Изобретение относится к обработке металлов давлением, а именно к листопрокатному производству, и может быть использовано в процессе прокатки и дрессировки полос.
Прокатная клеть, содержащая механизм дли регулирования угла охвата полосой рабочего валка, является одним из основных узлов оборудования для осуществления способа получения плоских полос и лент. Устройство позволяет также осуществлять разглаживание полосы с одновременным регулированием угла охвата полосой рабочего валка.
Известна прокатная клеть, содержащая механизм для регулирования угла охвата полосой рабочего валка, выполненный в виде противогофрирующегб ролика, механизма его установки с приводом и механически регулируемым упором. Ролик устройства работает в условиях низкочастотных колебаний системы полоса - прокатный стан, поэтому одним из основных требований, предъявляемых к конструкции устройства, является надежность и стойкость узлов рабочего оборудования.
Недостатком известной прокатной клети является недостаточная жесткость и надежность консольно выполненного механизма установки ролика, который в рабочем положении под действием низкочастотных колебаний полосы совершает колебательные движения с максимальной амплитудой в районе противогофрирующего ролика.
Колебательные движения ролика приводят к периодическому поперечному изгибу механизма установки ролика, что вызывает усталостное разрушение механически регулируемого упора, а также рассоединение фиксатора.
Известна прокатная клеть, выбранная в качестве прототипа и содержащая станину, прокатные валки, проводку и механизм для регулирования угла охвата полосой рабочего валка, выполненный в виде неприводно го ролика, средство его установки с регулируемыми концейыми упорами. Корпус проводки с неприводным роликом, снабженным механизмом установки ролика, выполнен в виде рамы, состоящей из нижней и верхней траверс, соединенных стяжками, проходящими в направляющих корпуса, при этом оси ролика расположены в нижней траверсе, на корпусе размещен пневмоцилиндр и регулируемые концевые упоры, а шток пневмоцилиндра соединен с верхней траверсой, при этом регулируемые концевые упоры выполнены в виде шарнир- но закрепленных на корпусе откидного болта с гайкой, размещенных в открытом пазу верхней траверсы.
.Недостатком конструкции известного устройства является то, что при высоких скоростях прокатки возникающая вибрация прокатной клети приводит к низкочастотным колебаниям шарнирно закрепленных на корпусе откидных болтов с гайкой, расположенных в консольно выполненной вер0 хней траверсе, м в резонансном режиме происходит самопроизводный выход откид- ,ных болтов из открытых пазов верхней траверсы. При этом полоса, находящаяся под высоким натяжением.отжимает ролик в вер5 хнее положение, что сопровождается сильным динамическим ударом штока цилиндра о его корпус и приводит к его поломке. Применение регулируемого концевого упора в виде шарнирно закрепленных на корпусе
0 откидных болтов с гайкой в открытых пазах верхней траверсы не обеспечивает должной стойкости и надежности механизма регулирования угла охвата. Кроме того, выход откидных болтов из открытых пазов верхней траверсы
5 приводит к резкому рывку величины натяжения полосы и делает возможным обрыв полосы. Это приводит к снижению стабильности прокатки вследствие необходимости новой заправки полосы и переустановки ролика.
0 Целью изобретения является повышение Стабильности прокатки посредством увеличения эксплуатационной надежности механизма регулирования угла охвата.
Это достигается тем, что проводка снаб5 жена приводом ее перемещения, шарнирно закреплена на станине, неприводной ролик смонтирован в проводке, а регулируемые концевые упоры выполнены в виде тяг, на одном конце имеющих закрытый продольный паз,
0 другим концом шарнирно соединенных с осью ролика, а также неподвижного и перемещаемого элементов, последний из которых выполнен в виде болтов с насадками и гайками и установлен на тяге с возможностью
5 перемещения в пазу, при этом, неподвижный элемент смонтирован на станине с возможностью взаимодействия с пазом тяги.
На фиг.1 представлена прокатная клеть, вид сбоку; на фиг.2 - вид А на фиг.1.
0 Прокатная клеть содержит шарнирно закрепленную на станине 1 проводку 2 и механизм для регулирования угла охвата полосой 16 рабочего валка 15, выполненного в виде неприводного ролика 3, смонтирован
5 ного на проводке 2, привода 4 ее перемещения и регулируемых концевых упоров, выполненных в виде тяг 5, на одном конце имеющих закрытый продольный паз 7, другим концом шарнирно соединенных с осями б ролика 3, а также неподвижного 8
и перемещаемого элемента последний из которых выполнен в виде болтов 9 с профильными насадками 10 и регулируемых опорных гаек 11, и размещен в направляющей 12 на тяге 5 с возможностью перемеще- ния в пазу 7, при этом неподвижный элемент 8 смонтирован на станине 1 с возможностью взаимодействия с пазом 7 тяги 5. Привод 4 механизма (гидроцилиндр) уста новлен под проводкой 2 и шарнирно соеди- нен с балкой 13, закрепленной на станине 1, а шток 14 гидроцилиндра также шарнирно соединен с проводкой 2.
В верхнем положении неприводного ролика 3 угол а, образованный между каса- тельной к цилиндрической поверхности его бочки и рабочего валка 15, а также линией прокатки, равен углу охвата рабочего валка 15 полосой 16, который может приниматься в пределах 20...50°.
Механизм регулирования угла охвата полосой рабочего валка может быть установлен перед или за прокатной клетью и работает следующим образом После выхода конца полосы 16 из валков 15 опусканием штока 14 привода 4 отводят ролик 3 в нерабочее положение (на фиг 1 показано штриховой линией) и производят заправку переднего конца полосы 16 в валки 15. В этом положении элемент 8 находится в вер- хней части закрытого паза 7. Болт 9 с насадкой 10 с помощью регулируемой опорной гайки 11 перемещают вверх или вниз ЁДОЛЬ направляющей 12 чем ограничивают свободную длину паза 7 Перемещаемый эле- мент устанавливают в положение, обеспечивающее требуемый угол охвата а в-рабочем положении ролика 3 Затем подъемом штока 14 устанавливают ролик 3 в рабочее положение, определяемое контак- Том элемента 8 с насадкой 10 перемещаемого элемента, при котором полосу 16 прокатывают с заданным углом охвата & рабочего валка 15 и соответствующим натяжением.
В случае возникновения вибрации прокатной клети низкочастотные колебания ролика сопровождаются возвратно-поступательным движением тяги,в закрытом пазу которой размещен неподвижный элемент, закреплен- ный на станине, при этом закрытое исполнение продольного паза гарантирует отсутствие рассоединения тяги с неподвижным элементом. Кроме того, вертикальные
колебания ролика устраняются его жесткой связью со станиной при помощи тяг с одной стороны и через гидроцилиндр с другой сто роны. Применение регулируемых концевых упоров, выполненных в виде тяг которые одним концом шэрнирно соединены с осями ролика, а на другом конце имеют закрытый продольный паз с размещенным в нем неподвижным упором, позволит исключить возможность самопроизвольного рассоединения тяги с неподвижным элементом,закрепленным на станине
Таким образом, использование изобре- тения позволит путем исключения поломок привода устройства при вибрации прокатной клети и увеличения вертикальной жесткости ролика в рабочем положении существенно повысить эксплуатационную стойкость и надежность механизма регулирования угла охвата полосой рабочего валка, а расположение привода перемещения под проводкой, а ролика под полосой улучшить условия наблюдения за полосой Следует также отметите1, что использование предлагаемого механизма возможно как со стороны выхода и входа полосы в прокатную клеть/гак и одновременно с обеих сторон.
Формула изобретения Прокатная клеть, содержащая станину, прокатные валки, проводку и механизм для регулирования угла охвата полосой рабочего вала, выполненный в виде неприводного ролика, средство его установки с регулируемыми концевыми упорами,о тличающа- я с я тем, что, с целью повышения стабильности прокатки за счет увеличения эксплуа- тационной надежности механизма регулирования угла охвата, проводка снабжена приводом ее перемещения и шарнирно закреплена на станине, неприводной ролик смонтирован на проводке, а регулируемые концевые упоры выполнены в виде тяг, на одном конце имеющих закрытый продольный паз, другим концом шарнирно сое- диненных с осью ролика, а также неподвижного и перемещаемого элементов, последний из которых выполнен в виде болтов с насадками и гайками и установлен на тяге с возможностью перемещения в пазу, при этом неподвижный элемент смонтирован на станине с возможностью взаимодействия с пазом тяги.
виЪД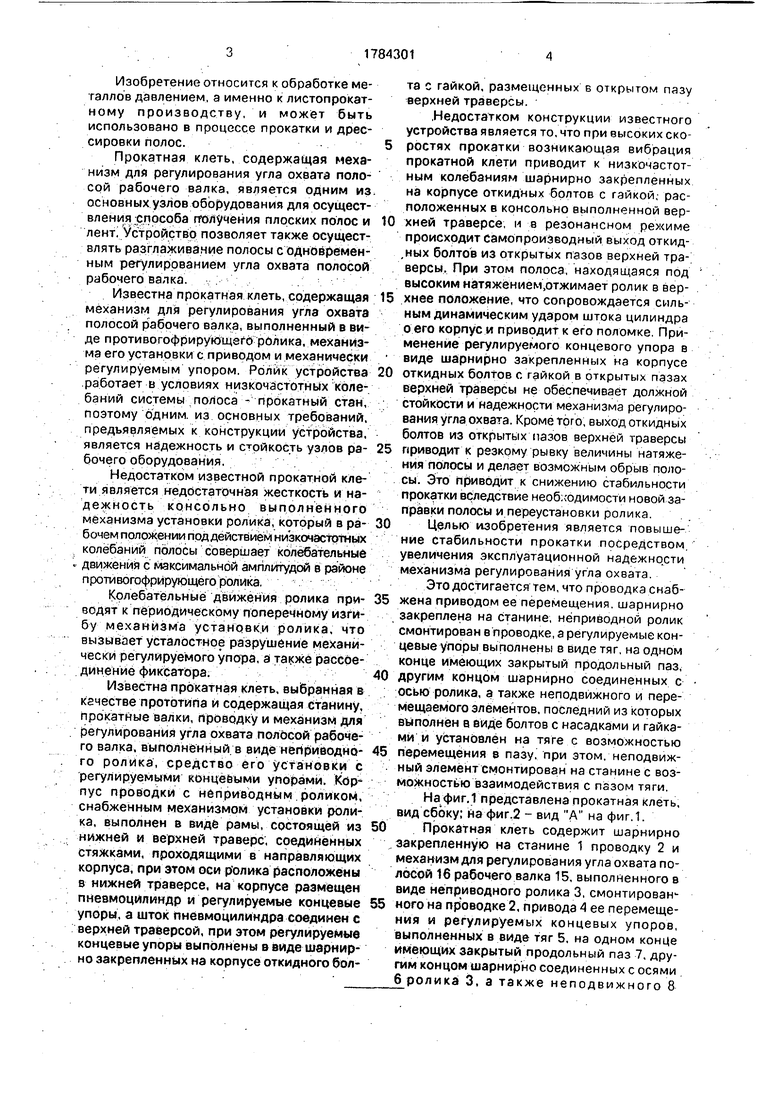
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разглаживания металлической полосы на выходе из прокатной клети | 1987 |
|
SU1500401A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Прокатная клеть для прокатки клиновидных профилей | 1979 |
|
SU839106A1 |
| Обводная направляющая проводка прокатной клети полосового прокатного стана | 1989 |
|
SU1731325A1 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
| Прокатная клеть | 1992 |
|
SU1834725A3 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
Использование: повышение стабильности прокатки посредством увеличения эксплуатационной надежности механизма регулирования угла охвата полосой рабочего галка при обработке металлов давлением в листопрокатном производстве в процессе прокатки и дрессировки полос. Сущность: прокатная клеть содержит шарнирно закрепленную на станине 1 проводку 2 и механизм для регулирования угла охвата полосой 16 рабочего валка 15, выполненного в виде неприводного ролика 3, смонтированного на проводке 2, привода 4 ее перемещения и регулируемых концевых упоров, выполненных в виде тяг 5, на одном конце имеющих закрытый продольный паз 7, другим концом шарнирно соединенных с осями 6 ролика 3, а также неподвижного элемента 8, смонтированного на станине 1 с возможностью взаимодействия с пазом 7 тяги 5, и перемещаемого элемента, выпол- ненного в виде болтов 9 с насадками 10 и гайками 11 и установленного на тяге 5 с возможностью перемещения в пазу 7. 2 ил. (Л С /S х ОфГЧР о tPt/zf
4J
Му
/:
Т
VNN. W
#W. 2.
ю
3
| Способ получения плоских полос и лент | 1979 |
|
SU835537A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для разглаживания металлической полосы на выходе из прокатной клети | 1987 |
|
SU1500401A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
