Существующие автоматические головки для электродуговой сварки под флюсом обладают существенными недостатками. Сварочные головки, поддерживающие постоянное напряжение на дуге, весьма сложны по своей схеме, маломощны и не обеспечивают стабильности основного параметра сварочного режима - силы тока. Работа сварочных головок с постоянной скоростью подачи электрода основывается на принципе саморегулирования процесса горения дуги, позволяющем выдерживать установленную силу тока. Однако отсутствие плавного регулирования скорости подачи электрода чрезвычайно затрудняет наладку и работу на головках подобного типа. Использование двигателя с плавно регулируемым числом оборотов для изменения скорости подачи электрода не явилось полноценным решением проблемы рационального привода сварочных головок этого типа. Основным недостатком привода с регулируемым двигателем является его мягкая механическая характеристика, что в условиях работы с проволокой, разматываемой с бунта, часто приводит к нарушению установленной скорости подачи. Естественно, что для сварки изделий больших толщин, связанной с применением электродной проволоки диаметром 10-12 мм и введением правки этой проволоки, использование регулируемого двигателя для привода сварочной головки с постоянной скоростью подачи недает положительных результатов.
Создание мощной головки для электродуговой сварки под флюсом стали большой (50 мм и выше) толщины, работающей с независимой от напряжения дуги скоростью подачи электрода, возможно только при условии жесткой механической характеристики регулируемого привода.
Предметом настоящего изобретения является головка для автоматической дуговой сварки, в которой подача электродной проволоки производится от асинхронного двигателя с короткозамкнутым ротором с помощью фрикционного бесступенчатого вариатора скоростей, двухчервячного редуктора и роликового подающего устройства.
Согласно изобретению, для перехода с одного диаметра электродной проволоки на другой без переналадки головки тянущие проволоку ролики, а также ведомые шестерни зубчатых передач от выходных осей привода к роликам, смонтированы на двух качающихся щеках; последние выполнены поворотными вокруг указанных выходных осей и загружены пружинами, прижимающими тянущие ролики к электродной проволоке.
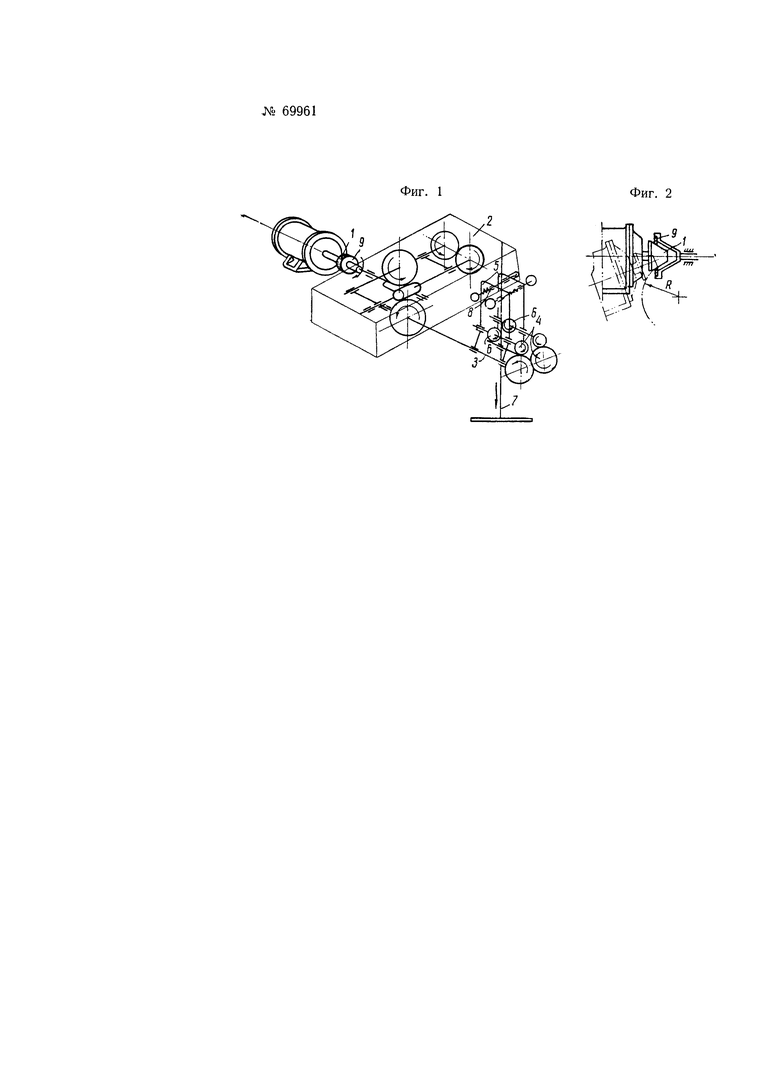
Изложенное поясняется чертежом, на фиг. 1 которого изображена (в аксонометрической проекции) кинематическая схема предлагаемой головки, а на фиг. 2 - конструкция одного из узлов (вариатора скоростей).
Вращение от двигателя передается через вариатор скоростей 1, 9 и редуктора 2 на выходную ось 3, с которой крутящий момент передается на тянущие ролики 6 шестернями 4 подающего устройства.
Переход с одного диаметра электродной проволоки 7 на другой не влечет за собой изменения зацепления в шестернях 4 отбора мощности. Это происходит благодаря расположению подающего устройства на
Двух качающихся щеках 5. Последние прижимают тянущие ролики 6 к электродной проволоке посредством пружины 8. Число оборотов ведомой шайбы 9 вариатора скоростей регулируется изменением положения ведущего шкива 1 на дуге, описанной радиусом R. Электродвигатель привода головки может быть включен по обычной схеме автоматической установки для сварки под флюсом, работающей по принципу независимой скорости подачи электрода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сварочная головка | 1949 |
|
SU87359A1 |
| Устройство для автоматической электродуговой наплавки | 1948 |
|
SU78419A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
| Способ автоматической дуговой сварки под слоем флюса | 1942 |
|
SU64207A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для электродуговой наплавки | 1976 |
|
SU671951A1 |
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| Устройство для электродуговой сварки плавящимся электродом | 1990 |
|
SU1743752A1 |
| СВАРОЧНАЯ ГОЛОВКАГр-трр'-. • • • •;i''>&-'-'.'iji'J<^.,,-.,,|!<^ ''.'.vjMTiis --Ф-! ТЛ:::;/;ЦЕСКАПi •;/i5A::GT;:KA.« J.-..»..c3.-.^ir •.:.,gi-.jf.j,..TTi-.,.,,.j.r^ ..„. -ц-ц^^ц-j | 1965 |
|
SU172934A1 |
Головка для автоматической дуговой сварки с плавным механическим регулированием скорости подачи электродной проволоки при помощи тянущих роликов, отличающаяся тем, что для перехода с одного диаметра электродной проволоки на другой без переналадки головки указанные ролики 6 и ведомые шестерни зубчатых передач от выходных осей 3 к роликам 6 смонтированы на двух качающихся щеках 5, поворотных вокруг выходных осей 3 и нагруженных пружинами 8, прижимающими тянущие ролики к электродной проволоке.
