(54) ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК
ДЛЯ ОБРАВОТКИ КРОМОК ПЕРА ЛОПАТОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Шлифовальный станок | 1980 |
|
SU889398A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
Изобретение относится к оборудованию для абразивной обработки кромок пера лопаток..
Известен ленточно-шлифовальный станок для обработки кромок пера лопаток, содержащий лентопротяжное устройство, включаюдее привод вращения абразивной ленты и механизм натяжения ленты,кинематически связанный с опорным элементом лопатки l
Недостатком известного станка
является то, что управление процес сом обработки осуществляется путем изменения только одного параметра, определящего процесс образования на каемке, в частности изменением величины натяжения абразивной ленты, что сказывается на производительности станка, так как обработка на различных участкаис вдоль профиля пера ведется не при оптимальных значениях другиЗГ параметров, например скорости шлифования.
; Цель изобретения -.повышения производительности обработки путем оптимизации условий резания.
Поставленная цель достигается тем,, что натяжной ролик лентопротяжного механизма указанного станка кинв 1атически связан с приводом вращейия абразивной ленты.
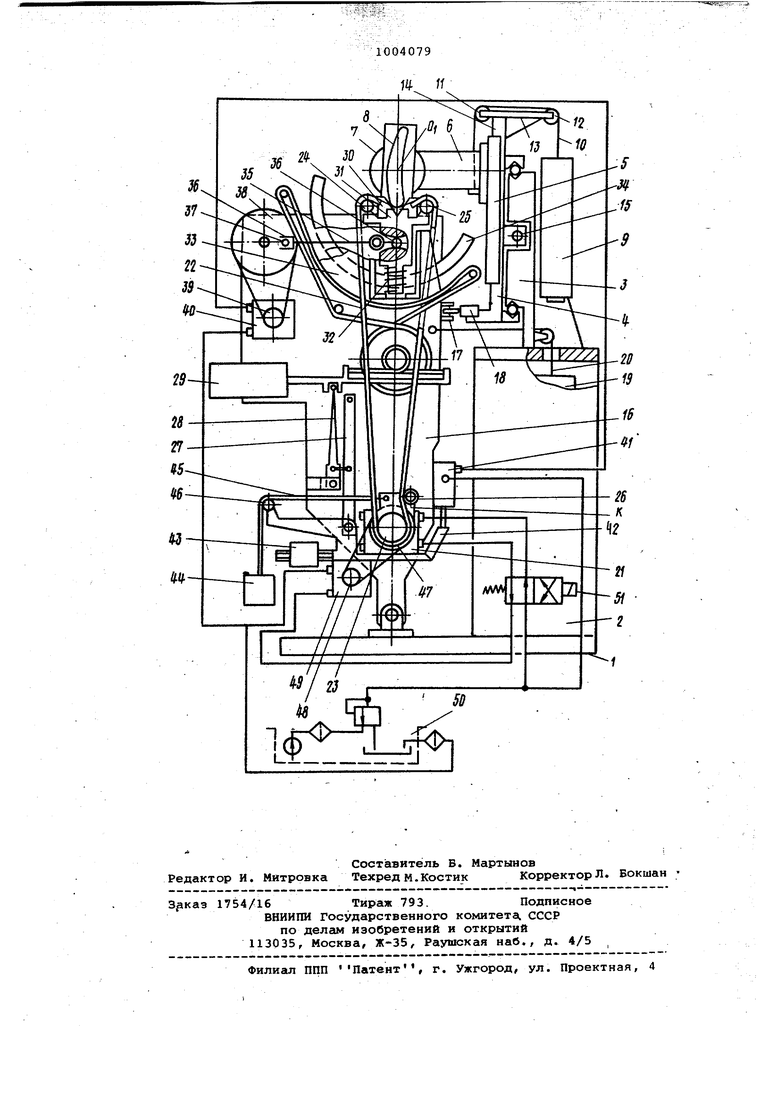
На чертеже представлен ленточношлифовальный станок для обработки кромок пера лопаток.
Станок содержит основание 1, на котором закреплена стойка 2, содержащая направляющие 3, на которыхС; возможностью перемещения установлен
10 стол 4 продольной подачи. На столе 4 выполнены вертикальные направляющие 5, на которых с возможностью перемещенГ-нияустановлен кронштейн 6 с поворотным шпинделем 7, в приспособлении 5 которого закреплена лопатка 8. Вес кронштейна б, шпинделя 7 и лопатки 8 частично уравновешен грузом 9, закрепленным на тросе 10, другой конец которого соединен с кронштейном 6.
20 Трос 10 огибает опорные ролики 11 и 12, установленные на планке 13, закрепленной на кронштейне 14. Стол 4 продольной подачи приводится в. движение посредством привода 15.
25
Лентопротяжный механизм.станка расположен на рычаге 16, который посредстве ролика 17 кинематически соединен с копиром 18, закрепленным flа столе 4 продольной подачи.Силовое
30 замыкание ролика 17 с копиром 18 осуществляется грузом 19, закрепленным на тросе 20, друрой конец которо го закреплен на рычаге 16. Лентопротяжное устройство станка содержит привод 21 вращения ленты 22 огибающей ведущий шкив 23, и опорные ролики 4 и 25, натяжной ролик 26, коромысло которого установлено на одной оси с ведущим шкивом 23. Механизм привода 21 посредством рычага 27 закреплен на рычаге 1& и с помощью коромысла 28 кинематически соединен с механизмом качания 29. На рычаге 16 закреплена призма 30 опорные грани которой в процессе шлифования взаимодействуют с обрабатываемой кромкой. Опорный элемент 31 установлен возле призмы 30 с тыльной стороны ленты и взаимодействует с .помощью упругого элемента 32 с ползуном 33, расположенным с возможностью 1еремещения на круговых направ.ляющих 34, которые закреплены на рычаге 16. Ползун 33 кинематически соединен, с механизмом качания 29. Опорный элемент кинематически свя зан с механизмом натяжения абразивно ленты 22. Кинематическая связь осуществляется с помощью рычага 35, на одном плече которого расположен сферический шарнир 36, контактирующий с пазом опорного элемента 31, а на дру гом-вилка, находящаяся в контакте с пальцем 37, закрепленным на шкиве 38 который посредством гибкой связи соединен со шкивом 39, установленным ,на оси гидравлического дросселя 40. Дроссель 40 гидравлически соединен с гидроцилиндром 41, шток которого вза модействует с кронштейном 42, Hai последнем установлен привод-гидромотор 21 с ведущим шкивом 23. Вес привода 21 абразивной ленты-и механизма ее натяжения частично уравновешивается грузом 43. Натяжной ролик 26 поджимается к ленте под воздействиемгруза 44, ко.торый закреплён на тросе 45, огибающем опорный ролик 46. Трос крепится к корпусу натяжного ролика 26. Отличительной особенностью предлагаемого станка является то, что натяжной ролик 26 кинематически соединен с приводом 21 вращения абразив ной ленты. . Кинематическая связь осуществляет ся с помощью гибкой связи, например тросика или приводного ремня, который : охватывает ведущий шкив 47, установленный на одной оси с натяжным роликом 26, и ведомый шкив 48, закрепленный на оси гидравлического дросселя 49. Дроссель 49 гидравлически соединен с гидромотором приводом вра щения ленты. Гидромотор 21 и гидроци линдр 41 приводятся а движение от гидростанции 50. Управление приводом 21 и гидроцилиндром 41 осуществляется с помощью электромагнитного золотника 51. В процессе обработки лопатку 8 поджимают к призме 30 и перемещают в направ.лении ее продольной оси О, относительно которой она доворачивается посредством взаимодействия контактного ролика 17 с копиром 18. Профиль копира задает угол доворота лопатки 8 относительно оси о. Рабочая зона ленты совершает качательные движения, осуществляемые с. по-, мощью механизма качания 29. Управление процессом обра зования формы на кромке, имеющей переменный радиус скругления вдоль профиля пера, осуществляется в зависимости от толщины ее кромочных участков. При осуществлении продольной подачи лопатки 8, опорный элемент 31, контактирующий с обрабатываемой кромкой, изменяет свое положение относительно вершины призмы 30 в зависимости от ТО.ЛЩИНЫ кромочных участков профиля пера. При этом соответственно его положению через кинемати- ; ческую связь изменяется расход мае- ла через дроссель 40, которЕлй управ- ляет гидроцилиндром 41 механизма натяжения абразивной ленты 22. Под воздействием натяжения натяжной ролик 26, поворачиваясь относительно оси поворота через упомянутую кинематическую связь,воздействует на дроссель 49, который управляет приводом fipaщения абразивной ленты гидромотором 21, Следовательно, управление процессом обработки кромок осуществляется путем одновременного изменения натяжения абразивной ленты и скорости ее резания, что повышает производительность процесса, так как обработка происходит при оптимальных значениях двух режимных параметров вдоль обрабатываемой кромки. Формула изобретения Ленточно-шлифовальный станок для обработки кромок пера лопаток, содержс1щий лентопротяжное устройство, включшодее привод вращения абразивной ленты и механизм натяжения ленты, кинематически связанный с опорным элементом лопатки, отличающийся тем, что, с целью повышения производительности путем оптимизации условий резания, натяжной ролик лентопротяжного механизма кинематически связан с приводом вращения абразивной ленты. Источники информации, принятые во внимание при эксперт-изе 1. Авторское свидетельство СССР по Зслвке- 3228639/25-8, кл. В 24 В 21/16, 1980.
