Изобретение относится к прокатному производству и может быть использовано в прокатных цехах завод9в черной и цветной металлургии.
В практике прокатного производства известен способ прокатки, по которому полосу прокатывают между двумя валками, вращающимися с рассогласованием окружных скоростей, равным вытяжке, а валки при этом охватывают полосой.
Известно устройство для охва та валков полосой в прокатной клети, содержащее криволинейные направляющие проводки с проушинами в местах разъема, через которые пропущены штанги, укрепленные на штоках дополнительных гидроцилиндров.
Недостатком конструкции данногб устройства является утыкание полосы в криво- линейных проводках, особенно при
заправке толстых полос, что приводит к за- буриванию полосы в проводках.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для охвата валков полосой в прокатной клети, содержащее для большего охвата валка полосой ири- волинейные рычаги, закрепленные с помощью валов, обводные и прижимныо ролики, установленные соответственно в сере- дине и на концах рычагов, средства стопорения рычагов.
Однако данное устройство обладает рядом недостатков, основными из которых яо- ляются сложность устройства и увеличение габаритов клети, установка дополнительного оборудования, в частности роликов для удержания полосы в горизонтальном положении.
VI
оэ
4 W
Целью изобретения является обеспечение надежной заправки полосы без ее уты- кания.
Поставленная цель достигается тем, что в устройстве для заправки полосы в валки по 8-об{зазной траектории, содержащем криволинейные направляющие, обводные ролики, закрепленные на концах рычагов, установленный Ъ оВеих сторон валков, устройства для поворота рычагов относительно оси их установки, задние и передние приводные тянущие ролики для перемещения полосы до и после валков по оси прокатки, согласно изобретению рычаги установлены на одних осях с тянущими роликами с воз- можностыо поворота их относительно оси роликов, например, с помощью гидроцилиндров, шток которого прикреплен к днищу направляющих для прямолинейного движения полосы, которые крепятся к боко- вым стенкам рычагов, на концах рычагов, установленных со стороны задачи и выхода полосы относительно друг друга зеркально, закреплены три гуммированных ролика, контактирующих между собой, в обоих слу- чаях неприводных, связанных между собой зубчатыми зацеплениями, причем крайний ролик каждого из рычагов, расположенный ближе к горизонтальной плоскости, проходящей через очаг деформации, на время за- правки полосы находится в контакте с рабочим валком.
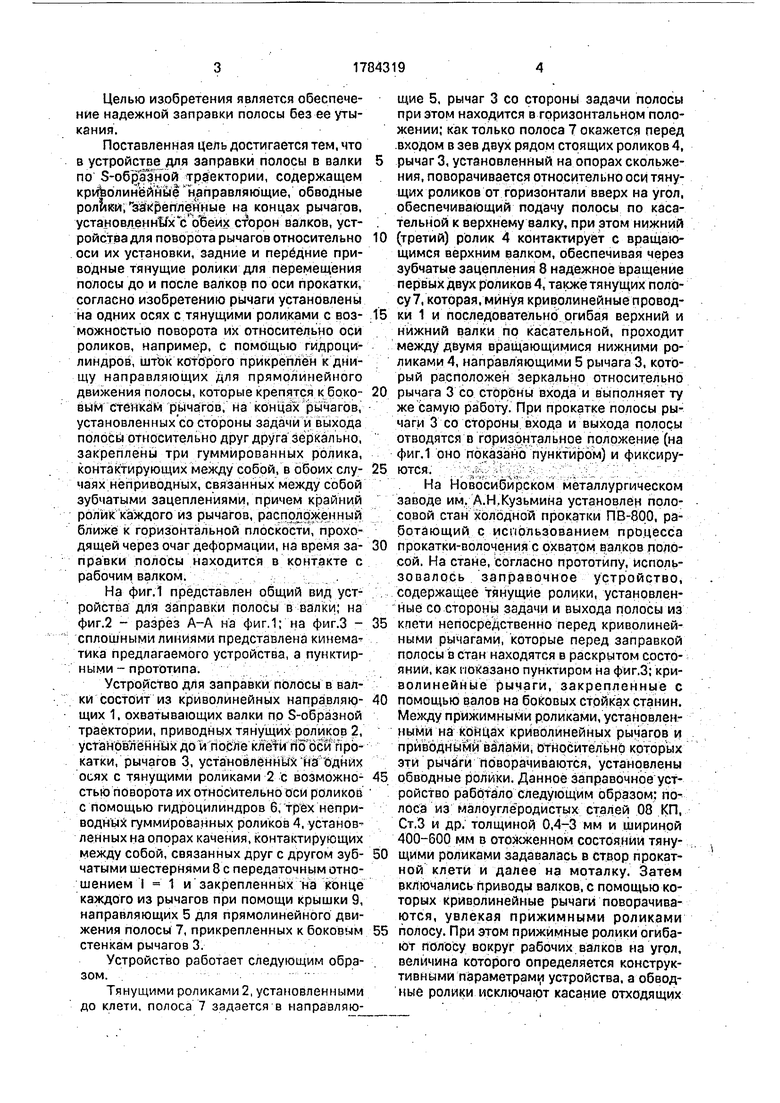
На фиг.1 представлен общий вид устройства для заправки полосы в валки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - сплошными линиями представлена кинематика предлагаемого устройства, а пунктирными - прототипа.
Устройство для заправки полосы в валки состоит из криволинейных направляю- щих 1, охватывающих валки по S-образной траектории, приводных тянущих роликов 2, установленных до и после клети по оси прокатки, рычагов 3, установленных на одних осях с тянущими роликами 2 с возможно- стью поворота их относительно оси роликов с помощью гидроцилиндров 6, трех неприводных гуммированных роликов 4, установленных на опорах качения, контактирующих между собой, связанных друг с другом зуб- чатыми шестернями 8 с передаточным отношением I 1 и закрепленных на конце каждого из рычагов при помощи крышки 9, направляющих 5 для прямолинейного движения полосы 7, прикрепленных к боковым стенкам рычагов 3.
Устройство работает следующим образом.
Тянущими роликами 2, установленными до клети, полоса 7 задается в направляющие 5, рычаг 3 со стороны задачи полосы при этом находится в горизонтальном положении; как только полоса 7 окажется перед входом в зев двух рядом стоящих роликов 4, рычаг 3, установленный на опорах скольжения, поворачивается относительно оси тянущих роликов от горизонтали вверх на угол, обеспечивающий подачу полосы по касательной к верхнему валку, при этом нижний (третий) ролик 4 контактирует с вращающимся верхним валком, обеспечивая через зубчатые зацепления 8 надежное вращение первых двух роликов 4, также тянущих полосу, которая, минуя криволинейные проводки 1 и последовательно огибая верхний и нижний валки по касательной, проходит между двумя вращающимися нижними роликами 4, направляющими 5 рычага 3, который расположен зеркально относительно рычага 3 со стороны входа и выполняет ту же самую работу. При прокатке полосы рычаги 3 со стороны входа и выхода полосы отводятся в горизонтальное положение (на фиг.1 оно показано пунктиром) и фиксируются.
На Новосибирском металлургическом заводе им. А.Н.Кузьмина установлен полосовой стан холодной прокатки ПВ-800, работающий с использованием процесса прокатки-волочения с охватом валков полосой. На стане, согласно прототипу, использовалось заправочное устройство, содержащее тянущие ролики, установленные со стороны задачи и выхода полосы из клети непосредственно перед криволинейными рычагами, которые перед заправкой полосы в стан находятся в раскрытом состоянии, как показано пунктиром на фиг.З; кри- волинейные рычаги, закрепленные с помощью валов на боковых стойках станин. Между прижимными роликами, установленными на концах криволинейных рычагов и приводными валами, относительно которых эти рычаги поворачиваются, установлены обводные ролики. Данное заправочное устройство работало следующим образом: полоса из малоуглеродистых сталей 08 КП, Ст.З и др. толщиной 0,4-3 мм и шириной 400-600 мм в отожженном состоянии тянущими роликами задавалась в створ прокатной клети и далее на моталку. Затем включались приводы валков, с помощью которых криволинейные рычаги поворачиваются, увлекая прижимными роликами полосу. При этом прижимные ролики огибают полосу вокруг рабочих валков на угол, величина которого определяется конструктивными параметрам устройства, а обводные ролики исключают касание отходящих
к моталкам ветвей полосы с ветвями, охватывающими рабочие валки.
Стопорение криволинейных рычагов с обводными и прижимными роликами в рабочем положении осуществляется храповы- ми полосами и собачками.
Основным недостатком данной конструкции является сложность устройства, приводящая к увеличению габаритов клети и в целом всей линии стана.
Хотя данное заправочное устройство избавляет от такого недостатка, как утыка- ние полосы в валки, но приводит к установке дополнительного оборудования, в частности дополнительных роликов, удерживаю- щих полосу в горизонтальном положении до клети и особенно за клетью, ибо ролик, воспринимающий усилие от натяжения полосы, находится над полосой, что приводит к усложнению и удорожанию конструкции.
Использование предлагаемого устройства обеспечивает высокую надежность при заправке полос любой толщины, уменьшает габариты клети и линии стана, что видно из кинематической схемы на фиг.З, значитель- но снижает затраты на изготовление заправочного устройства (по сравнению с прототипом на 40%).
Формула изобретения Устройство для заправки полосы в валки прокатной клети, по S-образной траектории, включающее криволинейные направляющие, ролики, закрепленные на концах рычагов, зеркально установленных с обеих сторон валков, Поршневой привод поворота рычагов относительно опорной оси, задние и передние приводные тянущие ролики для перемещения полосы до и после валков по оси прокатки, отличающееся тем, что, с целью обеспечения надежной заправки полосы без утыкания ее в валки, рычаги свободно установлены на осях соответствующих тянущих роликов, рычаги снабжены прямолинейными направляющими для полосы и боковыми стенками, к которым крепятся направляющие, ролики на концах рычагов в количестве трех выполнены гуммированными, установлены в контакте между собой и взаимосвязаны зубчатыми шестернями, причем крайний ролик каждого рычага установлен с возможностью контакта с валком.

| название | год | авторы | номер документа |
|---|---|---|---|
| Обводная направляющая проводка прокатной клети полосового прокатного стана | 1989 |
|
SU1731325A1 |
| Обводная направляющая проводка прокатной клети полосового стана | 1978 |
|
SU710710A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2544728C2 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| Рабочая клеть для прокатки полосыС ОгибАНиЕМ ВАлКОВ пОлОСОй | 1979 |
|
SU818695A1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОСЫ | 1973 |
|
SU371987A1 |
| Устройство для охвата полосой валка в прокатной клети | 1981 |
|
SU948477A1 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| РОЛИКОВАЯ ПРОВОДКА | 2007 |
|
RU2357820C2 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НЕПРЕРЫВНО-ЛИТОЙ БИМЕТАЛЛИЧЕСКОЙ ТРУБНОЙ ЗАГОТОВКИ | 1994 |
|
RU2086350C1 |

Использование: в прокатных цехах заводов черной и цветной металлургии. Сущность изобретения: рычаги с обводными роликами установлены на одних осях с тянущими роликами и снабжены направляющими для прямолинейного движения полосы, которые крепятся к боковым стенкам рычагов. На концах рычагов закреплены три гум- мированных ролика, контактирующих между собой и взаимосвязанных зубчатыми зацеплениями, причем крайний ролик каждого из рычагов, расположенный ближе к горизонтальной плоскости, проходяа1ей через очаг деформации, на время заправки полосы находится в контакте с рабочим валком. 3 ил.
ролики efeiaft uitcmtpxemj
лгашхг&юга аракшпш
VL
Фиг. f
1784319
Д-fl
5 уу ЛххЛЛА хуУХА ууУчЛх л АЖ УУУ/ЧУ
.Wb VWiHMW «Г, ... «. e.. - .-V.1TjL-VAVA-«r,..VATA-4V/4r.« Ay«-V.
r Ч ууу X..TL V VX. .цА,/УХХХ„.)ЛьЛ.//УлсХ Л- x д дуу/ч/у Y/X л/ч/y v Y л/ч/уу Y У J ХЧХЛХУ j
г
/
V
/
/
/
Направление - - . прокаты
s
/
1
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОСЫ | 0 |
|
SU371987A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО ДЛЯ ОХВАТА ПОЛОСОЙ ВАЛКА В ПРОКАТНОЙ КЛЕТИО | 1972 |
|
SU419275A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охвата полосой валков в прокатной клети | 1976 |
|
SU579050A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охвата полосойВЕдущЕгО ВАлКА B РЕВЕРСиВНОйпРОКАТНОй КлЕТи | 1979 |
|
SU801924A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рабочая клеть для прокатки полосыС ОгибАНиЕМ ВАлКОВ пОлОСОй | 1979 |
|
SU818695A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для охвата полосой валка в прокатной клети | 1981 |
|
SU948477A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
