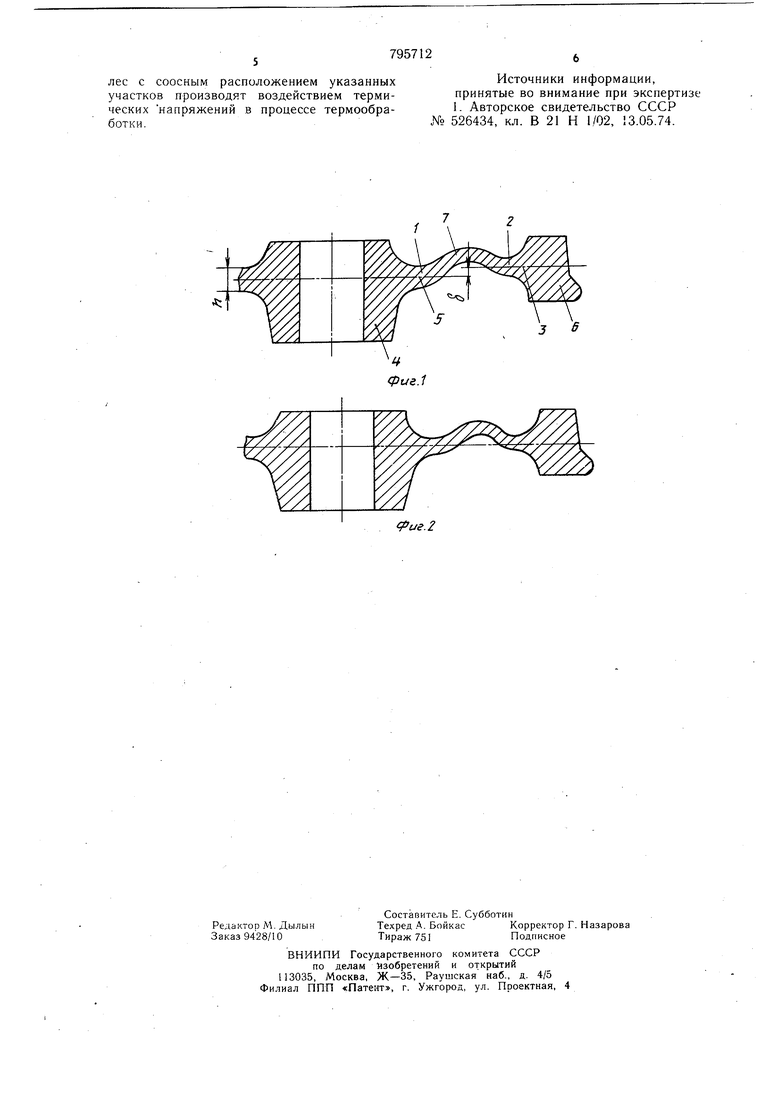
ка у ступицы, а окончательное формообразование крлес с соосным расположением указанных участков получают воздействием термических напряжений в процессе термообработки. При таком техническом решении в процессе охлаждения колес после завершения горячей деформации, а также при последующих операциях термической их обработки (нормализация с отпуском, либо закалка с отпуском) в результате упруго-пластических деформаций, возникающих вследствие термических напряжений, оси переходных участков диска в ступицу и обод практически совпадают. На фиг. 1 показано колесо в сечении после формирования перед окончательным формообразованием; на фиг, 2 - готовое колесо после окончательного формообразования - термообработки. Сущность предлагаемого способа изготовления штампованнокатаных колес заключается в том, что после прокатки колеса на стане при выгибке волнообразного диска, крайние участки 1 и 2 которого в готовом колесе должны располагаться на одной оси 3, и калибровке колеса в целом, выгибку вогнутой части диска, граничащей со ступицей 4, производят таким образом, чтобы ось 5 этого участка после заверщения дефор.мации оказалась ниже оси 3, на которой расположен участок 2 диска, граничащий с ободо.м 6. При этом ось 5 участка 1 диска располагается ниже оси 3 участка 2 диска на расстоянии, равном 0,15-0,25 толщины диска у ступицы h. Тогда при последуюцдем охлаждении колеса после изотермической выдержки, а затем при различных oneрациях термической обработки в результате возникающих при этом напряжений выпуклый участок 7 диска деформируется, радиус его кривизны увеличивается, а оси 5 и 3 участков 1 и 2 диска вследствие перемещения вверх, участка 1 диска, граничащего со ступицей, совпадут. Исследования показали, что осуществлять выгибку части диска, прилегающей к ступице, на величину меньше 0,16 толщины диска ниже оси нельзя, так как после изотермической выдержки, закал-45 ки и отпуска диск у ступицы смещается вверх от оси выше допустимых пределов. Осуществлять выгибку на величину более 0,25 толщины ниже оси нецелесообразно по причине того, что в этом случае диск у ступицы смещается вниз от оси ниже допустимых пре-5® делов. Способ осуществляется следующим образом. При производстве колес 0928 мм на пресс-, прокатной линии исходную заготовку .массой 470 кг после нагрева предварительно осаживают на прессе усилием 2000 т для удаления окалины, затем производят осадку заготовки в кольце и разгонку ее центральной части (закрытую прошивку) на прессе усилием 5000 т, штамповку ступицы и части диска на прессе усилием 10000 т и прокатку обода и другой части диска на стане. Выгибку диска и калибровку колеса в целом, а также прошивку центрального отверстия ступицы колеса осуществляют на прессе усилием 3500 т. Колесо 0928 мм имеет волнообразный диск, крайние участки которого, граничащие со ступицей и ободом, в готовом колесе должны быть соосны. Для обеспечения этой СООСРЮСТИ с учетом толщины диска у -ступицы 25 мм выгибку этого участка диска производят так, чтобы его ось после заверщения деформации колеса на прессе усилием 3500 т оказалась на 5 мм ниже заданной оси. При этом 5 мм соответствует размеру, равному 0,2 толщины диска. Затем колеса, охлажденные до 400-500°С поступают на конвейерные печи для нагрева и изотермической выдержки при 650°С в течение 4,5 ч, после чего они остывают до температуры цеха. Далее колеса подвергаются нагреву до 840-880°С, закалке обода водой на установках для прерывистой закалки, отпуску при 480-520°С и замедленному охлаждению. Готовые колеса имеют требуемые очертания диска, при этом край ние его участки располагаются на одной оси. Применение предлагаемого способа производства штампованнокатаных колес обеспечивает возможность получения требуемых очертаний волнообразного диска при соосном расположении его крайних участков, в результате чего процесс изготовления таких lec становится экономичным, так как необходимая точность геометрических параметров колес достигается без дополнительных операций по их механической обработке и связанным с этими операциями повышенным расходом металла. Формула изобретения Способ изготовления железнодорожных , включающий осадку заготовки, ее формовку, прокатку обода с ребордой и диска, выгибку диска, окончательное формообразование колес и термообработку, отличающийся тем, что, с целью снижения трудоемкости и расхода металла при изготовлении колес с волнообразным диском при соосном расположении участков диска, прилегающих к ободу и ступице, выгибку диска ведут до получения промежуточной его формы, при которой ось участка диска, прилегающего к ступице, смещена относительно оси участка, прилегающего к ободу, в сторону расположения реборды на величину, равную 0,15-0,25 толщины диска у ступицы, а окончательное формообразование колес с соосным расположением указанных участков производят воздействием термических напряжений в процессе термообработки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 526434, кл. В 21 Н 1/02, 3.05.74.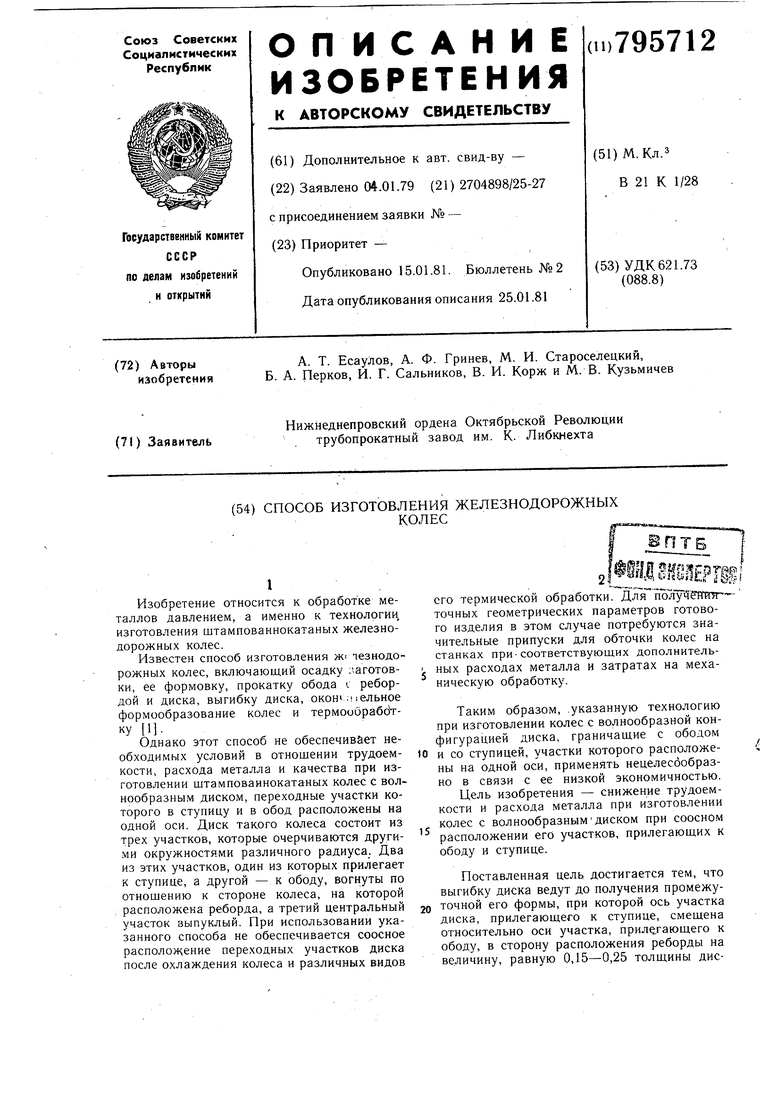

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цельнокатаных железнодорожных колес | 1977 |
|
SU724583A1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1990 |
|
SU1729670A1 |
| Способ производства цельнокатанных колес | 1979 |
|
SU860928A1 |
| Способ изготовления цельнокатаных колес с изогнутым диском | 1990 |
|
SU1750819A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1997 |
|
RU2123405C1 |
| Способ изготовления штампокатан-НыХ КОлЕС | 1978 |
|
SU795668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1994 |
|
RU2077968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1998 |
|
RU2137850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1997 |
|
RU2119841C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 1995 |
|
RU2080200C1 |
(ие.2
