Изобретение относится к машиностроению и может быть применено для наплавки внутренних поверхностей, преимущественно цилиндрических деталей, например втулок или подшипников скольжения.
Известен способ центробежного индукционного нанесения покрытий из порошковых материалов (патент РФ N 2017587 от 14.01.91 г., Кашицын и др.). По этому способу в полость детали помещают порошок и вводят источник нагрева. Между деталью и источником нагрева устанавливают зазор и вращают деталь при одновременном нагреве до температуры спекания порошка. Затем производят спекание с выдержкой при этой температуре. Деталь перемещают относительно источника нагрева. При нагреве зазор между источником и деталью поддерживают постоянным, а при спекании изменяют зазор за счет радиального удаления детали от источника нагрева на величину, определяемую в каждый момент времени по зависимости мощности от времени и мощности от величины зазора.
Этот способ позволяет получать равномерный слой покрытия с хорошим качеством. Недостатком этого способа является необходимость усложнения оборудования для регулирования величины зазора, а также большие энергозатраты на нагрев. Кроме того, высока трудоемкость процесса, так как необходимо последовательно нагревать участки поверхности детали до температуры спекания порошка и перемещать деталь относительно источника нагрева. На внутреннюю поверхность деталей с малым диаметром (менее 40...50 мм) этим способом нанести покрытие практически невозможно, так как трудно ввести внутрь источник тепла.
Известен также способ центробежной наплавки (Югансон Э.Ю., Сельницын М. Г. , "Центробежная наплавка износостойких сплавов на внутренние цилиндрические поверхности труб", в сборнике "Производство труб с покрытиями, отделка и контроль качества труб", N 1, М., "Металлургия", 1973, с. 53...62.), который принят за прототип. По этому способу внутрь детали насыпают порошок из наплавляемого материала, деталь вращают, а слой порошка оплавляют электрической дугой прямого действия с неплавящимся электродом.
Этот способ позволяет наплавлять на внутреннюю поверхность тонкостенных деталей различные сплавы с чистотой поверхности наплавленного металла, близкой к шлифованной. Однако необходимость перемещения электрической дуги внутри детали повышает трудоемкость процесса. Велики затраты на питание дуги. Необходимость введения внутрь детали сварочной горелки ограничивает возможность наплавки деталей с малым внутренним диаметром.
Целью изобретения является снижение трудоемкости и энергозатрат, а также расширение технологических возможностей процесса наплавки.
Эта цель достигается тем, что по предлагаемому способу так же, как и при известных, внутрь детали помещают порошкообразный наплавляемый материал, деталь вращают, порошкообразный материал оплавляют и прекращают вращение после затвердевания наплавленного слоя.
В отличие от прототипа в качестве наплавляемого материала используют экзотермическую смесь, вместе с которой внутрь детали помещают запал. В экзотермическую смесь добавляют легирующие элементы. Применяют запал, выполненный из вещества или смеси веществ, воспламеняющихся при трении, в виде брикета в форме шара или многогранника, или шара с шипами. После начала вращения смесь с помощью запала поджигают.
Совокупность признаков предлагаемого способа обеспечивает уменьшение трудоемкости и снижение энергозатрат, поскольку отпадает необходимость применения источника тепла (индуктора или горелки для дуговой наплавки), его перемещения внутри наплавляемой детали и затрат на его питание. Кроме того, предлагаемая совокупность признаков позволяет производить наплавку деталей с малым внутренним диаметром, внутрь которых невозможно ввести источник нагрева. Это расширяет технологические возможности способа наплавки.
Сущность предлагаемого способа поясняется чертежом, где показана схема его осуществления.
Внутрь обрабатываемой детали 1 помещают порошкообразный наплавляемый материал 2, в качестве которого используют экзотермическую смесь. В эту смесь могут быть добавлены легирующие элементы, например, в виде порошка. На поверхность порошкообразного наплавляемого материала 2 помещают запал 3, выполненный из вещества или смеси веществ, воспламеняющейся при трении, в виде брикета в форме шара, многогранника или шара с шипами. Торцы детали 1 закрывают заглушками 4 из огнеупорного материала. Деталь 1 вращают со скоростью ω. После начала вращения порошкообразный наплавляемый материал 2 под действием центробежных сил начнет перемещаться относительно обрабатываемой поверхности детали 1, распределяясь по этой поверхности равномерным слоем. Запал 3 также начнет перемещаться относительно обрабатываемой поверхности. Поскольку плотность запала отличается от объемной плотности порошкообразного наплавляемого материала 2, скорости их перемещения будут различными. Следовательно, после начала вращения будет происходить трение запала 3 обрабатываемую поверхность детали 1 и об частицы порошкообразного материала 2. В результате запал 3 воспламенится и нагреет экзотермическую смесь, из которой состоит порошкообразный наплавляемый материал 2, до температуры ее возгорания. Начнется экзотермическая реакция, в результате которой образуется жидкий металл, восстановленный из окисла, в смеси с расплавом легирующих элементов, и шлак - окисел металла восстановителя. Под действием центробежной силы расплавленный металл равномерно распределится по обрабатываемой поверхности детали 1, а шлак растечется ровным слоем по поверхности жидкого металла. После окончания экзотермической реакции деталь 1 продолжают вращать до полного затвердевания наплавленного слоя, после чего вращение прекращают, заглушки 4 снимают и удаляют шлак, например, путем механической обработки.
Примером применения предлагаемого способа может служить наплавка изношенной поверхности втулки подшипника скольжения, выполненной из стали Ст.3 и имеющей наружный диаметр 70 мм, внутренний диаметр 50 мм и длину 110 мм. Изношенная внутренняя поверхность может быть расточена на 0,5... 1,0 мм на сторону, чтобы убрать загрязнения с поверхности металла. Затем внутрь детали засыпают порошкообразный наплавляемый материал, представляющий собой экзотермическую смесь, состоящую, например, из алюминия и окиси-закиси железа Fe2O3, к которым добавлены легирующие элементы. Состав порошкообразного наплавляемого материала для рассматриваемого примера может быть следующим, мас.%:
Алюминий - 18 - 28
Fe2O3 - 62 - 70
Твердый сплав ПГ-С1 - 1 - 10
Карбид титана - 1 - 10
Чтобы эта смесь не расслаивалась под действием центробежных сил на ее компоненты, имеющие различную плотность, она может быть замешана, например на жидком стекле, а затем высушена и размолота на гранулы диаметром не более 0,8 мм.
После того как требуемое количество порошкообразного наплавляемого материала засыплют в полость обрабатываемой втулки, туда же помещают запал, спрессованный в виде брикета в форме шара, многогранника или шара с шипами. Запал должен состоять из вещества или смеси веществ, легко воспламеняющейся при трении. Примером может служить смесь, состоящая из 25% бертолетовой соли, 50% перекиси марганца, 15% серы и 10% мелкого алюминиевого порошка. Затем торцы втулки закрывают заглушками из огнеупорного материала, например керамики, поджимая эти заглушки к обрабатываемой втулке осевым усилием. После этого обрабатываемую втулку вместе с заглушками вращают относительно ее продольной оси со скоростью ω = 1400-1600 оборотов в минуту. Экзотермическая смесь распределяется по обрабатываемой поверхности равномерно под действием центробежной силы. Запал в результате трения о поверхность втулки и о частицы порошка нагревается и воспламеняется. При горении приведенный выше примерный состав запала может дать температуру 1700... 1800oC. Этого достаточно для начала экзотермической реакции термитной смеси. В результате этой реакции из смеси восстановится чистое железо, которое смешивается с легирующими компонентами, образуя легированную сталь. Алюминий, восстановив железо, окислится и образует шлак Al2O3. Вследствие разницы удельных весов стали и шлака сталь под действием центробежной силы расположится равномерным слоем на обрабатываемой поверхности втулки, оплавив ее и образовав на ней наплавленный слой. Более легкий шлак расположится на поверхности наплавленного слоя.
После того, как наплавленный металл полностью затвердеет, вращение обрабатываемой втулки прекращают. Об окончании затвердевания можно судить по изменению температуры наружной поверхности обрабатываемой втулки, которую можно определять, например, с помощью термокарандашей или с помощью скользящей по этой поверхности термопары.
После полной остановки вращения снимают заглушки с торцов детали и удаляют с наплавленной поверхности шлак путем расточки или сверления.
Таким образом применение экзотермической смеси с добавленными в нее легирующими элементами в качестве порошкообразного наплавляемого материала, помещаемого внутрь обрабатываемой детали позволяет обойтись без источников тепла, которые вводят внутрь детали при осуществлении известных способов центробежной наплавки. Это позволяет повысить производительность процесса наплавки, поскольку нет необходимости в операциях настройки источника тепла относительно обрабатываемой поверхности и его перемещения относительно этой поверхности. Отпадает необходимость в применении источников электроэнергии и в энергозатратах на получение тепла для наплавки. Отсутствие внутри детали специального источника тепла (сварочной горелки или индуктора) позволяет наплавлять внутренние поверхности меньшего диаметра по сравнению с известными способами. Это увеличивает технологические возможности способа. Добавление в экзотермическую смесь легирующих компонентов позволяет получать требуемый состав наплавленного слоя, что обеспечивает его нужные служебные свойства.
Введение внутрь обрабатываемой детали запала, состоящего из вещества или смеси веществ, воспламеняющейся при трении, позволяет отказаться от сложных устройств для поджигания экзотермической смеси, например электронагревателей, которые необходимо вводить внутрь вращающейся детали. Это упрощает процесс наплавки, обеспечивая возможность его осуществления и повышая его надежность.
Выполнение запала в форме шара или многогранника, или шара с шипами повышает вероятность его воспламенения при трении об обрабатываемую поверхность и частицы порошка наплавляемого материала в различных конкретных условиях наплавки. Это также повышает надежность процесса наплавки.
Предлагаемый способ центробежной наплавки может быть осуществлен на известном оборудовании, например на токарном станке или на любом известном вращателе. Огнеупорные заглушки могут быть изготовлены по широко известным технологиям из любого состава керамики, способного выдержать температуру 1900. . . 2000oC. Для изготовления запала, как это видно из приведенного примера, также могут быть применены известные смеси и известные технологии.
Таким образом предлагаемый способ центробежной наплавки обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ТЕРМИТНОЙ НАПЛАВКИ | 2003 |
|
RU2244614C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ С ОТКРЫТЫМИ ПОВЕРХНОСТНЫМИ ДЕФЕКТАМИ | 1999 |
|
RU2182063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| Способ получения легированного металла | 1984 |
|
SU1232440A1 |
| Инструмент для наплавки трением | 1985 |
|
SU1393567A1 |
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1990 |
|
RU2102528C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ ЧУГУНОВ | 2014 |
|
RU2568036C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
Изобретение может быть использовано для наплавки внутренних поверхностей преимущественно цилиндрических деталей, например втулок или подшипников скольжения. Внутрь детали помещают порошкообразную экзотермическую смесь с добавлением легирующих компонентов и запал. Запал состоит из вещества или смеси веществ, воспламеняющихся при трении и спрессованных в брикет. Брикет имеет форму шара, многогранника или шара с шипами. Поджигают смесь после начала вращения детали. После затвердевания наплавленного слоя вращение прекращают. Способ позволяет снизить трудоемкость и энергозатраты. Расширяются технологические возможности процесса. Можно наплавлять детали с малым внутренним диаметром. 2 с. и 1 з.п.ф-лы, 1 ил.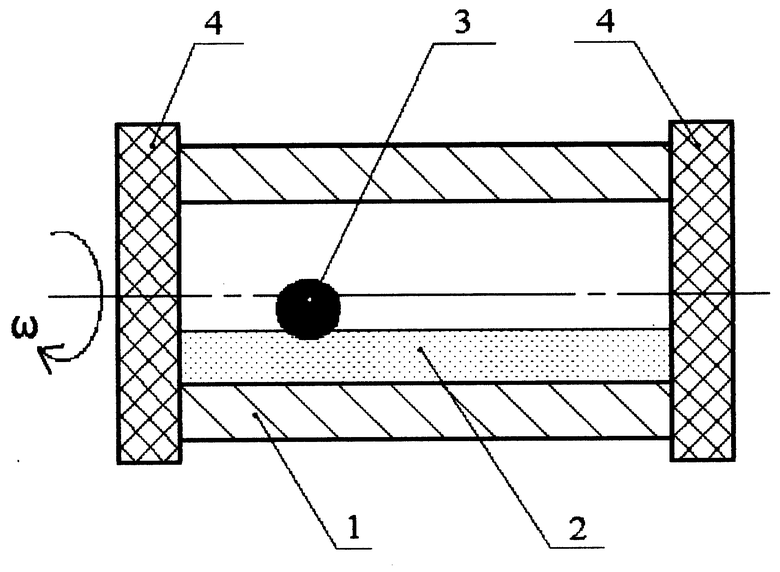
| Югансон Э.Ю | |||
| и др | |||
| Центробежная наплавка износостойких сплавов на внутренние цилиндрические поверхности труб | |||
| Сб."Производство труб с покрытиями, отделка и контроль качества труб" | |||
| - М.:Металлургия, 1973, N 1, с.53 | |||
| СПОСОБ ЦЕНТРОБЕЖНОГО ИНДУКЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2017587C1 |
