(5)- ПРОКАТНАЯ КЛЕТЬ
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| ЛИСТОПРОКАТНАЯ КЛЕТЬ КВАРТО | 2011 |
|
RU2471581C1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |

1
Изобретение относится к прокатному производству, а именно к конструкциям рабочих клетей листопрокатных станов.
Известна прокатная клеть, включающая рабочие и опорные валки, а также промежуточные валки, установленные в общей кассете, снабженной механизмом ее перемещения и фиксации для поочередной установки промежуточных валков в рабочую позицию Кассеты, выполненные в виде сепараторов, снабжены механизмами их поворота и фиксации в заданном положении и эксцентрично охватывают бочку, по меньшей мере, одного из опорных вал, ков, при этом сепараторы выполнены в виде сегментов, установленных с возможностью их извлечения из прокатной клети через проем между станинами, а устройства осевой фиксации промежуточных валков выполнены в виде подшипников, оси которых установлены перпендикулярно оси промежуточного
валка, что позволяет извлекать из клети сепаратор с промежуточными валками без перевалки опорных валковр }.
Недостаток известной конструкции заключается в том, что в сепараторе, имеющем форму сегмента, не удается разместить достаточно большое количество промежуточных валков с различной длиной рабочей части бочки. В результате, различие Между длинами ра10бочей части бочки для соседних промежуточных валков получается в ряде случаев существенным :и для крупных листовых станов достигает 250-300 мм и более. Это сопровождается нагрузками,
15 отгибающими свободные концы рабочих валков.и, как следствие, приводит к необходимости приложения усилий противоизгиба рабочих валков для компенсации действия указанных нагрузок.
20
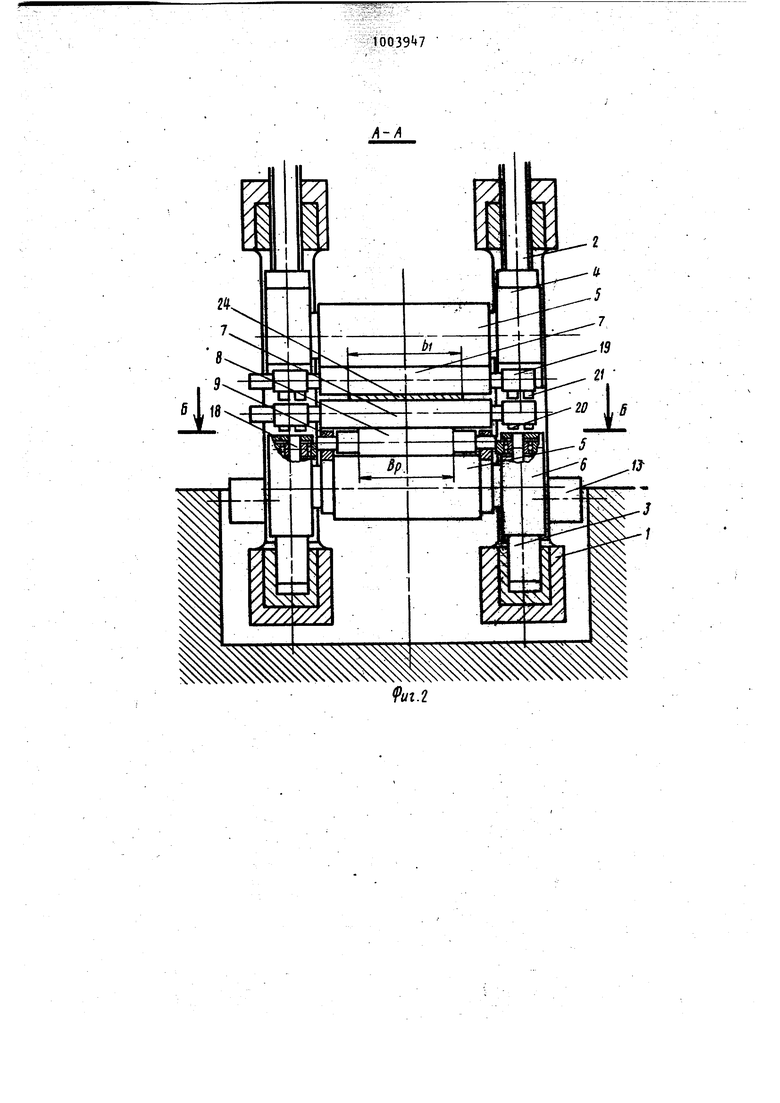
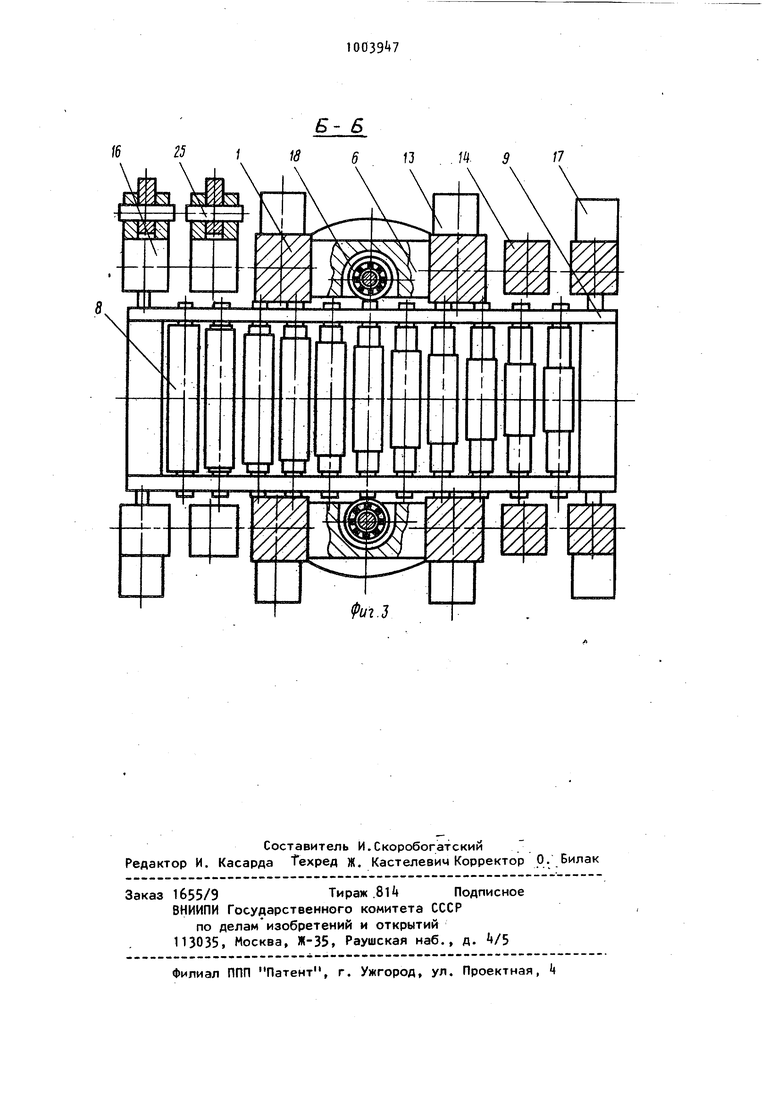
Цель изобретения - дополнительное снижение нагрузок на подшипники рабочих валков путем увеличения количёства промежуточных валков с различной длиной рабочей части бочки. Эта цель достигается тем, что в прокатной клети, включающей рабочие и опорные валки, а также промежуточные валки, установленные в общей кассете, снабженной механизмом ее перемещения и фиксации для поочередной установки промежуточных валков в рабочую позицию, кассета с промежуточными валками выполнена плоской и установлена с возможностью ее перемещения в направлении, параллельном направлению прокатки На фиг. 1 показана прокатная клеть разрез;на фиг.2 - разрез А-А нaфиг.1 на фиг.З разрез Б-Б на фиг.2. Прокатная клеть содержит левую и правую станины 1, в поперечинах которых смонтированы винтовое нажимное устройство 2 и плунжеры 3 гидравлического нажимного устройства. На устройства 2 подушками опирается верхний опорный валок 5. а на плунжеры подушками 6 нижний опорный -валок 5. Верхний рабочий валок 7 опирается непосредственно на Верхний опорный валок 5 а нижний рабочий валок 7 опирается на нижний опорный валок 5 посредством одного из промежуточных валков 8, заключенных в плоскую касссету с помощью сепаратора 9. В горизонталь ном положении кассета удерживается левой и правой проводками 10, установленными на качающихся рымагах 11, причем каждая из ггроводок 10 совместно со своими рычагами 11 и основанием на котором они установлены, образуют параллеллограммы, которые обеспечивают проводкам 10 плоско- параллельнь(е перемещения при качании рычагов 11. На проводках 10 установлены шестерни 12, на которые опираются сепараторы 9 своей зубчатой нарезкой. Для вращения шестерен 12 установлены приводы 13 размещенные непосредственно на ста нинах и монтированные под рольгангами Il и 15. Вращение от приводов 16 и 17 передается к шестерням посредством цепной передачи. Приводы выполнены с тор мозами для фиксации кассеты с промежуточными валками в заданном положении Приводы выполнены комбинированными и служат как для вращения шестерен 12, так и для качания рычагов 11, причем приводы 13, установленные с,о стороны входа полосы в прокатную клеть, соеди нены с приводами на ее выходе механической связью {не показано) для обесЮпечения синхронности перемещения левой и правой проводок 10. Для осевой фиксации промежуточных валков 8 и восприятия осевых усилий в подушках 6 установлены подшипники 18 качения, причем во избежание передачи ьтих осевых усилий с промежуточных валков 8 на сепараторы 9 между ними имеется гарантированный зазор. В подушках 19 нижзазор. него рабочего валка 7 имеются гидроцилиндры 20 для его подъема, а в подушках 19 верхнего рабочего валка 7 гидроцилиндры 21 его уравновешивания. Выходной рольганг 15 оборудован линейками манипулятора 22 и также,как и станинные ролики 23, выполнекГ стационарным, что упрощает транспортирование прокатываемого листа 2. Выходной рольганг 1б выполнен откидным относительно осей 25. Под ним расположены стационарные линейки 26 с роликами 27, являющиеся продолжением подвижной левой проводки 10, Между подушками 4 и 6 установлены гидроцилиндРЫ 28 уравновешивания. Устройство работает следующим образом. Завалка валков в прокатную клеть осуществляется в такой последователь ° 1 сходное состояние рольганга 16 - откинутое, в результате чего обеспечивается доступ сверху к линейкам 2б, рычагов 11 - вертикальное, плунжеров 3 нижнее до упора,а нажимных устройств 2 - в верхнее. Опорные валки 5, которые смонтированы в подушках k и 6, установлены друг на другавводят в окна станин 1 и устанавливают на плунжеры 3. Подавая давления в гидроцилиндры 28, поднимают верхний опорный валок 5 до упора подушками 4 в нажимное устройство 2. Поворачивают рычаги11 в рабочее положение (фиг.1) при этом левая проводка 10 оказывается на уровне стационарной линейки 26 с роликами 27, являясь ее продолжением. С помощью мостового крана укладывают кассету с промежуточными валками 8 на линейки 26 и левую проводку 10, опускают рольганг 16 в рабочее положение (фиг.1). Вращением шестерен 12 пеpeMeuiaeT кассету с промежуточными валками в направлении, параллельном направлению прокатки и устанавливают в центральное положение (фиг.1 и З). Заваливают в прокатную клеть рабочие валки 7, подают давление под плунжеры 3 гидравлического нажимного устройства, поднимая их в рабочее положение ( оно задается датчиками их положения, на фиг. не покйзаны), устанавливают в рабочее положение нажимные устройства 2 и подают давление в гидроцилиндры 21 уравновешивания рабочих валков. : Для настройки прокатной клети на прокатку листов заданной ширины Ь , прежде всего раствор линеек манипулятора 22 устанавливают в соответствии с этой шириной. Опускают нижний опор-О ный валок плунжерами 3 в нижнее положение, а верхний опорный поднимают нажимными устройствами на 10-15 мм. Снимают давление в гидроцилиндрах 21 и подавая давление в гидроцилиндры 20, 5 поднимают нижний рабочий валок 7 до упора в верхний. В результате появляется свободный проход для перемещения кассеты с промежуточными валками 8. Вращением.шестерен 12 перемещают ука-20 занную кассету до тех пор, пока на линии валков окажется промежуточный валок с рабочей длиной бочки Вр, соответствующей ширине прокатываемого листа Ь. После этого плунжеры 3 и уст- 25 ройства 2 возвращаются в рабочее положение, снимают давление в гидроцилинд-, pax 20 и подают давление в гидроцилиндры 21 Приводы рычагов 11 включают на pa6oty в режиме уравновешивания кассе-зо ТЫ с промежуточными валками, а поскол ку приводы этих рычагов для левой и пра вой проводок 10 взаимно синхронизированы, то кассета всегда находится в горизонтальном состоянии. Приводы (цестерен 12 затормаживают j фиксируя тем самым кассету в заданном продольном положении. Прокатываемый лист 2k укладывают на входной рольганг 15 и задают во вращающиеся рабочие валки 7 фиг. 1) . Рабочую длину бочки промежуточного, валка Врвыбирают на 6-10 меньше, чем ширина прокатываемого листа Ь (фиг.2). В результате, края прокатываемого листа, нависая над более ко1003976 роткой бочкой промежуточного валка, выгибают нижний рабочий валок выпуклостью вверх на такую же величину, на которую верхний рабочий валок прогибается под действием усилия прокатки, т.е. независимо от усилия прокатки межвалковая щель сохраняется парал.: лельной. Использование предлагаемой клети позволяет разместить в кассете достаточно большое количество промежуточных валков и либо полностью избавиться от противоизгиба рабочих валков, используя гидроцилиндры для их уравновешиванкя, либо снизить эти усилия до минимума, уменьшив тем самым,, по крайней мере, вдвое суммарные радис ° альные нагрузки на подшипники рабочих валков и, практически, во столько же раз уменьшив расход этих подшипников, Формула изобретения Прокатная клеть, включающая рабочие и опорные валки, а также промежуточные валки, установленные е общей кассете, снабженной механизмом ее перемещения и (| 1ксации для поочередной , установки промежуточных валков в рабочую позицию, отличающаяся тем, что, с целью снижения нагРУйок на подшипники рабочих валков путем увеличения количества промежуточных валков с различной длиной рабочей части бочки, кассета с промежуточными валками выполнена плоской и установлена с возможностью ее перемещения в направлении, параллельном направлению прокатки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 27«i6 6/02, кл. В 21 В 13/1, 1979.
Б- 6 f3 , . W. 9 /7
