расстояния между ними, причем для подачи проволок применен общий
приводной механизм подачи, отличающееся тем, что, с целью увеличения диапазона регулирования углов наклона электродов и расстояний ними, сварочные головки связаны с механизмом подачи через червячные
колеса, взаимодействующие с червяком, установленным на выходном валу механизма подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1967 |
|
SU201565A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673337A1 |
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397218A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1348111A1 |
| Устройство для дуговой сварки внутренних продольных швов труб | 1985 |
|
SU1291324A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ ВНУТРЕННИХ ШВОВ СПИРАЛЬНЫХ ТРУБ | 1969 |
|
SU238055A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
20
fus. г
Р
