Изобретение относится к машиностроению, в частности к конструкциям прессов для штамповки обкатыванием.
Целью изобретения является повышение производительности.
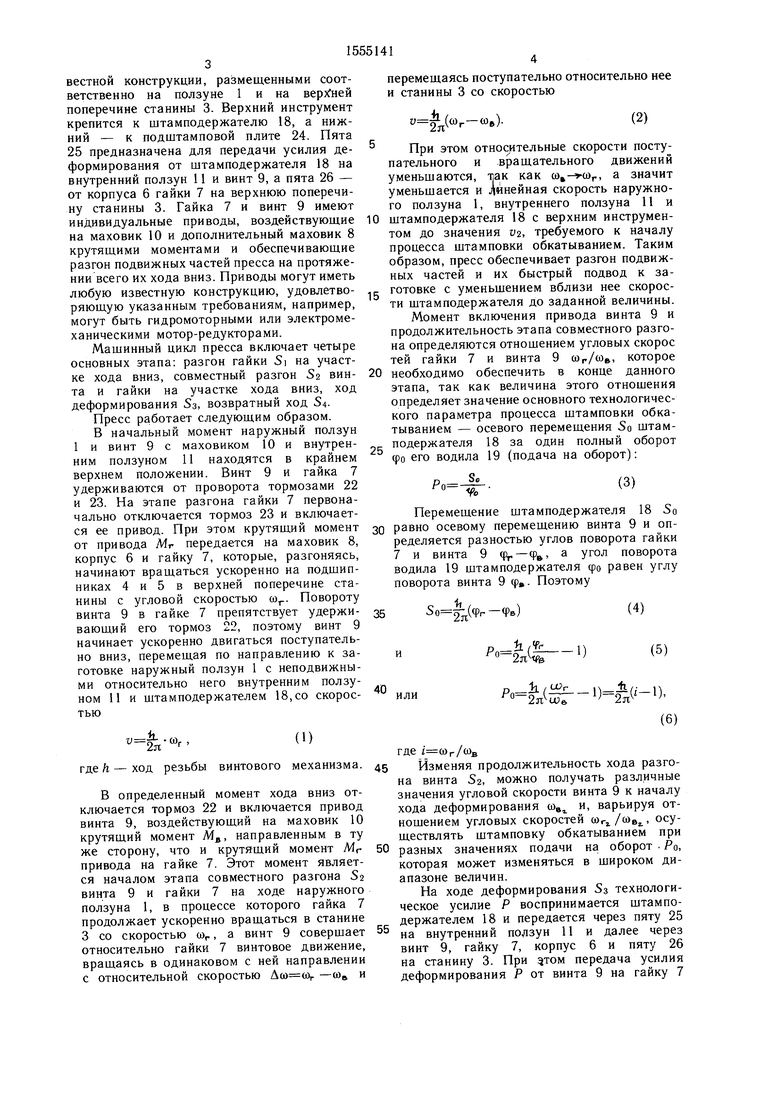
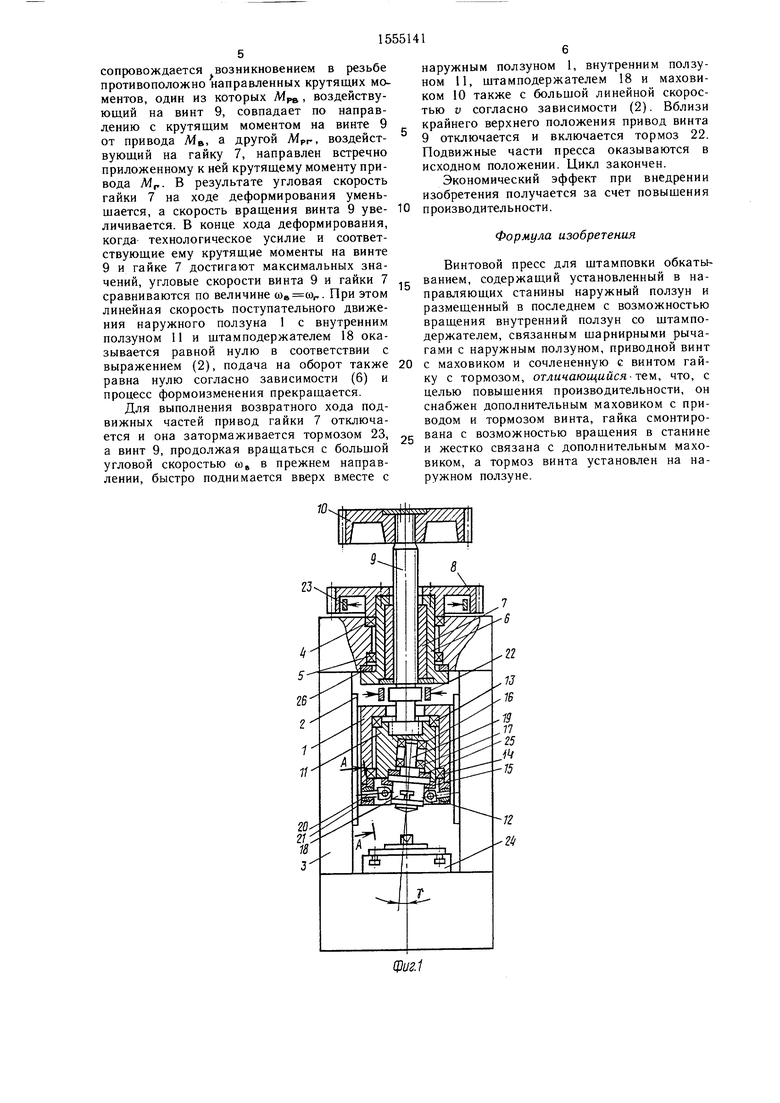
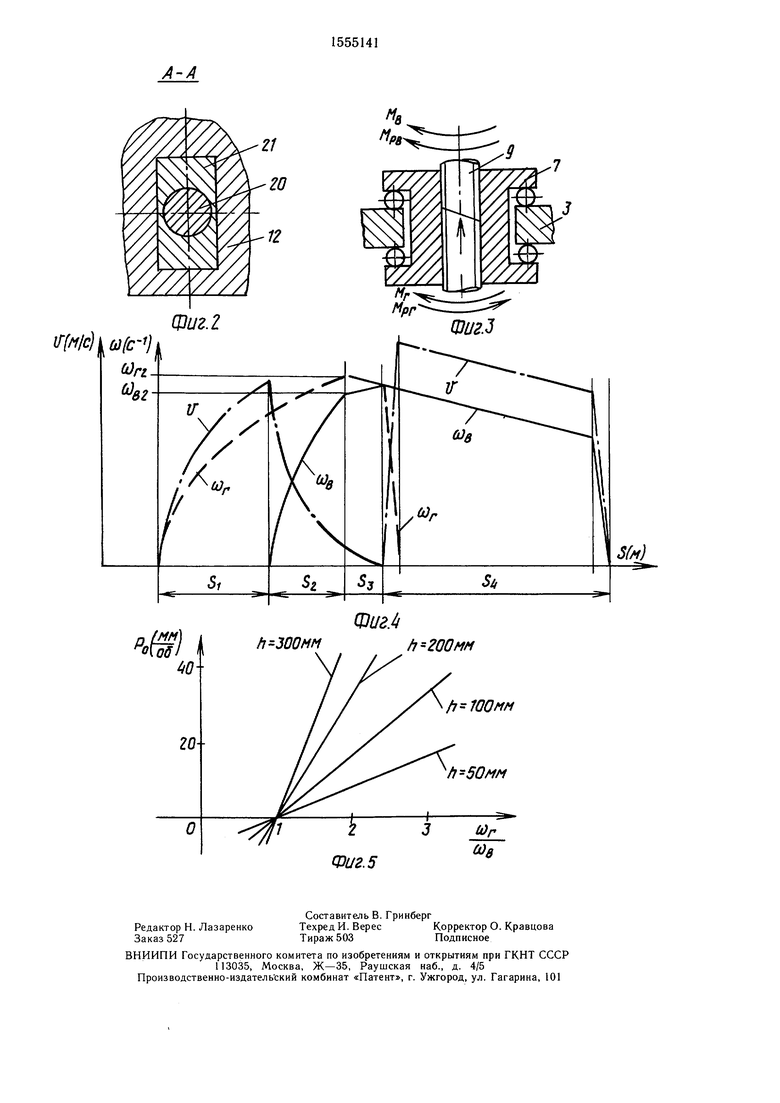
На фиг. 1 изображен пресс, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема распределения силовых параметров в винтовом механизме на ходе вниз и на рабочем ходе; на фиг. 4 - предположительная диафрагма изменения скоростей винта и гайки пресса на всех этапах машинного цикла; на фиг. 5 - график зависимости подачи штамподержателя за оборот его водила от отношения угловых скоростей гайки и винта и величины хода резьбы винтового механизма.
Пресс содержит наружный ползун 1, расположенный в направляющих 2 станины 3, в которой установлен с возможностью вращательного движения на подшипниках 4
и 5 корпус 6 гайки 7 с закрепленным на нем маховиком 8. Гайка 7 работает в паре с винтом 9, верхняя часть которого соединена с маховиком 10, а нижняя часть жестко связана с внутренним ползуном 11, вмонтированным при помощи крышки 12 в наружный ползун 1 с возможностью поворота относительно него на подшипниках 13 и 14. Во внутреннем ползуне при помощи крышки 15 установлен с возможностью вращения на подшипниках 16 и 17 штамподержатель 18, который выполнен за одно целое с водилом 19 и установлен наклонно к оси пресса под углом у- 1-2°. Штамподержатель связан с ползуном 1 через шарнирный механизм, выполненный в виде поводков 20 и поворотных шайб 21 предотвращающих вращение штамподержателя 18 относительно оси пресса, но допускающих его качательное движение.
Винт 9 и гайка 7 снабжены индивидуальными тормозами 22 и 23 любой изСПСЛ СД
вестной конструкции, размещенными соответственно на ползуне 1 и на верхней поперечине станины 3. Верхний инструмент крепится к штамподержателю 18, а нижний - к подштамповой плите 24. Пята 25 предназначена для передачи усилия де- формирования от штамподержателя 18 на внутренний ползун 11 и винт 9, а пята 26 - от корпуса 6 гайки 7 на верхнюю поперечину станины 3. Гайка 7 и винт 9 имеют
перемещаясь поступательно относительно нее и станины 3 со скоростью
(о)г-(ов).
2л
(2)
При этом относительные скорости поступательного и вращательного движений уменьшаются, т/ак как со,, а значит уменьшается и линейная скорость наружного ползуна 1, внутреннего ползуна 11 и индивидуальные приводы, воздействующие 10 штамподержателя 18 с верхним инструмен- на маховик 10 и дополнительный маховик 8 том до значения vz, требуемого к началу крутящими моментами и обеспечивающие процесса штамповки обкатыванием. Таким разгон подвижных частей пресса на протяже- образом, пресс обеспечивает разгон подвиж- нии всего их хода вниз. Приводы могут иметь ных частей и их быстрый подвод к за- любую известную конструкцию, удовлетво- 15 готовке с уменьшением вблизи нее скорос- ряющую указанным требованиям, например, ти штамподержателя до заданной величины. могут быть гидромоторными или электроме-Момент включения привода винта 9 и
ханическими мотор-редукторами.продолжительность этапа совместного разгоМашинный цикл пресса включает четырена определяются отношением угловых скорое
основных этапа: разгон гайки Si на участ-тей гайки 7 и винта 9 югДов, которое
ке хода вниз, совместный разгон Sg вин- 20 необходимо обеспечить в конце данного та и гайки на участке хода вниз, ход этапа, так как величина этого отношения деформирования 5з, возвратный ход S4.определяет значение основного технологичесПресс работает следующим образом.кого параметра процесса штамповки обкаВ начальный момент наружный ползун тыванием - осевого перемещения So штам- 1 и винт 9 с маховиком 10 и внутрен-подержателя 18 за один полный оборот
ним ползуном 11 находятся в крайнем фо его водила 19 (подача на оборот): верхнем положении. Винт 9 и гайка 7
удерживаются от проворота тормозами 22 и 23. На этапе разгона гайки 7 первоначально отключается тормоз 23 и включаетРо fo
(3)
Перемещение штамподержателя 18 So ся ее привод. При этом крутящий момент зо равно осевому перемещению винта 9 и опот привода Mr передается на маховик 8, корпус 6 и гайку 7, которые, разгоняясь, начинают вращаться ускоренно на подшипниках 4 и 5 в верхней поперечине станины с угловой скоростью сог. Повороту винта 9 в гайке 7 препятствует удержи- 35 вающий его тормоз 22, поэтому винт 9 начинает ускоренно двигаться поступательно вниз, перемещая по направлению к заготовке наружный ползун 1 с неподвижными относительно него внутренним ползуном 11 и штамподержателем 18, со скоростью
ределяется разностью углов поворота гайки 7 и винта 9 ср,,-ср6, а угол поворота водила 19 штамподержателя фо равен углу поворота винта 9 ф. Поэтому
(фг -фв)
(4)
(5)
40
или
),
,
перемещаясь поступательно относительно нее и станины 3 со скоростью
(о)г-(ов).
2л
(2)
(3)
ределяется разностью углов поворота гайки 7 и винта 9 ср,,-ср6, а угол поворота водила 19 штамподержателя фо равен углу поворота винта 9 ф. Поэтому
(фг -фв)
(4)
(5)
или
),
,
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс для штамповки обкатыванием | 1988 |
|
SU1613358A1 |
| Винтовой пресс для штамповки обкатыванием | 1990 |
|
SU1731366A1 |
| Винтовой пресс | 1987 |
|
SU1489998A1 |
| Винтовой пресс | 1987 |
|
SU1489997A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1074735A1 |
| Винтовой пресс для штамповки с кручением | 1984 |
|
SU1433829A1 |
| Пресс для штамповки с кручением | 1983 |
|
SU1117228A1 |
| ПРЕСС | 2001 |
|
RU2193969C2 |
| Пресс для штамповки с кручением | 1983 |
|
SU1117226A1 |
| Винтовой пресс для штамповки с кручением | 1982 |
|
SU1058793A1 |
Изобретение относится к машиностроению, в частности к конструкциям прессов для штамповки обкатыванием. Цель изобретения - повышение производительности. Винтовой пресс для штамповки обкатыванием содержит установленный в направляющих 2 станины 3 наружный ползун 1. Внутренний ползун 11 установлен в наружном ползуне 1 с возможностью вращения и связан с винтом 9. Гайка 4 смонтирована с возможностью вращения в станине 3 и жестко связана с приводным маховиком 8, имеющим тормоз 23. Тормоз 32 винта 9 установлен на наружном ползуне 1. Вначале отключается тормоз 23 и гайка 7, вращаясь от маховика 8, перемещает вниз винт 9 со связанными с ним деталями. После отключения тормоза 22 винт 9 приводного маховика 10 разгоняется. Скорость поступательного движения наружного ползуна 1 и штамподержателя 18 уменьшается, а скорость вращательного движения штамподержателя 18 возрастает. Производится штамповка с обкатыванием. В крайнем нижнем положении гайка 7 затормаживается. От вращения винта 9 система быстро возвращается в исходное положение. 5 ил.
fe-wr.
2л
(1)
(6)
где (oB
где h - ход резьбы винтового механизма.45 Изменяя продолжительность хода разгона винта S2, можно получать различные
В определенный момент хода вниз от-значения угловой скорости винта 9 к началу
ключается тормоз 22 и включается приводхода деформирования шв и, варьируя отвинта 9, воздействующий на маховик 10ношением угловых скоростей соГг/иВа,, осукрутящий момент Мв, направленным в туществлять штамповку обкатыванием при
же сторону, что и крутящий момент Мг50 разных значениях подачи на оборот . Р0,
привода на гайке 7. Этот момент являет-которая может изменяться в широком дися началом этапа совместного разгона Saапазоне величин.
винта 9 и гайки 7 на ходе наружногоНа ходе деформирования S3 технологиползуна 1, в процессе которого гайка 7ческое усилие Р воспринимается штампопродолжает ускоренно вращаться в станинедержателем 18 и передается через пяту 25
3 со скоростью юг, а винт 9 совершает55 на ВНуТреНний ползун 11 и далее через
относительно гайки 7 винтовое движение,винт д, гайку 7, корпус 6 и пяту 26
вращаясь в одинаковом с ней направлениина станину 3. При эдом передача усилия
с относительной скоростью -юв идеформирования Р от винта 9 на гайку 7
(6)
сопровождается возникновением в резьбе противоположно направленных крутящих моментов, один из которых Мрв, воздействующий на винт 9, совпадает по направлению с крутящим моментом на винте 9 от привода Мв, а другой Мгг, воздействующий на гайку 7, направлен встречно приложенному к ней крутящему моменту привода Мг. В результате угловая скорость гайки 7 на ходе деформирования уменьшается, а скорость вращения винта 9 уве- личивается. В конце хода деформирования, когда технологическое усилие и соответствующие ему крутящие моменты на винте 9 и гайке 7 достигают максимальных значений, угловые скорости винта 9 и гайки 7 сравниваются по величине . При этом линейная скорость поступательного движения наружного ползуна 1 с внутренним ползуном 11 и штамподержателем 18 оказывается равной нулю в соответствии с выражением (2), подача на оборот также равна нулю согласно зависимости (6) и процесс формоизменения прекращается.
Для выполнения возвратного хода подвижных частей привод гайки 7 отключается и она затормаживается тормозом 23, а винт 9, продолжая вращаться с большой угловой скоростью сов в прежнем направлении, быстро поднимается вверх вместе с
10
0 0
,-
5
наружным ползуном 1, внутренним ползуном 11, штамподержателем 18 и маховиком 10 также с большой линейной скоростью v согласно зависимости (2). Вблизи крайнего верхнего положения привод винта 9 отключается и включается тормоз 22. Подвижные части пресса оказываются в исходном положении. Цикл закончен.
Экономический эффект при внедрении изобретения получается за счет повышения производительности.
Формула изобретения
Винтовой пресс для штамповки обкатьь ванием, содержащий установленный в направляющих станины наружный ползун и размещенный в последнем с возможностью вращения внутренний ползун со штамподержателем, связанным шарнирными рычагами с наружным ползуном, приводной винт с маховиком и сочлененную с винтом гайку с тормозом, отличающийся-тем, что, с целью повышения производительности, он снабжен дополнительным маховиком с приводом и тормозом винта, гайка смонтирована с возможностью вращения в станине и жестко связана с дополнительным маховиком, а тормоз винта установлен на наружном ползуне.
12
Щиг.1
,
J- Ь
ро(м 40Фиг.4
h 300MHfy 200мм
го/г-100мм
| Винтовой пресс | 1987 |
|
SU1489998A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
