1
Изобретение относится к обработке металлов давлением и может быть использовано при производстве железнодорожных колес, , Известен сйособ производства железнодо |рожных колес, включающий осадку заготовк(5, формовку ступицы и диска с одновременным его изгибом, прокатку и калибровку обода, : прошивку отверстия в ступице ll
Недостатком известного способа является то, что он не обеспечивает получения изделий высокого качества, вследствие неравномерного распределения металла в отформованной заготовке, приводящего при прокатке к смешению обода относительно ступицы и при Meханической обработке - к разностенностисту„пицы, ниправильной конусности и резкого перехода от )ормованной к прокатанной части диска, возникающего при выгибке диска перекоса ступицы., вытяжки диска со стороны короткого плеча и, как следствие, разнотолшинности диска.
Повьлпоние качества колес обеспечивается за счет того, что по преялахаемому способу олнопремепно с формовкоГ и гибкой диска по всей его длине осуществляют формовку внутренней поверхности обода, а в процессе прокатки заготовки выкатывают поверхности: катания и гребень на заданный диаметр, калибровку обода осуществляют по его боковой поверхности с внутренней стороны колеса, а .формовку (ступицы осуществляют перед про.шивкой Центиального отверстия.
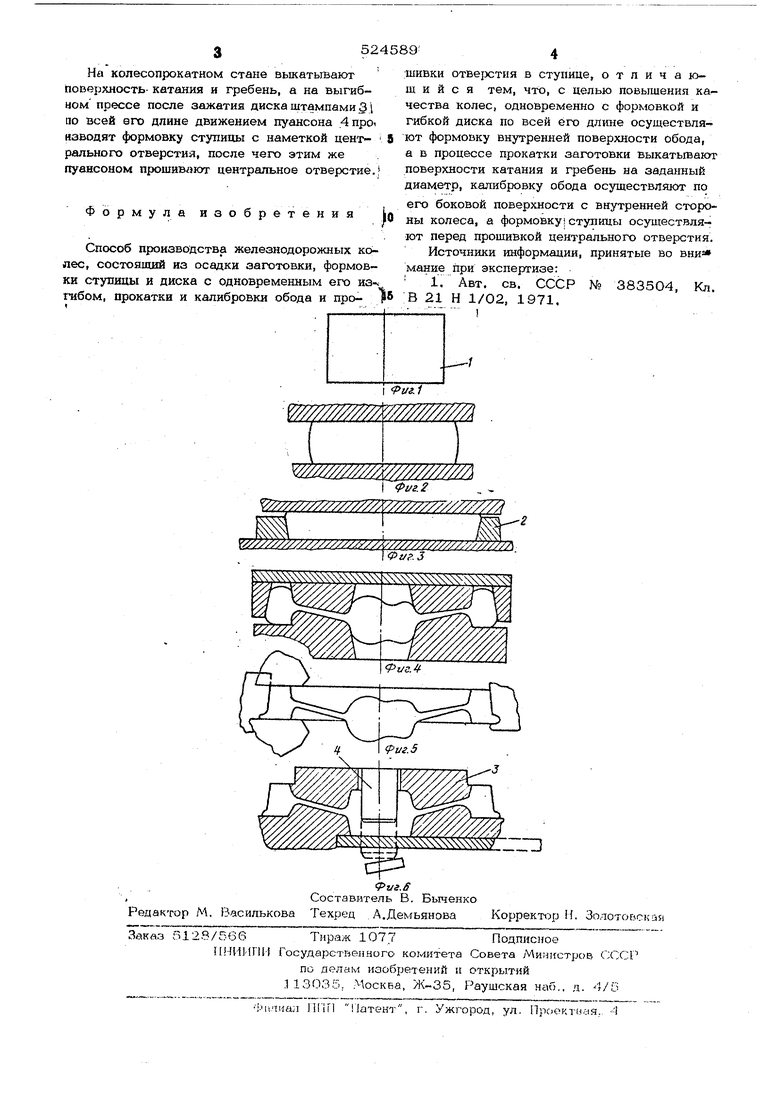
На фиг. 1 показана исходная заготовка; на фиг. 2 - предварительная осадка; на фиг. 3осад1 а в кольце; на фиг. 4 - формовка с |гибкой всего диска и формовка внутренней |поверхности обода; на фиг. 5 - выкатка по верхности катания и гребня; на фиг. 6 - формовка ступицы, калибровка обода по ширине, прошивка отверстия в ступице.
Нагретую заготовку 1 подвергают предварительной осадке и осадке в кольце 2 между гладкими плитами, подают на формовочный пресс, где производят формирование окончательных размеров и конфигурации всего диска, внутренне поверх1 ости обода, а для сту:пицы подготавливают необходик ый обьом металла. На колесопрокатном стане вьжатьгвают поверхность- катания и гребень, а на выгибном прессе после зажатия диска штампами Q (ю всей эго длине движением пуансона 4npOi изводят формовку ступицы с наметкой центрального отверстия, после чего этим же пуансоном прошивают центральное отверстие. Формула изобретения Способ производства железнодорожных колес, состоящий из осадки заготовки, формовки ступицы и диска с одновременным его изшбом, прокатки и калибровки обода и прошивки OTBejKTHH в ступице, о т л и ч а ющ и и с я тем, что, с целью повышения качества колес, одновременно с формовкой и гибкой диска по всей его длине осуществляют формовку внутренней поверхности обода, а Е процессе прокатки заготовки выкатьшают поверхности катания и гребень на заданный диаметр, калибровку обода осуществляют по его боковой поверхности с внутренней стороны колеса, а формовку ступицы осуществляют перед прошивкой центрального отверстия. Источники информации, принятые во вни мание при экспертизе: 1. Авт. св. СССР № 383504, Кл. В 21 Н 1/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства железнодорожных колес | 1975 |
|
SU610593A1 |
| Способ изготовления штампокатан-НыХ КОлЕС | 1978 |
|
SU795668A1 |
| Способ изготовления железнодорожных колес | 1981 |
|
SU986560A1 |
| Способ изготовления заготовок железнодорожных колес | 1984 |
|
SU1318338A1 |
| Механизированная поточная линия для изготовления железнодорожных колес | 1989 |
|
SU1731379A1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1990 |
|
SU1731378A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОКАТАНЫХ КОЛЕС | 1991 |
|
RU2010654C1 |
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2259279C1 |
| Механизированная поточная линия для изготовления штампокатаных колес | 1989 |
|
SU1750822A1 |
| Способ производства железнодорожных колес | 1976 |
|
SU617138A1 |
