Изобретение относится к машиностроению, в частности к изготовлению зубчатых изделий.
Цель изобретения - повышение стойкости инструмента за счет стабилизации сил резания.
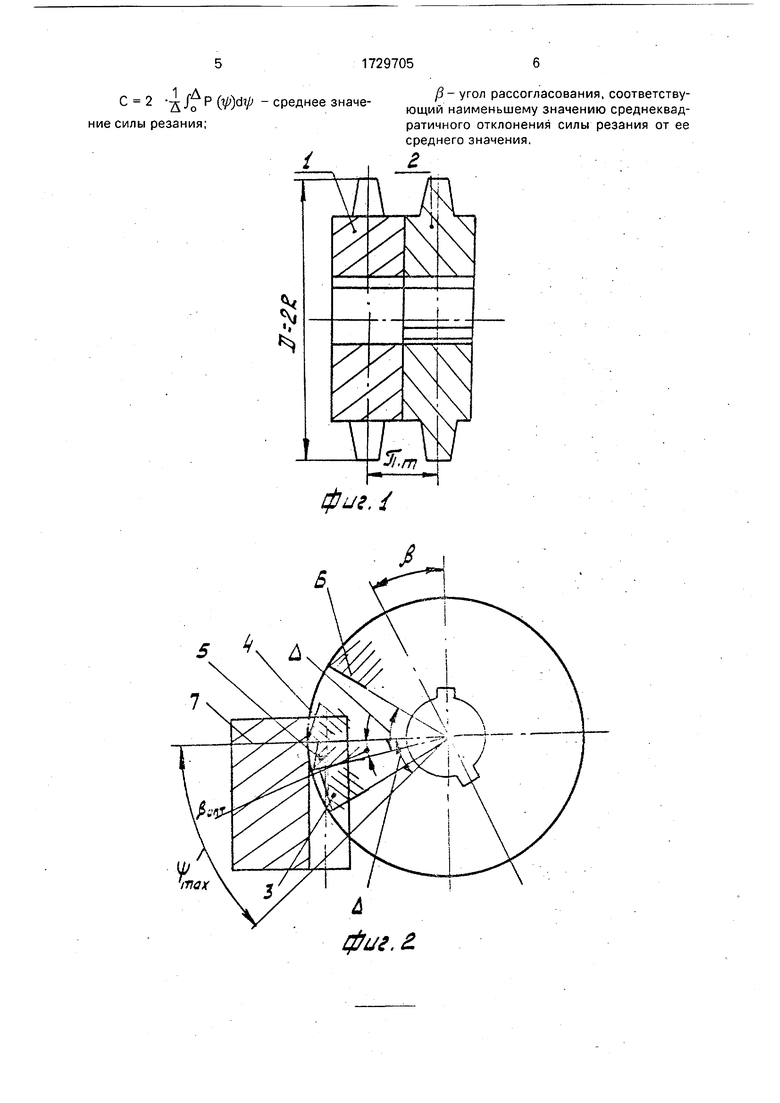
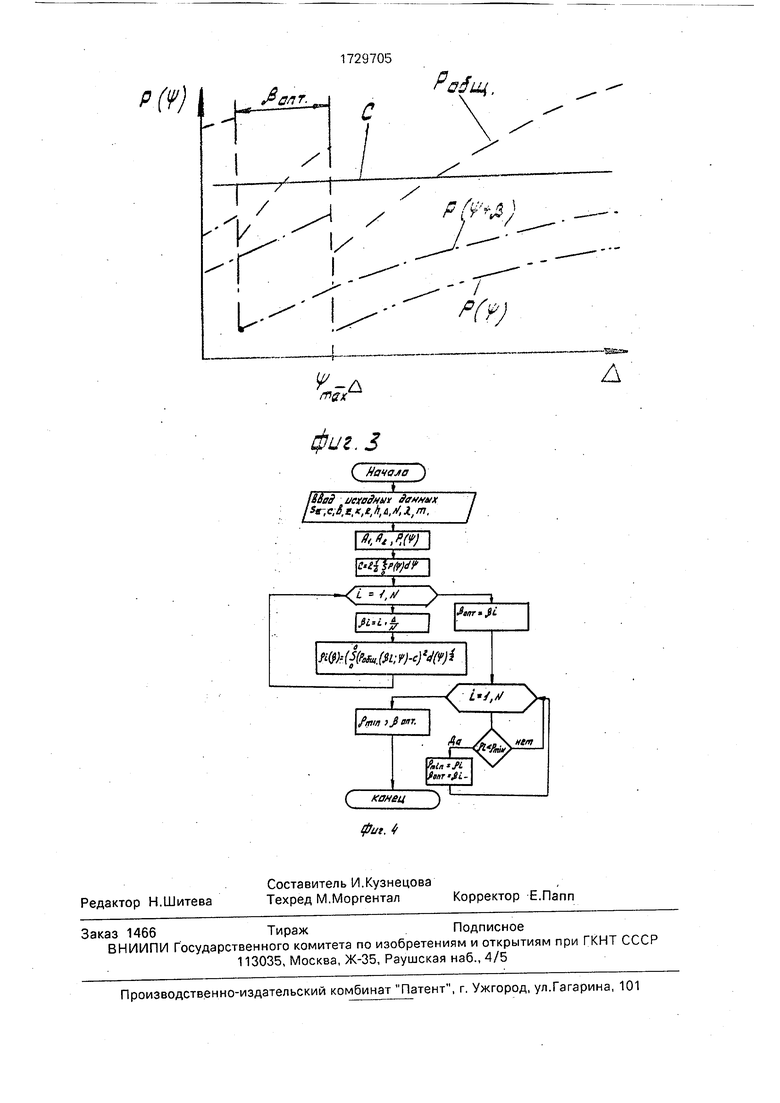
На фиг. 1 представлена схема располо- жения зубьев в зоне обработки; на фиг. 2 - расположение спаренных дисковых зуборезных фрез; на фиг. 3 - график изменения сил резания при фрезеровании спаренными дисковыми зуборезными фрезами; на фиг. 4 - блок-схема алгоритма нахождения /bin И /Зопт.
Фрезерование зубьев зубчатых изделий осуществляется с использованием спарен-, ных дисковых зуборезных фрез 1 и 2, которые имеют определенный шаг, кратный нарезаемому шагу зубчатого изделия, при этом кратность выражается целым числом. В зоне обработки при съеме металла постоянно находится три и более зубьев 3-5, при этом передняя поверхность зуба 5 фрезы 2 располагается между двумя передними поверхностями зубьев 3 и 6 фрезы 1. При выходе из зоны резания зуба 3 фрезы 1
последующий зуб 4 фрезы 1 входит в зону резания, но при этом в зоне резания находится зуб 5 фрезы 2, расположенный под определенным углом рассогласования по отношению к зубьям фрезы, который обусловливает стабилизацию силы резания.
Во время обработки зубья 3 и 4 фрезы и зубья 5 и 6 фрезы 2 контактируют с изделием 7. Угловой шаг между зубьями фрез А, а наибольший угол контакта зубьев с обрабатываемым изделием . Шаг между зубьями спаренных фрез модулем m определяется выражением m, причем зубья фрез 1 и 2 располагают при виде с торца под углом рассогласования/3ОПтОптимальный угол рассогласования между зубьями спаренных дисковых зуборезных фрез задают из условия наименьшего значения среднеквадратичного отклонения силы резания от ее среднего значения,
Силу резания при нахождении в зоне резания двух зубьев одной фрезы при изменении угла контакта гр можно написать в следующем виде:
сл
м
8
2
сл
|
P(t/
fPl (V) + P1 (V + А), еслиО T/ V™x A
Pi(V).
0)
Общая сила резания Робщ при использовании спаренных фрез с углом рассогласования / зубьев второй фрезы относительно первой определяется функцией
() + Р(+/3).(2)
где P(V) - сила резания при обработке одной фрезой;
Р( tp +fy - силы резания при обработке второй фрезой, зубья которой расположены по отношению к первой под углом /3} , при виде с торца,Робщ общая сила резания при использовании спаренных фрез с углом рассогласования fi зубьев второй фрезы относительно зубьев первой.
Среднее значение силы резания из (1) определяется функцией
С 2 -ijfp((3)
В интервале изменения /9от 0 В А, где интервал i 1,2-N с шагом h -к-г находится наименьшее значение расстояния р между функциями среднеквадратичного отклонения Робщ (2) от постоянной С,(3)
р У(/ (р() + р(+$-с)
Среди полученных значений/} выбирается наименьшее ртт, которое соответствует оптимуму угла рассогласования .
Блок-схема алгоритма нахождения иДэпт представлена на фиг. 4. Данный способ фрезерования зубьев спаренными фрезами целесообразно реализовать при обработке зубчатых изделий модулем до 40 мм на режимах резания соответствующим общемашиностроительным.
Инструмент может быть оснащен режущей частью из быстрорежущей стали или твердого сплава.
Пример. При обработке .зубчатой рейки модулем 10 мм, угол профиля 20, диаметр фрезы 290 мм, число зубьев 12 на рейкофрезерном станке. Режимы резания: скорость резания 20 м/мин, минутная подача 40 м/мин, свойства обрабатываемого материала стали 45, нормализованной: коэффициенты, входящие в формулу определения силы резания, по известным, определениям
Pi f(Sz, Ci. Д,#пах, К, R, тД ),
Ififl0 где Ci 68,2, К 0,72, Д - 30°
Vmax arccOS ( 1 - 2 2р Ш )
arccos (1 -
2.25-1(K о i: 145 J/ lM
На базе алгоритма нахождения наименьшего значения расстояния между функциями среднеквадратичного отклонения Робщ (2) от постоянной С (3) в интервале
изменения @ о т 0° ft : 30° (i 1,2,3-20)
30° с шагом h -- 1,5° набирается наимень20°
шее РГШГЪ которое соответствует оптимуму угла рассогласования . Программа написана на языке ФОРТРАН.
Для конкретного примера при Д 30°,
фпах 32° 24 Зм 40 мм/мин. V 20 м/мин, D - 2R 290 мм, р 2,76788, . 19°30 . Оптимальный параметр угла рассогласования Дэпт., отвечающий максимальной стабилизации сил резания, 19°30 - единственный.
Использование предлагаемого способа фрезерования зубьев зубчатых изделий спаренными дисковыми зубофрезерными фрезами обеспечивает максимальную
стабилизацию сил резания в процессе обработки, что, в свою очередь, приводит к уменьшению наклона, остаточных напряжений, уменьшению шероховатости, т.е. к повышению качества поверхностного слоя
зубьев изделия, их эксплуатационных характеристик, а также к повышению стойкости инструмента, является простым и легко осуществимым.
Формула изобретения
Способ фрезерования зубчатых изделий спаренными фрезами, установленными соосно со смещением на угол рассогласования относительно одна другой, отличающийся тем, что, с целью повышения
стойкости инструмента путем стабилизации сил резания, угол рассогласования задают из условия наименьшего значения среднеквадратичного отклонения силы резания от ее среднего значения в соответствии с зависимостью:
д
(С(Р() + Р(+/)-С)
где р- наименьшее значение среднеквадратичного отклонения силы резания от ее среднего значения;
Р() - сила резания при обработке одной фрезой;
P(ip 4-/) -сила резания при обработке
другой фрезой;
Д - угловой шаг между зубьями фрез;
тр- угол контакта зубьев фрезы с обрабатываемым изделием;
1 rA,
С 2 -g/o P М&Р среднее значение силы резания;
/3- угол рассогласования, соответствующий наименьшему значению среднеквадратичного отклонения силы резания от ее среднего значения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования цилиндрических зубчатых колес | 1990 |
|
SU1715523A2 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2169060C2 |
| Способ обработки криволинейных поверхностей | 1982 |
|
SU1060349A1 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| Способ черновой обработки зубчатого колеса симметричным набором дисковых фрез | 1990 |
|
SU1815024A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 2005 |
|
RU2281837C1 |
Использование: изобретение относится к области машиностроения, в частности к изготовлению зубчатых изделий. Сущность изобретения: при обработке зубчатых изделий спаренными фрезами угол рассогласования их положения относительно друг друга задают из условия наименьшего значения среднеквадратичного отклонения силы резания от ее среднего значения. 4 ил.
фиг.4
М
/.и /
/
U
Јй
1иг.З
аЗщ,
Р()
- / ()
Л
| Родин П.Р | |||
| Металлорежущие инструменты | |||
| Киев: Выща школа, 1980, с | |||
| Катодное реле | 1918 |
|
SU159A1 |
