Изобретение относится к производству строительных изделий и может быть использовано на предприятиях строительной индустрии для изготовления в горизонтальном положении панелей различного назначения.
Цель изобретения - повышение производительности.
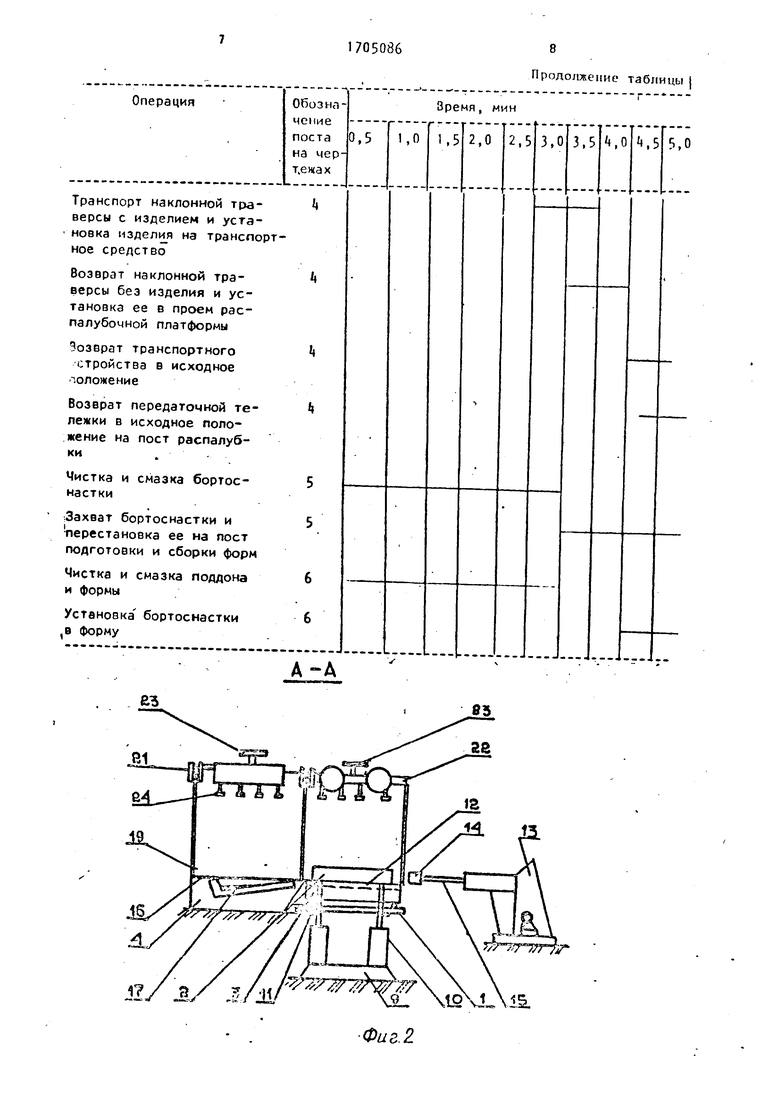
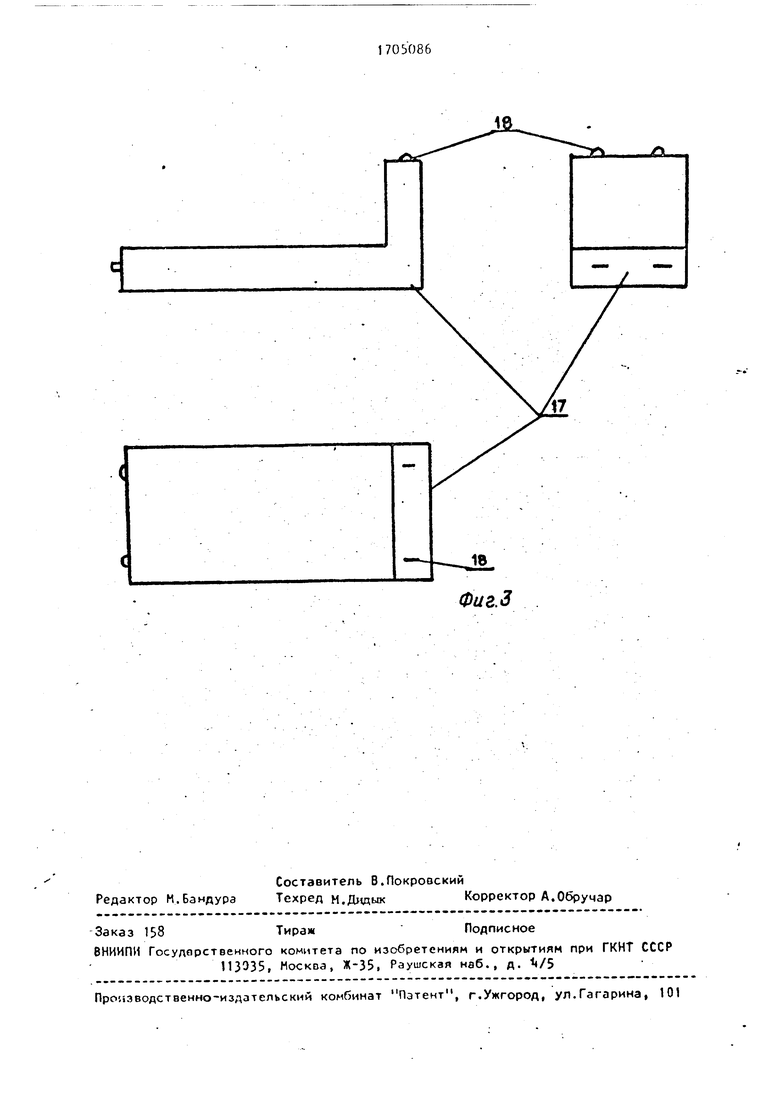
На фиг. 1 показан план узла распалубки изделий и подготовки форм; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - наклонная траверса для наклона и транспорта изделий.
Узел состоит из четырех постов: (поста 1 для извлечения бортоснастки 2 с изделием (не показано) из формы 3, поста Ь распалубки изделий, поста
5 подготовки бортоснастки 2 и поста
6 подготовки и сборки форм 3.
Пост 1 оборудован Г-образными поворотными упорами 7, жестко смонтированными по обеим сторонам рельсовых направляющих 8, устройством 9 для извлечения бортоснастки 2 из формы $ состоящим из гидроцилиндроа 10 с ограничителями 11 подъема поддона 12 с бортоснасткой 2, боковым толкателем 13, состоящим из упорной планки и гидроцилиндров 15.
Пост k распалубки изделий содержит рэспалубоиную платформу 16, в центре которой выполнен проем с расположенными по его углам направляющими (не показаны) с установленной на них наклонной трлверсой 17, снабженной петлями 18 для ее .захвата и наклона, а также устройством 19 для транспортирования готовых изделий.
Посты , 5 и 5 Г-оСраз- порталом 20 с размещенными в прр ной его части дпумя перрдлточными
0
5
0
5
0
5
0
5
тележками 21 и 22, на которых смонтированы устройства 23 с захватами 2b.
Посты 5 и .6 оборудованы устройствами 25 для чистки и смазки элементов форм 3. Технологический узел располагается на конвейерной технологической линии 26 (круговой или прямолинейной) после камер 27 тепловой обработки.
Технологический узел работает следующим образом.
Первоначально все механизмы постов устанавливаются в исходное положение, а именно штоки гидроцилиндров 10 и 15 находятся внутри цилиндров; передаточная тележка 21 установлена над проемов распалубочной платформы 16, тележка 22 находится над секцией чистки, смазки и сборки форм.
Форма 3 с готовым изделием подается из камеры 2/ тепловой обработки по рельсовым направляющим 8 на пост 1, где вначале форма закрепляется Г-образными поворотными упорами 7 и включается в работу устройство 9 для извлечения бортоснастки 2 с изделием из формы 3. При выдвижении штоков гидроцилиндров 10 устройства 9 происходит подъем поддона 12 и бортоснастки 2 с изделием до уровня верхней поверхности распалубомной платформы 16. Когда верхняя поверхность поддона 12 достигнет верхней поверхности рас- палубомной платформы 16, устройство 9 отключается и включается боковой толкатель 13, упорная планка 1 которого приходит в соприкосновение с бортосн,лсткой 2 и передвигает ее на посг ч распалубки изделий. После (этого боковой толкатель 13 возвращается в исходное положение и происходит включение захватов 2k на переда- точной тележке 21, которые ра.чдви- гают бортоснастку, поднимают ее и перевозят на пост 5 подготовки борто снастки. В это время устройство 19 устанавливается над распэлубомной платформой 16, соединяется при помощи захрлтоа, например крюков или др.; с наклонной траверсой 17 и начинает ее поднимать вместе с изделием. Вначале осуществляется подъем одной сто роны траверсы 17, а после достижения определенного угла наклона, например 70°, траверса 17 вместе с изделием извлекается из проема распалубомной платформы и перемещается на транспортное средство для вывозки готовой продукции.
Одновременно с этими операциями форма 3 передается на пост 6 подготовки и сборки форм, где осуществляется чистка формы 3 и поддона 12.
Операции по подготовке бортоснаст- ки, поддона и формы (чистка, смазка) и сборки форм осуществляются одновременно, что видно из циклограммы технологических операций, представленно в таблице.
формула изобретения
1ехнологический узел распалубки железобетонных изделий и подготовки форм, включающий пост извлечения бор тоснастки, пост распалубки изделий, пост подготооки бортоснастки, пост подготовки и сборки форм, устройства для захвата, чистки и смазки форм и механизм транспортирования изделий отличающийся тем, что, с целью повышения производительности узел снабжен Г-ббразным,порталом с размещенными в верхней его части двумя передаточными тележками, при этом устройства для захвата форм смонтированы на тележках, а посты распалубки и подготовки бортоснастки параллельны постам извлечения и подготовки форм и размещены под порталом причем пост распалубки выполнен в виде наклонной траверсы, взаимодействующей с механизмом транспортирования изделий.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| Технологическая линия для изготовления строительных изделий | 1980 |
|
SU941187A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950534A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Конвейерная линия для изготовления строительных изделий | 1984 |
|
SU1201137A1 |
| Устройство для сборки, разборки и транспортирования форм | 1989 |
|
SU1673452A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
Изобретение относится к производству строительных изделий на различных конвейерных технологических линиях. Цель изобретения - повышение производительности. Технологический узел (ТУ) распалубки изделий и подготовки форм содержит посты извлечения бортоснастки с изделием из формы, распалубки изделий, подготовки бортоснастки, подготовки и .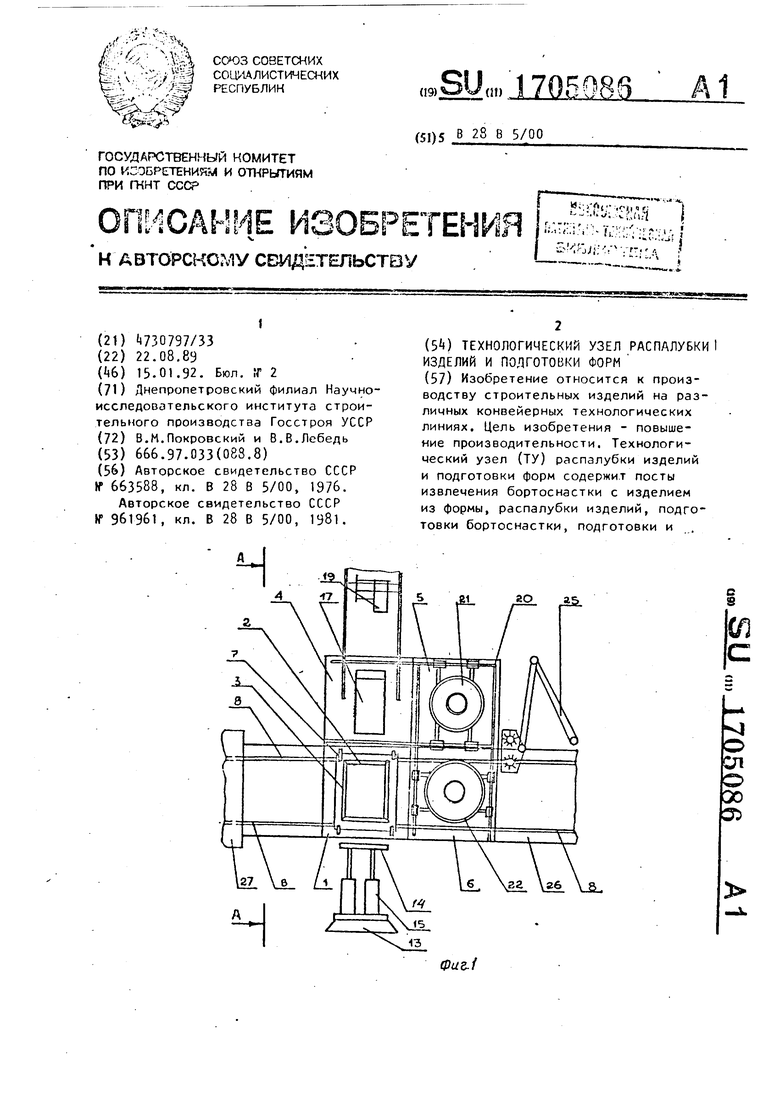
I
Циклограмма технологических операций узла распалубки изделий и подготовки форм
А-А
еъ
.Продолжение таблицы I
Т-ЯПУ
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU663588A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
