Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном производстве машиностроительных предприятий для получения мерных заготовок из проката.
Известен штамп для резки проката круглого поперечного сечения на заготовки, содержаший нижнюю плиту с неподвижным ножом и верхнюю плиту с подвижным ножом 1.
Недостатком этого штампа является невысокое качество получаемых заготовок.
Наиболее близким к изобретению по технической сущности и достигаемому результату является штамп для резки проката круглого поперечного сечения на заготрвки, содержащий основание с установленными на нем стойками, два рычага, шарннрно смонтированных одним концом на стойках с возможностью качания вокруг осей, параллельных оси подачи проката, и отрезные инструменты, размешенные в свободных концах рычагов 2.
Недостатком известного штампа является невысокое качество реза.
Цель изобретения - повышение качества реза.
Указанная цель достигается тем, что штамп для резки проката круглого поперечного сечения на заготовки, содержащий основание с установленными на нем стойками, два рычага, щарннрно смонтированных одним кондом на стойках с возможностью качания вокруг осей, параллельных оси подачи проката, и отрезные инструменты, размещенные в свободных концах рычагов, снабжен упором, установленным на основании с возможностью взаимодействия с одним из рычагов, отрезные инструменты выполнены в виде втулочных ножей, а один из рычагов выполнен вильчатым с проемом под другой рычаг.
Упор штампа может быть выполнен подвижным и снабжен средством регулировочного перемещения.
Основание штампа может быть выполнено с пазами, расположенными под углом к оси подачи проката, а стойки могут быть размещены в указанных пазах с возможностью регулируемого перемещения вдоль них.
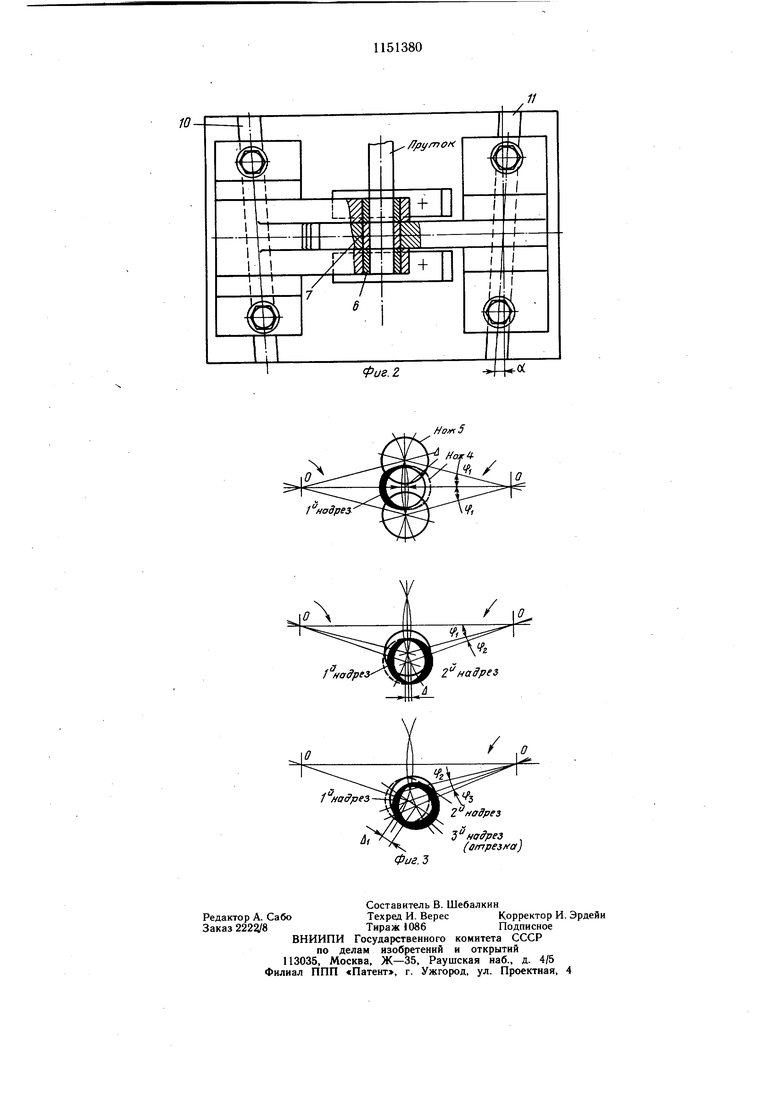
На фиг. 1 изображен штамп для резки проката, разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - последовательность процесса резки проката.
Штамп для резки проката круглого поперечного сечения содержит основание 1,
закрепленные на основании стойки 2 и 3, в которых расположены поворотные рычаги 4 и 5. В исходном положении концы рычагов, в которых расположены ножи 6 и 7, приподняты в верхнее положение воздействием пружин (не показаны). В этом положении в ножи вводят пруток. При перемещении ползуна пресса вниз, он, через хвостовик и качающийся толкатель 8, нажимает на рычаг 5. Рычаги 4 и 5 поворачиваются
вниз и оси ножей, двигаясь по дугам радиуса R, расходятся на расстояние Д. При этом происходит надрез прутка на глубину А, меньшую высоты бдестящего пояска. В процессе сдвига-надреза образуется утяжина
в направлении смещения- ножа. Когда оси рычагов и ножей оказываются на одной прямой 00, надрез прекращается. При дальнейшем движении ползуна рычаги поворачиваются вниз. Прн этом ,оси ножей сходятся и отрезаемая часть становится опять соосной
с прутком при повороте рычагов на угол равный 2 i§. При дальнейшем движении вниз оси ножей расходятся и происходит надрез в обратном направлении на глубину Д. При этом образуется утяжина в обратном направлении.
После поворота рычагов на угол дальнейшее вращение рычага 4 останавливается регулируемым упором 9. Дальще вращается на угол УЗ только рычаг 5. Происходит полная отрезка заготовки и при этом обра;
зуется утяжина в направлении реза.
Таким образом, в предлагаемом щтампе последовательно осуществляется надрезка в двух противоположных направлениях и окончательная отрезка в третьем (под углом более 90° к первым) направлении. Последовательность процесса сдвига представлена на фиг. 3. По каждому направлению сдвига образуются утяжйны, которые в сумме охватывают весь периметр торца. Концы заготовок, отрезанных в щтампе, имеют форму, близкую с осесимметричной. Исключено образование заусенца по кромке торца.
Величина угла J устанавливается опытным путем при наладке штампа перемещением стоек 2 и 3, несущих оси рычагов, по направляющим 10 и 11, расположенным под
углом 2 оСодна к другой.
В штампе предусмотрена возможность снижения общего усилия резки за счет смещения места приложения на величину Z. По сравнению с известным использование предлагаемого изобретения позволяет повысить качество реза.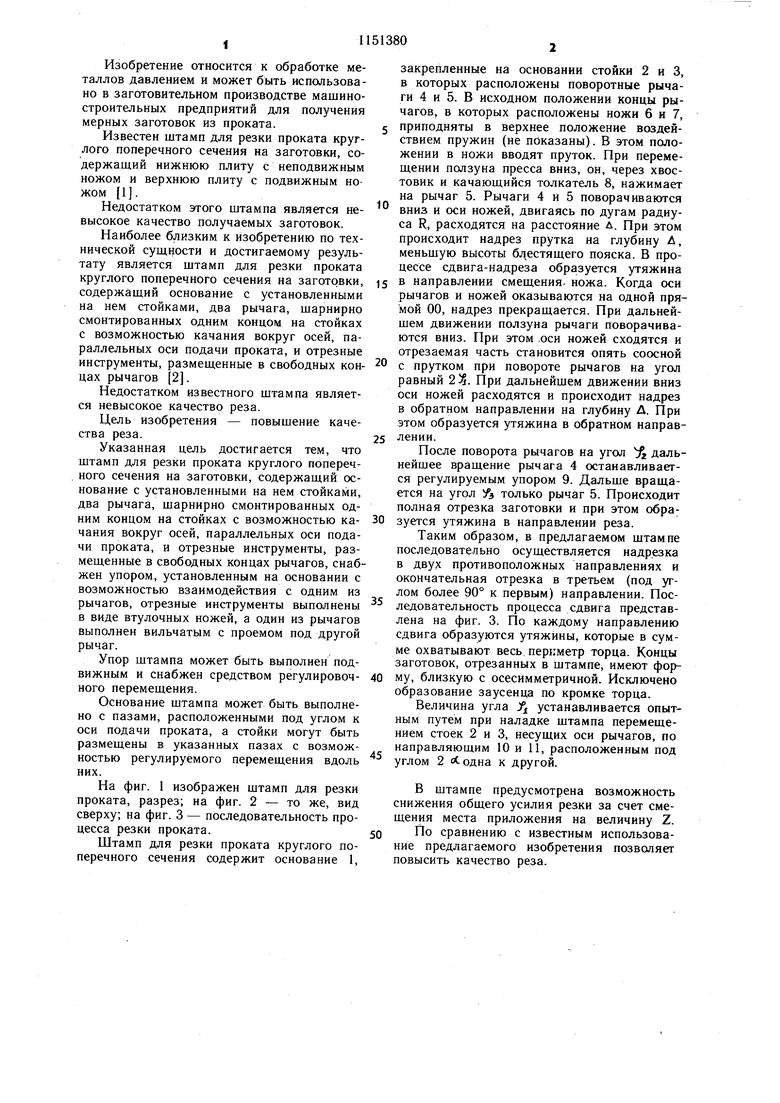
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Штамп для резки пруткового материала | 1976 |
|
SU618215A1 |
| Механизированная линия резки проката | 1974 |
|
SU499061A1 |
| Штамп для резки проката | 1986 |
|
SU1402408A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Штамп для резки сортового проката | 1987 |
|
SU1504014A1 |
| Штамп для резки пруткового материала | 1979 |
|
SU804253A1 |
| УПОР к ШТАМПУ ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА С ДИФФЕРЕНЦИРОВАННЫМ ЗАЖИМОМ | 1973 |
|
SU368022A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
1. ШТАМП ДЛЯ РЕЗКИ ПРОКАТА КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ на заготовки, содержащий основание с установленными на нем ,стойкамн, два рычага, шарнирно смонтированных одним концом на стойках с возможностью качания вокруг осей, параллельных оси подачи проката, и отрезные инструменты, размещенные в свободных концах рычагов, отличающийся тем, что, с целью повышения качества реза, он снабжен упором, установленным на основании с возможностью взаимодействия с одним из рычагов, отрезные инструменты выполнены в виде втулочных ножей, а один из рычагов выполнен вильчатым с проемом под другой рычаг. 2.Штамп по п. 1, отличающийся тем, что упор выполнен подвижным и снабжен средством регулировочного перемещения. 3.Штамп по п. 1, отличающийся тем, что основание выполнено с пазами, расположенными под углом к оси подачи проката а стойки размещены в указанных пазах с возможностью регулируемого перемещения вдоль них.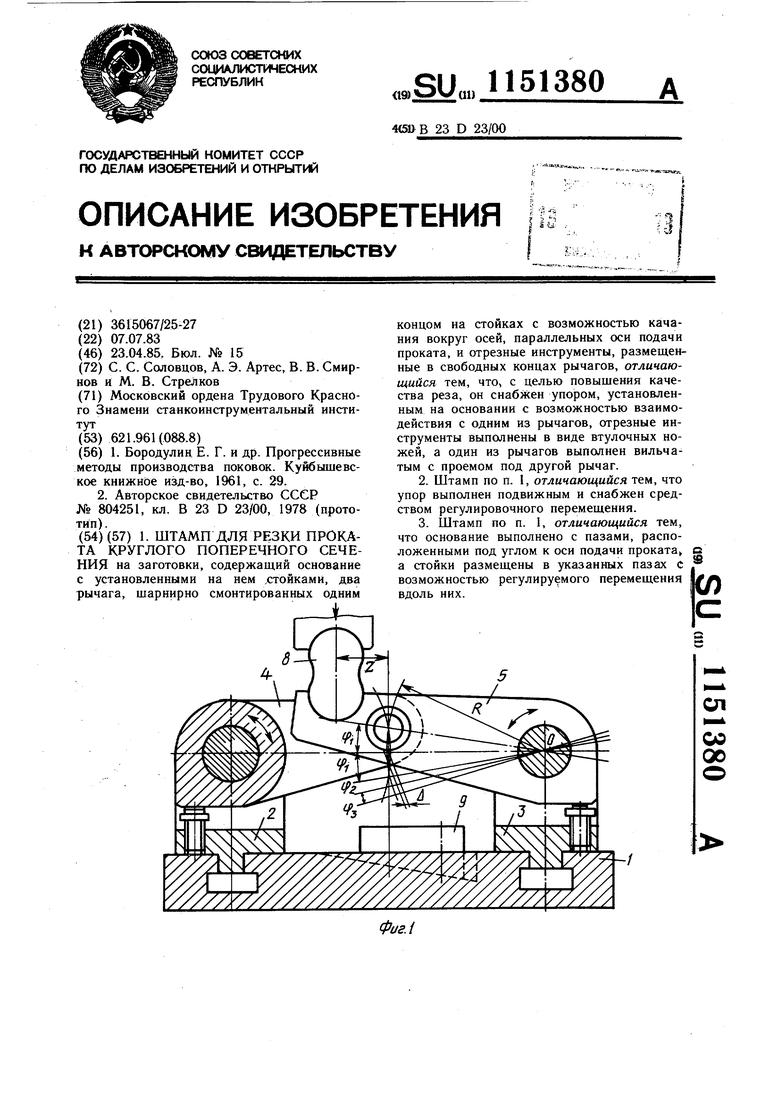
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бородулин Е | |||
| Г | |||
| и др | |||
| Прогрессивные методы производства поковок | |||
| Куйбышевское книжное изд-во, 1961, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для резки пруткового мате-РиАлА | 1978 |
|
SU804251A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
