Изобретение относится к машиностроеию и может быть использовано для шлиования внутренних поверхностей длинномерных труб сложной аэродинамической формы.5
Цель изобретения - повышение производительности и качества обработки за счет ого, что вторая ветвь ленты снабжена дополнительным приводом со шкивом, распооженным на выходе из трубы второй Q ветви, и дополнительным натяжным механизмом со шкивом, установленным на входе в трубу этой же ветви.
На фиг. 1 изображена схема устройства; на фиг. 2 - взаимодействие прижимного элемента с обрабатываемым изделием; на 15 . 3 - обрабатываемое изделие с прижимным элементом, поперечное сечение.
Устройство содержит бесконечную абразивную ленту 1, проиушенную внутрь трубы 2 и установленную на ведуш,их 3 и 4 и ведомых И1кивах 5 и 6, направляю- щнх ролика 7 для обеспечения необходимого положения ветвей ленты на входе и выходе из трубы 2. Направляющие ролики установлены с возможностью регулировки положения ветвей ленты в зависимое- 25 ти от диаметра труб.
Прижимные ролики 8 установлены на рычагах 9 и 10 и действуют от пиевмо- ци;1индров 1. Ленточно-натяжной механизм остоит из каретки 12 с ведомым шкивом 5, установленной на направляюших возможностью перемешения под действием груза G, подвешенного на тросе 13 через блоки 14. Дополнительное натяжное устройство состоит из ведомого шкива 6, закрепленного на рычаге 15, и иневмоци- 11нд)а 16. Упругий прижимной элемент 17 соединен с тросом 18, натянутым на шкивах 19, и приводится в действие элек- тро.механическим ириводо.м. Обрабатываемое изделие устанавливается на приводных люнетах 20. Поверхности шкивов и роли- до ков, контактирующие с абразивным покрытием ленты 1, для лучшего сцепления обрезинены.
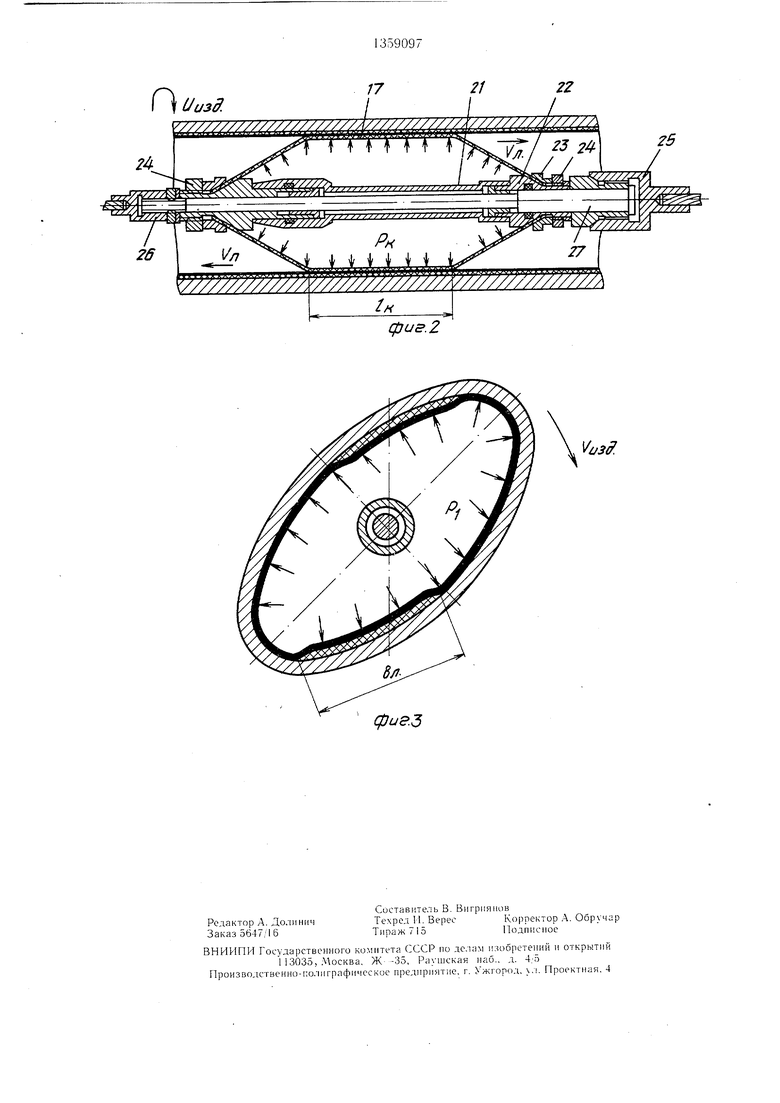
Конструкция упругого прижимного элемента, совершающего возвратно-поступательное перемещение внутри обрабатывае- 45 мой трубы в станках подобного типа, и взаимодействие его с ветвями абразивной ленты изображена на фиг. 2 и 3.
Камера упругого прижимного элемента 17 вьн10. 1нена из набора эластичных воздухонепроницаемых и износостойких тканей (ткань КШ-300, ткань 500), надета на оп30
35
50
5
Q
15
5
о
5
0
5
0
равку 21 и заделана по концам во втулках 22 и 23 и зажата гайками 24. Концы троса заделаны в наконечниках 25 и 26. Оправка 21 и камера упругого црижи.много элемента 17 могут вра- шаться вокруг тяги 27. Камера герметичная и заполняется воздухом с давле- ние.м PI.
Устройство работает следующим образом.
Обрабатываемую трубу 2 устанавливают и закрепляют в приводных люнетах 20. Через внутреннюю полость трубы 2 пропускают бесконечную абразивную ленту 1 и устанавливают ее на ведущих 3, 4 и ведомых 5, 6 ш кивах, направляющих 7 и прижи.мных 8 роликах. Создают начальное натяжение абразивной ленты 1 ленточно- натяжными механизмами. Усилие натяжения создается при помощи подвешенного груза G, действующего на ленту через каретку 12 с ведомым шкивом 5, трос 13 и блоки 14, и при помощи пнев.моцилиндра 16 через шкив 6. При этом основное удлинение ленты в процессе работы компенсируется перемен;ением каретки 12 со шки- во.м 5, а шкив 6 обеспечивает нормальную поднатяжку ленты, необходимую для работы ленточной передачи. Включают пневмо- цилиндр 11 для прижатия ленты к ведущим шкивам 3, 4 через рычаги 9 и 10 прижимными роликами 8.
Включают приводы вращения ленты 1, перемещения прижимного элемента 17, вращения трубы 2. Обе ветви абразивной ленты, соприкасаясь под действием прижи.мно- го элемента с поверхностью трубы, совершают резание.
Формула изобретения
Способ шлифования внутренней поверхности длинномерных труб, при котором две ветви бесконечной абразивной ленты лентопротяжного механизма с приводом и натяжным устройством пропускают сквозь трубу и каждую из ветвей поджимают посредством упругого элемента к стенкам трубы, которой сообщают вращательное движение, отличающийся тем, что, с целью повыщения качества .щлифования путем обеспечения равномерного натяжения абразивной ленты, ее дополнительно натягивают путем установки дополнительного привода в зоне выхода ветви ленты из трубы и натяжного устройства в зоне входа ветви ленты на противоположном конце трубы.
25
фиг.г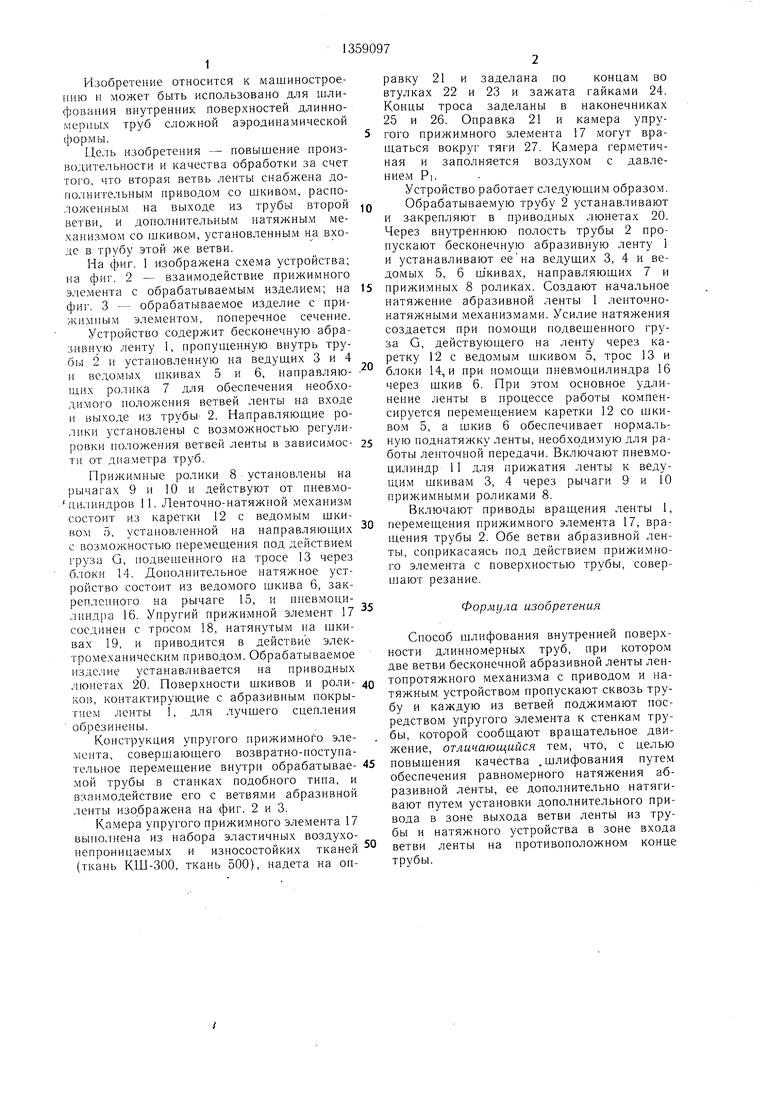
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Устройство для зачистки внутренних цилиндрических поверхностей | 1989 |
|
SU1729735A1 |
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1646828A1 |
| Устройство для ленточного шлифования | 1983 |
|
SU1151431A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ШЛИФОВАНИЯ АБРАЗИВНОЙ БЕСКОНЕЧНОЙ ЛЕНТОЙ | 1995 |
|
RU2108224C1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ АБРАЗИВНОЙ ЛЕНТОЙ | 1968 |
|
SU218694A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
Изобретение относится к области машиностроения. Цель изобретения - повышение качества шлифования путем обеспечения равномерного натяжения абразивной ленты. Устройство состоит из двух ведуш.их 3, 4 и двух ведомых 5, 6 иживов, расположенных по обе стороны обрабатываемой трубы 2, па которые натянута абразивная лента 1. Направляюн1ие роликп 7 обеспечивают необходимое положение ветвей ленты на входе и выходе из трубы, а прижимные ролики 8 - необходимое сцепление ее с поверхностью ведуш.их (приводных) 1НКИВОВ 3 п 4. Ленточно-на- тяжной механизм и натяжной механизм компенсируют вытяжку обеих ветвей ленты, взаимодействуюших с одппм упругим прижимным элементом 17. 3 ил. S (Л
Vij3ff.
фиаз
Редактор А. Долинич Заказ 5647/1 6
ВНИИПИ Государственного комитета СССР по делам и;«)брете11ий и открытий
1 13035, .Москва, Ж- -35, Ра и1ская наб.. д, 4;5 Производственно- :о, 1играфическое предприятие, г. Ужгород, , i. Проектная, 4
Соета В11тель В. Вигриянов
Техред М. ВересКорректор у. Обручар
Тираж 715Подписное
| Авторское, свидетельство СССР М 1332685, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
