А-А
ел
С
Изобретение относится к машиностроению и может найти применение как при изготовлении новых, так и при восстановлении изношенных вкладышей.
Целью изобретения является снижение трудоемкости.
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - разрез А-А на фиг. 1.
Установка для центробежной наплавки вкладышей антифрикционным материалом содержит литейную форму 1, выполненную в виде полуформ - полуцилиндров 2, соединенных между собой шарниром 3. Литейная форма 1 снабжена также фиксатором А. Между полуформами 2 установлена прокладка 5, жестко закрепленная на шарнире 3. Прокладка 5 выполнена из титанового сплава, в частности относящегося к а -группе сплавов (в качестве конкретного примера могут применяться марки сплавов ВТ-5, ВТ5-1, ОТ-4 и др.), причем ширина прокладки 5 равна диаметру рабочей полости литей- ной формы 1, обеспечивающей возможность разделения наплавляемых вкладышей 6 по всей плоскости разъема. Позицией 7 обозначен слой, наплавляемый на внутреннюю поверхность разъемных вкладышей 6, из антифрикционного материала, в качестве которого может быть использован баббит, например, марки Б 83, Б 88. Литейная форма 1 снабжена средствами фиксации ее на центрифуге.
Установка работает следующим образом.
В полуформы 2 устанавливают подлежащие наплавлению разъемные вкладыши 6, затем в рабочую полость по обе стороны прокладки 5 вводят порцию порошкообразного антифрикционного материала. Полуформы 2 собирают и закрепляют между собой с помощью фиксатора 4. Далее на литейную форму 1 воздействуют источником тепла, нагревая до температуры расплавления антифрикционного материала, и крепят на центрифуге, которую приводят во вращение. За счет возникающих центробежных сил антифрикционный материал оседает и уплотняется в виде слоя 7 на внутренней поверхности разъемных вкладышей 6. После охлаждения литейной формы 1 из нее извлекают направленные разъемные
вкладыши 6, что благодаря выполнению прокладки 5 из титановых а -сплавов, характеризующихся высокими антиадгезионными и антикоррозионными свойствами, исключает сцепление слоев 7 с прокладкой
5, разделяющей разъемные вкладыши 6 по всей толщине их кромок. В результате облегчается извлечение разъемных вкладышей 6 из литейной формы 1 и в целом снижается трудоемкость их изготовления,
поскольку отпадает необходимость обработки кромок разъемных вкладышей 6. Кроме того, материал прокладки 5 может быть предварительно подвергнут химико-термической обработке, например, азотированием, что улучшает прочностные характеристики прокладки 5.
Формула изобретения 1. Установка для центробежной наплавки вкладышей антифрикционным материалом, содержащая литейную форму с фиксатором, разъемные вкладыши с прокладкой между ними и антифрикционный материал, размещенный со стороны наплавляемых поверхностей вкладышей, о тличающаяся тем, что, с целью снижения трудоемкости, прокладка между вкладышами выполнена шириной, равной диаметру рабочей полости литейной формы, из сплавов с антиадгезионными свойствами.
2. Установка по п.1,отличающаяся тем, что в качестве антиадгезионного материала используют титановый сплав,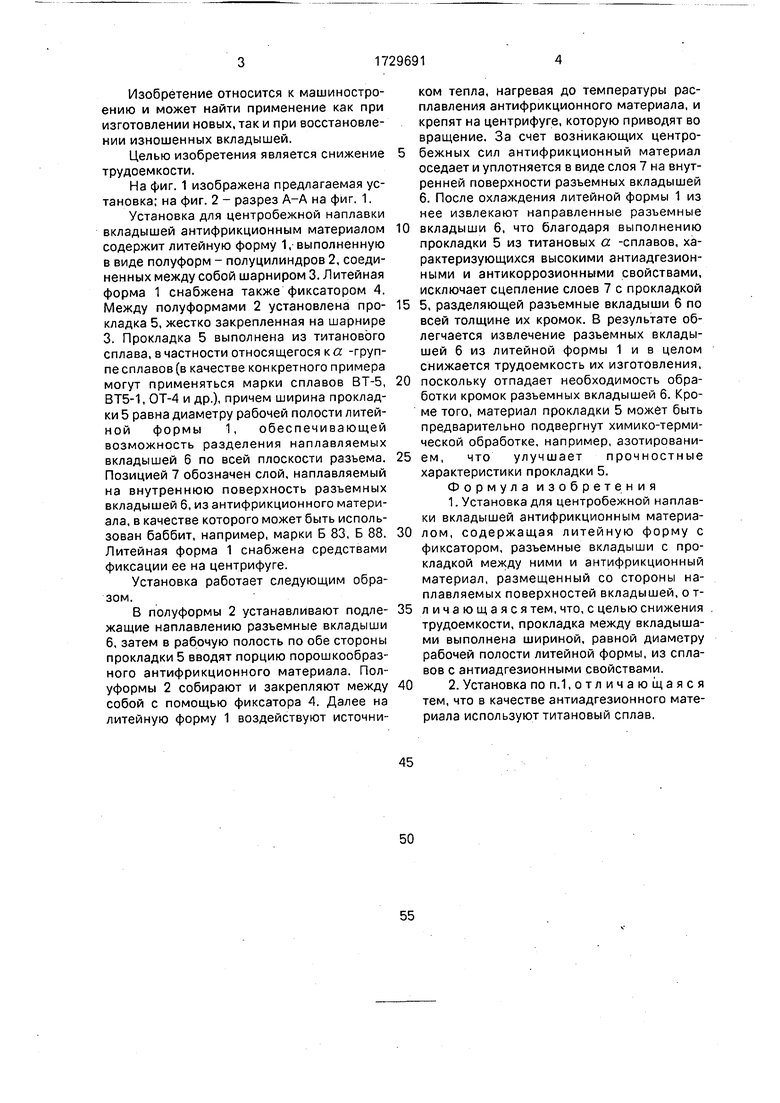
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для наплавки деталей | 1978 |
|
SU814562A1 |
| Способ наплавки вкладышей подшипников | 1974 |
|
SU529898A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЛИ ВОССТАНОВЛЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЕЕК ВАЛОВ | 2006 |
|
RU2316417C1 |
| Способ изготовления рабочего колеса малоразмерного центробежного насоса | 2018 |
|
RU2699888C1 |
| Способ изготовления биметаллических изделий намораживанием на заготовку | 1986 |
|
SU1416266A1 |
| Магнитная разъемная форма | 1990 |
|
SU1777976A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ | 1996 |
|
RU2129057C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА | 1995 |
|
RU2103592C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| СПОСОБ ВЫПОЛНЕНИЯ АНТИФРИКЦИОННЫХ НАПЛАВОК | 2009 |
|
RU2427455C2 |
Изобретение относится к машиностроению и может найти применение как при изготовлении новых, так и при восстановлении изношенных вкладышей. Цель изобретения - снижение трудоемкости. С этой целью в рабочей полости литейной формы .установлена прокладка 5, выполененная из титанового о:-сплава, шириной, равной диаметру рабочей полости (литейной формы). Вследствие надежного разделения наплавляемых половин вкладышей 6 по всей плоскости разъема и высоких антиадгезионных и антикоррозионных свойств материала прокладки исключается возможность сцепления последней с наплавляемым антифрикционным слоем 7. 1 з.п,ф-лыч 2 ил.
ЛН
:A Фю.1
| Соломка Я.Ф | |||
| Производство двухслойных деталей | |||
| Киев: Машгиз, 1962, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
