Изобретение относится к черной металлургии, конкретно к производству железнодорожных колес.
Известны способы изготовления цельнокатаных железнодорожных колес, включающие осадку заготовки, разгонку, формовку ступицы и части диска, прокатку и калибровку. Это способы высокопроизводительны, технологичны и используются для производства колес.
Их недостатком является то, что выгиб- ка диска, т.е. придание ему нужной конфигурации, осуществляется в процессе в процессе калибровки, на конечном этапе деформационного передела, при пониженной температуре диска, что в ряде случаев
приводит к образованию на нем трещин и локальных утонений на участках изгиба. В частности, этот недостаток проявляется при изготовлении колес с диском сложной формы
Известен также способ горячей деформации заготовок при производстве цельнокатаных колес, по которому формовку ступицы и диска колесной заготовки осуществляют одновременно с изгибом формуемой части диска, а прокатку обода и диска выполняют одновременно с изгибом раскатываемой части диска, после чего производят калибровку. Указанный способ позволяет уменьшить искажение элементов колеса на выгибном прессе, однако предVIел о со
ю
назначен и может использоваться только для изготовления колес с прямым наклонным диском.
Наиболее близким к изобретению является способ изготовления цельнокатаных колес, при котором осуществляют осадку заготовки, ее формовку, прокатку обода и диска на полную длину, выгибку диска и калибровку обода, заключающийся в том, что в процессе прокатки получают диск, на- клоненный под углом, равным и противоположно направленным углу наклона диска готового колеса, а выгибку диска производят до достижения конечной конфигурации с сохранением его длины.
Известный способ имеет следующий недостаток применительно к изготовлению колес с глубокогофрированным диском. В начальный период выгибки в процессе калибровки колеса обод перемещается вниз в направлении изгиба диска колеса, вследствие чего диск подвергается воздействию сжимающих напряжений со стороны обода. В свою очередь, на обод со стороны диска действуют растягивающие напряжения, ко- торые понуждают обод увеличивать периметр. Однако обод значительно более массивен, нежели диск, и растягивающих напряжений недостаточно для увеличения его периметра, поэтому деформируется дру- гой элемент динамической пары-диск, т.е. длина образующей прокатанной части диска, первоначально расположенной под углом к плоскости колеса, уменьшается до ее проекции на эту полость. Это происходит к тому моменту выгибки, когда прокатанная часть диска станет параллельной плоскости колеса, т.е. плоскости, перпендикулярной оси колеса. Во время сжатия диска возможно локальное изменение его конфигурации, толщины, образование морщин на его поверхности, В конечном счете это приводит к уменьшению точности геометрических параметров колес и увеличению доли колес с поверхностными дефектами на диске, т.е. увеличению брака и ремонта колес.
Цель изобретения - повышение качества получаемых изделий за счет повышения точности их геометрических параметров и уменьшения поверхностных дефектов на них.
Поставленная цель достигается тем, что в процессе формовки ступицы формовку прилегающей к ней части диска осуществляют на длину не менее, чем до вершины гоф- ра и не далее точки, в которой угол наклона касательной к внутренней поверхности диска равен а, прокатку прилегающей к ободу части диска ведут под углом не более а, а
при калибровке колеса осуществляют выгибку диска с приложением усилий растяжения к прокатанной части диска и ободу со стороны нижнего и верхнего калибровочных штампов, где а - угол между плоскостью, перпендикулярной оси вращения колеса, и касательной к образующей внутренней поверхности диска готового колеса на участке от середины гофра до торца обода.
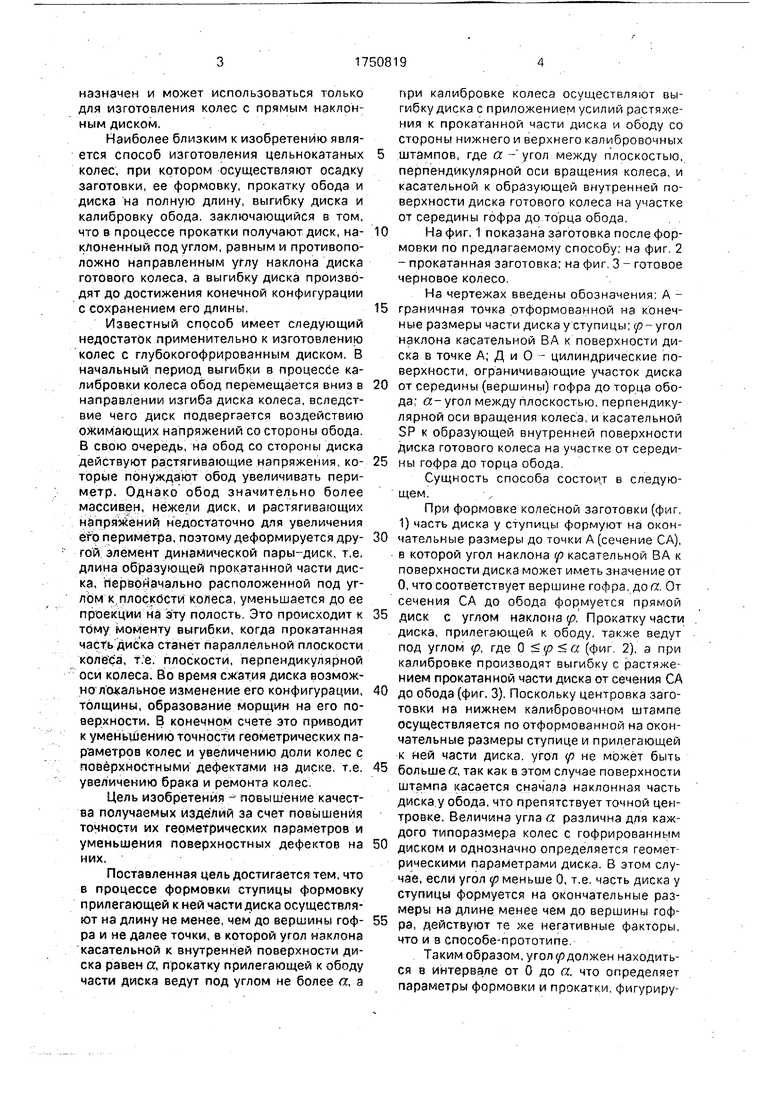
На фиг, 1 показана заготовка после формовки по предлагаемому способу; на фиг. 2 - прокатанная заготовка; на фиг 3 - готовое черновое колесо.
На чертежах введены обозначения. А - граничная точка отформованной на конечные размеры части диска у ступицы; р- угол наклона касательной ВА к поверхности диска в точке А; Д и О - цилиндрические поверхности, ограничивающие участок диска от середины (вершины) гофра до торца обода «-угол между плоскостью, перпендикулярной оси вращения колеса, и касательной SP к образующей внутренней поверхности диска готового колеса на участке от середины гофра до торца обода.
Сущность способа состоит в следующем.
При формовке колесной заготовки (фиг. 1) часть диска у ступицы формуют на окончательные размеры до точки А (сечение СА), в которой угол наклона р касательной ВА к поверхности диска может иметь значение от О, что соответствует вершине гофра, до а От сечения СА до обода формуется прямой диск с углом наклона р. Прокатку части диска, прилегающей к ободу, также ведут под углом р. где 0 (фиг 2), а при калибровке производят выгибку с растяжением прокатанной части диска от сечения СА до обода (фиг. 3). Поскольку центровка заготовки на нижнем калибровочном штампе осуществляется по отформованной на окончательные размеры ступице и прилегающей к ней части диска, угол / не может быть больше а, так как в этом случае поверхности штампа касается сначала наклонная часть диска у обода, что препятствует точной центровке. Величина угла ее, различна для каждого типоразмера колес с гофрированным диском и однозначно определяется геометрическими параметрами диска. В этом случае, если угол р меньше 0, т.е. часть диска у ступицы формуется на окончательные размеры на длине менее чем до вершины гофра, действуют те же негативные факторы, что и а способе-прототипе
Таким образом, угол у) должен находиться в интервале от 0 до а, что определяет параметры формовки и прокатки, фигурирующие в качестве отличительных признаков изобретения. В процессе калибровки осуществляется выгибка прокатанной части диска с приложением усилий растяжения с целью получения более точной конфигурации диска и внутренней поверхности обода (фиг, 3). При выгибке диска без растяжения с сохранением его длины, как в способе- прототипе, наблюдается плохая калибровка внутреннего диаметра обода
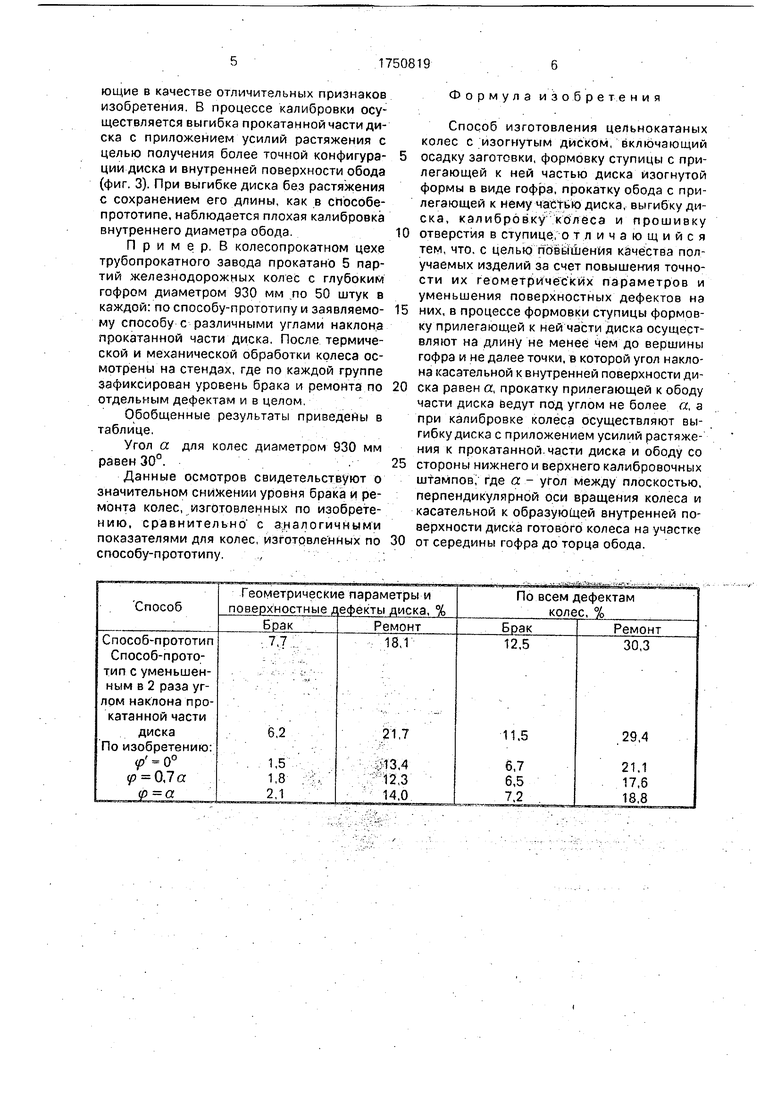
Пример В колесопрокатном цехе трубопрокатного завода прокатано 5 партий железнодорожных колес с глубоким гофром диаметром 930 мм по 50 штук в каждой: по способу-прототипу и заявляемому способу с различными углами наклона прокатанной части диска. После термической и механической обработки колеса осмотрены на стендах, где по каждой группе зафиксирован уровень брака и ремонта по отдельным дефектам и в целом
Обобщенные результаты приведены в таблице.
Угол а для колес диаметром 930 мм равен 30°.
Данные осмотров свидетельствуют о значительном снижении уровня брака и ремонта колес, изготовленных по изобретению, сравнительно с аналогичными показателями для колес, изготовленных по способу-прототипу
Формула изобретения
Способ изготовления цельнокатаных колес с изогнутым диском, включающий
осадку заготовки, формовку ступицы с прилегающей к ней частью диска изогнутой формы в виде гофра, прокатку обода с прилегающей к нему частью диска, выгибку диска, калибровку колеса и прошивку
отверстия в ступице, отличающийся тем, что. с целью повышения качества получаемых изделий за счет повышения точности их геометрических параметров и уменьшения поверхностных дефектов на
них, в процессе формовки ступицы формовку прилегающей к ней части диска осуществляют на длину не менее чем до вершины гофра и не далее точки, в которой угол наклона касательной к внутренней поверхности диска равен а, прокатку прилегающей к ободу части диска ведут под углом не более а, з при калибровке колеса осуществляют выгибку диска с приложением усилий растяжения к прокатанной части диска и ободу со
стороны нижнего и верхнего калибровочных штампов, где а - угол между плоскостью, перпендикулярной оси вращения колеса и касательной к образующей внутренней поверхности диска готового колеса на участке
от середины гофра до торца обода.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕЛЬНОКАТАНОЕ ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2259279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1993 |
|
RU2039626C1 |
| Способ изготовления цельноштампокатаных колес | 1987 |
|
SU1516205A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
| Способ изготовления цельнокатаных железнодорожных колес | 1990 |
|
SU1729670A1 |
| СПОСОБ ШТАМПОВКИ ЗАГОТОВОК ДЛЯ ЦЕЛЬНОКАТАНЫХ КОЛЕС | 2006 |
|
RU2335373C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1994 |
|
RU2070465C1 |
| Способ изготовления железнодорожных колес | 1981 |
|
SU986560A1 |
| Способ изготовления заготовок для цельнокатаных колес | 1977 |
|
SU650704A2 |
| Способ изготовления железнодорожных колес | 1989 |
|
SU1722669A1 |

Использование: при производстве железнодорожных колес. Осуществляют осадку заготовки, формовку ступицы с прилегающей к ней частью диска, прокатку обода с прилегающей к нему частью диска, выгибку диска, калибровку колеса и прошивку отверстия в ступице. В процессе формовки ступицы формовку прилегающей к ней части диска осуществляют не менее чем до вершины гофра и не далее точки, в которой угол наклона касательной к поверхности диска равен а. Прокатку прилегающей к ободу части диска ведут под углом не более а, а при калибровке колеса осуществляют выгибку диска с растяжкой прокатанной части диска путем приложения усилий к диску и ободу со стороны нижнего и верхнего калибровочных штампов. Угол а- угол между плоскостью, перпендикулярной оси колеса, и касательной к образующей внутренней поверхности диска готового колеса на участке от середины гофра до торца обода 3 ил , 1 табл сл с
Фы.1.
Фиг. 2.
Фиг. 5.
| Авторское свидетельство СССР N5526434, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
