1
Изобретение относится к резке металла, а именно к способам чистовой резки проката, преимущественно пруткового на мерные детали.
Известны способы резки проката, преимущественно пруткового на мерные детали 1.
При этом способе пруток подается в ножницы до упора и затем прижимается к нижнему HOJKy с помощью прижима. Затем опускается верхний нож и режет пруток, который предварительно приж-имается к верхнему ножу специальным устройством с силой, пропорциональной силе резания. Прижим прутка к обоим ножам весьма значительный и не допускает течения материала в осевом направлении.
Такой способ резания металла обеспечивает сравнительно высокое качество реза, но не обеспечивает высокой производительности, так как резание производится только по одной плоскости и, кроме того, перехват и зажатие прутка особенно подвижным ножом занимает много вспомогательного времени.
Известен также способ резки проката, включающий зажим заготовки с двух сторон, местное утонение заготовки на участке между зажимами и разделение ее по линии ослабленного сечения 2.
Этот способ резания также не отличается высокой производительностью.
Целью изобретения является создание способа чистовой резки прутков на мерные детали, обеспечивающего получение более высокой производительности, а также устройства, реализующего этот способ. Это достигается тем, что местное утонение
заготовки производят в непосредственной близости от каждого из зажимов, а разделение производят сдвигом части заготовки, заключенной меладу ослабленными сечениями. Такой способ быть осуществлен
штампом новой конструкции, содержащим станину с закрепленным на ней неподвижным ножом, приводную подвижную часть с двумя режущими кромками, упор, ограничивающий перемещение заготовки и подпрулсиненный выталкиватель заготовки 3.
Отличие штампа, позволяющего осуществить новый способ, состоит в том, что он снабжен зал имами, расположенными по обе стороны от подвижной части штампа на расстоянии не
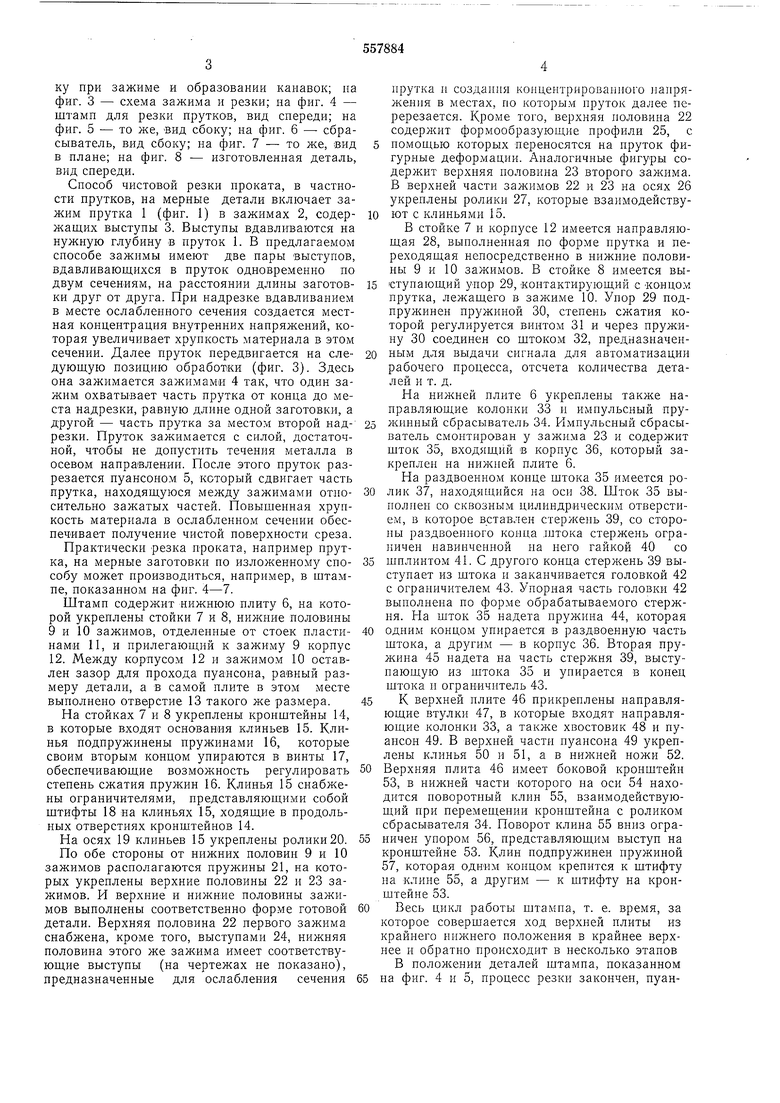
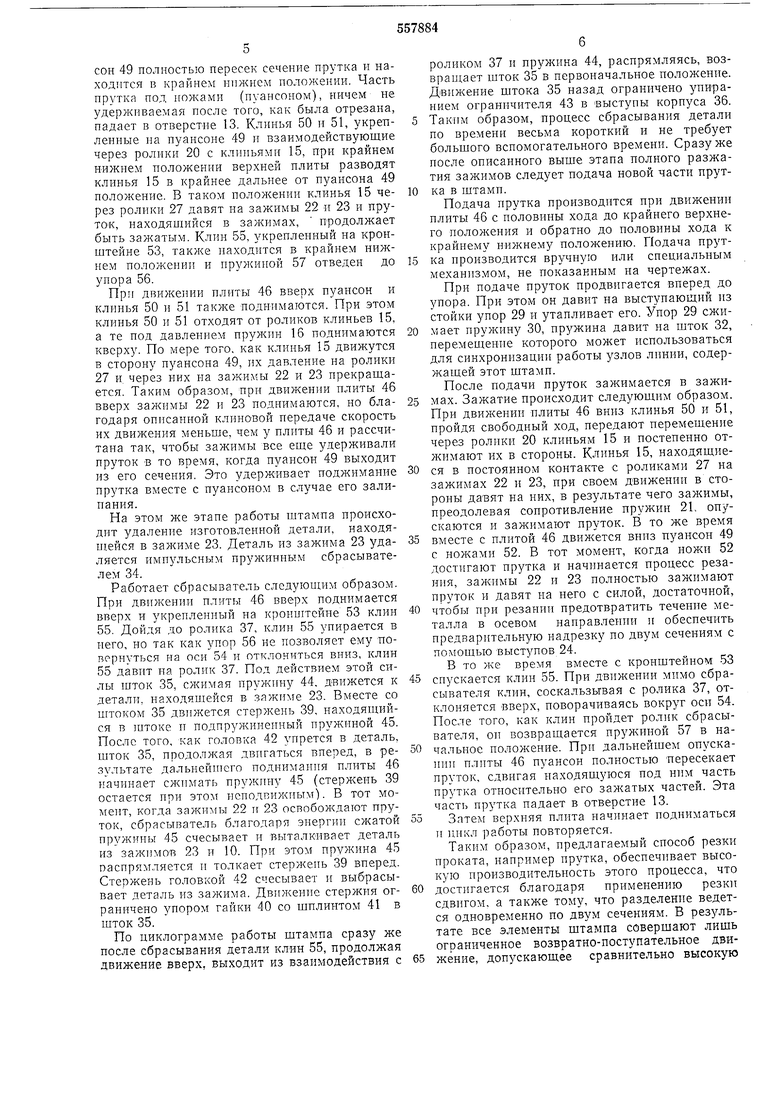
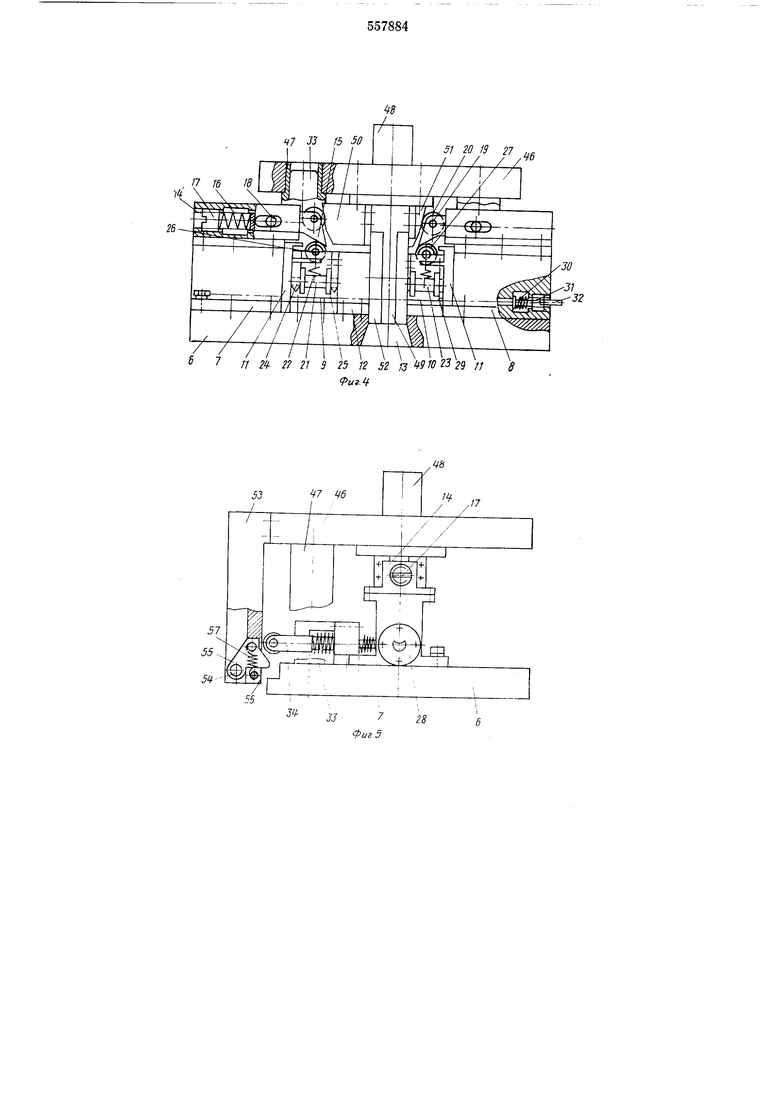
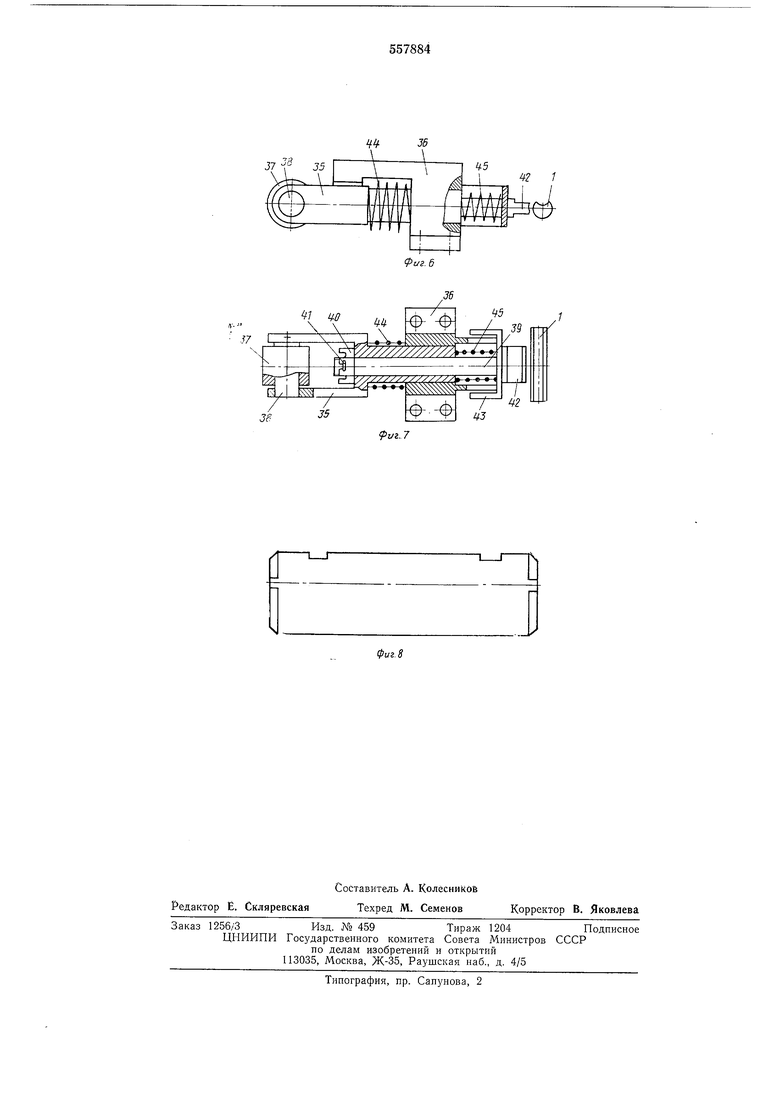
меньше длины детали и приводными от подвижной части штампа посредством клиновых механизмов, причем передний по направлению подачи проката снабжеи кольцевыми по форме заготовки выступами, располол енными на расстоянии длины детали друг от друга и на расстоянии двукратном длине детали от соответствующих режущих кромок подвилсной части штампа. На фиг. 1 изображена схема надрезки заготовки; на фиг. 2 - вид с торца иа заготовку при зажиме и образовании канавок; на фиг. 3 - схема зажима и резки; на фиг. 4 - штамп для резки прутков, вид спереди; на фиг. 5 - то же, -вид сбоку; на фиг. 6 - сбрасыватель, вид сбоку; на фиг. 7 - то же, вид в плане; на фиг. 8 - изготовленная деталь, вид спереди. Способ чистовой резки проката, в частности прутков, на мерные детали включает зажим прутка 1 (фиг. 1) в зажимах 2, содержащих выступы 3. Выступы вдавливаются на нужную глубину в пруток 1. В предлагаемом способе зажимы имеют две пары выступов, вдавливающихся в пруток одновременно по двум сечениям, на расстоянии длины заготовки друг от друга. При надрезке вдавливанием в месте ослабленного сечения создается местная концентрация внутренних напряжепий, которая увеличивает хруикость материала в этом сечении. Далее пруток передвигается на следующую позицию обработки (фиг. 3). Здесь она зажимается зажимами 4 так, что один зажим охватывает часть прутка от конца до места надрезки, равную длине одной заготовки, а другой - часть прутка за местом второй надрезки. Пруток зажимается с силой, достаточной, чтобы не донустить течения металла в осевом направлении. После этого пруток разрезается пуансоном 5, который сдвигает часть прутка, находящуюся между зажимами относительно зажатых частей. Повыщенная хрупкость материала в ослабленном сечении обеспечивает получение чистой поверхности среза. Практически резка цроката, например прутка, на мерные заготовки ио изложенному способу может производиться, например, в штампе, показанном на фиг. 4-7. Штамп содержит нижнюю плиту 6, на которой укреплены стойки 7 и 8, нижние половины 9 и 10 зажимов, отделенные от стоек пластинами 11, и прилегающий к зажиму 9 корпус 12. Между корпусом 12 и зажимом 10 оставлен зазор для прохода пуансона, равный размеру детали, а в самой плите в этом месте выполнено отверстие 13 такого же размера. На стойках 7 и 8 укреплены кронштейны 14, в которые входят основания клиньев 15. Клинья подпружинены пружинами 16, которые своим вторым концом упираются в винты 17, обеспечивающие возможность регулировать степень сжатия пружин 16. Клинья 15 снабжены ограничителями, представляющими собой штифты 18 на клиньях 15, ходящие в продольных отверстиях кронштейнов 14. На осях 19 клиньев 15 укреплены ролики 20. По обе стороны от нижних половин 9 и 10 зажимов располагаются пружины 21, на которых укреплены верхние половины 22 и 23 зажимов. И верхние и нижние половины зажимов выполнены соответственно форме готовой детали. Верхняя половина 22 первого зажима снабжена, кроме того, выступами 24, нижняя половина этого же зажима имеет соответствующие выступы (на чертежах не показано), предназначенные для ослабления сечения прутка и создания концентрированного напряжения в местах, по которым пруток далее перерезается. Кроме того, верхняя половина 22 содержит формообразующие профили 25, с помощью которых переносятся на пруток фигурные деформации. Аналогичные фигуры содержит верхняя половина 23 второго зажима. В верхней части зажимов 22 и 23 на осях 26 укреплены ролики 27, которые взаимодействуют с клиньями 15. В стойке 7 и корпусе 12 имеется направляющая 28, выполпенная по форме прутка и переходящая непосредственно в нижние половины 9 и 10 зажимов. В стойке 8 имеется выступающий упор 29, контактирующий с «онцом прутка, лежащего в зажиме 10. Упор 29 подпружинен пружиной 30, степень сжатия которой регулируется винтом 31 и через пружину 30 соединен со щтоком 32, предназначенным для выдачи сигнала для автоматизации рабочего процесса, отсчета количества деталей и т. д. На нижней плите 6 укреплены также направляющие колонки 33 и импульсный прул ;инный сбрасыватель 34. Импульсный сбрасыватель смонтирован у зажима 23 и содержит щток 35, входящий в корпус 36, который закреплен на нижней плите 6. На раздвоенном конце штока 35 имеется ролик 37, находящийся на оси 38. Шток 35 выполпеи со сквозным цилиндрическим отверстием, в которое вставлен стержень 39, со стороны раздвоенного конца штока стержень ограничен навинченной на него гайкой 40 со щплинтом 41. С другого конца стержень 39 выступает из штока и заканчивается головкой 42 с ограничителем 43. Упорная часть головки 42 выполнена по форме обрабатываемого стержня. На щток 35 надета пружина 44, которая одним концом упирается в раздвоенную часть штока, а другим - в корпус 36. Вторая пружина 45 надета на часть стержня 39, выступающую из щтока 35 и упирается в конец щтока и ограничитель 43. К верхней плите 46 прикреплены паправляющие втулки 47, в которые входят направляющие колонки 33, а также хвостовик 48 и пуансон 49. В верхней части пуансона 49 укреплены клинья 50 и 51, а в нижней ножи 52. Верхняя плита 46 имеет боковой кронщтейн 3, в нижней части которого на оси 54 нахоится поворотный клин 55, взаимодействуюий при перемещении кронштейна с роликом брасывателя 34. Поворот клина 55 вниз ограичен упором 56, представляющим выступ на ронщтейне 53. Клин подпружинен пружиной 7, которая одним концом крепится к штифту а клине 55, а другим - к штифту на кронштейне 53. Весь цикл работы штампа, т. е. время, за оторое совершается ход верхней плиты из райнего нижнего положения в крайнее верхее и обратно ироисходит в несколько этапов В пололсении деталей штампа, показанном а фиг. 4 и 5, процесс резки закончен, пуансон 49 полностью пересек сеченне прутка н находится в крайнем нижнем положенин. Часть нрутка под ножамп (пуансоном), ничем не удерживаемая после того, как была отрезана, падает в отверстие 13. Клинья 50 н 51, укрепленные на пуансоне 49 и взаимодействующие через ролики 20 с клиньями 15, при крайнем нижнем ноложении верхней плиты разводят клинья 15 в крайнее дальнее от пуансона 49 положение. В таком положении клинья 15 через ролики 27 давят на зажимы 22 и 23 и пруток, находящийся в зажимах, продолжает быть зажатым. Клин 55, укрепленный на кронштейне 53, также находится в крайнем нижнем положении и нружнной 57 отведен до упора 56. При движении плиты 46 вверх пуаисон н клинья 50 и 51 также поднимаются. При этом клинья 50 н 51 отходят от роликов клиньев 15, а те под давлением пружин 16 поднимаются кверху. По мере того, как клинья 15 движутся в сторону пуансона 49, их давление на ролики 27 и через них иа зажимы 22 и 23 прекращается. Таким образом, при движении нлиты 46 вверх зажимы 22 и 23 поднимаются, но благодаря описанной клиновой передаче скорость их движения меньше, чем у плиты 46 и рассчитана так, чтобы зажимы все еще удерживали пруток в то время, когда пуансон 49 выходит из его сечения. Это удерживает поджимание прутка вместе с пуансоном в случае его залинания. На этом же этапе работы штампа происходит удаление изготовленной детали, находяИ1.ейся в зажиме 23. Деталь из зажима 23 удаляется импульсным пружинным сбрасывателем 34. Работает сбрасыватель следуюнхнм образом. При движении плиты 46 вверх поднимается вверх и укрепленный на кроннттсйне 53 клин 55. Дойдя до ролика 37, клин 55 упирается в иего, но так как упор 56 не позволяет ему повернуться на оси 54 и отклониться вниз, клин 55 давит на ролик 37. Под действием этой силы шток 35, сжимая пружину 44. движется к детали, находяшейся в зажиме 23. Вместе со штоком 35 движется стержень 39, находящийся в niTOKe н подпружиненный пружнной 45. После того, как головка 42 упрется в деталь, шток 35, продолжая двигаться вперед, в результате дальнейнтего поднимания плиты 46 начинает сл нлгать пружину 45 (стержень 39 остается при этом иеподвижиым). В тот момент, когда 22 тг 23 освобождают пруток, сбрасыватель благодаря энергин сжатой пружины 45 счесывает и выталкивает деталь из зажимов 23 и 10. При этом пружина 45 распрямляется и толкает стержеиь 39 вперед. Стержень головкой 42 счесывает н выбрасывает деталь нз зажима. Движеиие стержня ограничено упором гайки 40 со шплинтом 41 в шток 35. По циклограмме работы штампа сразу же после сбрасывания детали клин 55, продолжая вверх, выходит из взаимодействия с роликом 37 и пружина 44, распрямляясь, возвранхает шток 35 в первоначальное положение. Движение штока 35 назад ограничено унираиием ограннчителя 43 в выступы кориуса 36. Таким образом, процесс сбрасывания детали по времени весьма короткий и не требует большого вспомогательного времени. Сразу же иосле описанного выще этапа полного разжатия зажимов следует подача новой части прутка в штамп. Подача прутка производится при движении плиты 46 с ноловнны хода до крайнего верхнего ноложеиия н обратно до половины хода к крайнему нижнему положению. Подача прутка производится вручную или специальным механизмом, не показанным на чертежах. При подаче пруток продвигается вперед до упора. При этом он давит на выступающий из стойки упор 29 и утапливает его. Упор 29 сжимает пружину 30, пружина давит на шток 32, перемещение которого может использоваться для синхроннзации работы узлов линии, содержащей этот щтамп. После подачи пруток зажимается в зажимах. Зажатие происходит следующим образом. При движении илиты 46 вниз клинья 50 и 51, пройдя свободный ход, передают перемещение через ролики 20 клиньям 15 и постепенио отжимают их в стороиы. Клинья 15, находящиеся в постоянном контакте с роликами 27 на зажимах 22 и 23, при своем движении в стороиы давят на них, в результате чего зажимы, преодолевая сопротивление пружин 21, опускаются н зажимают пруток. В то же время вместе с плитой 46 движется вниз пуансон 49 с ножами 52. В тот момент, когда ножи 52 достигают прутка и начииается процесс резания, зажимы 22 н 23 полиостью зажимают пруток и давят на него с силой, достаточиой, чтобы при резании предотвратить течение металла в осевом направлении и обеспечить предварительную надрезку по двум сечениям с помощью выступов 24. В то же время вместе с кронштейном 53 спускается клин 55. При движеиии мимо сбрасывателя клин, соскальзывая с ролика 37, отклоняется вверх, поворачиваясь вокруг оси 54. После того, как клин пройдет ролик сбрасывателя, ои возвращается пружиной 57 в начальное положение. При дальнейщем опусканни плиты 46 пуансон полностью пересекает пруток, сдвигая иаходящуюся иод ним часть прутка относительно его зажатых частей. Эта часть прутка падает в отверстие 13. Затем верхияя плита иачииает подниматься и никл работы повторяется. Таким образом, предлагаелтый способ резки проката, например прутка, обеспечпвает высокую производительиость этого процесса, что достигается благодаря применению резки сдвигом, а также тому, что разделение ведется одновременно по двум сечениям. В результате все элементы штампа соверщают лишь ограниченное возвратно-поступательное движёние, допускающее сравнительно высокую
скорость движения, простоту привода п автоматизацию процесса.
Применение импульсного сбрасывателя, который сбрасывает мгновенно и нримеилм при любой циклограмме работы штампа, позволяет решить сложную задачу удаления отрезанной детали, унираюшейся в неподвижный упор и ограниченной элементами зажима, а также применять как ручную, так и автоматическую подачу материала.
Таким образом, предлагаемые способ и устройство обеспечивают высокую производительность при изготовлении деталей.
Кроме того, благодаря создаваемому ослабленному сечению с концептрированными напряжениями, образуемому вдавливанием, надежному зажиму и подаче прутка до упора обеспечивается высокое качество среза и высокая точность размеров изготовленной детали.
Большое усилие в иозволяет использовать их путем придания соответствующей конфигурации для получения готовых деталей сложной формы, например, с выемками, пазами без последуюшей обработки.
Предлагаемый способ, а также устройство могут быть использованы для резания и изготовления деталей разной конфигурации. Для этого достаточно лишь придать соответствующую форму зажимам и направляющей и поставить на нужную длину зажимы, ножи и упор.
Формула изобретения
1. Способ резки проката, например, прутков, на мерные длины, включающий зажим заготовки с двух сторон, местное утонение заготовки на участке между зажимами и разделение ее по линии ослабленного сечения, о тл и ч а ю щ и и с я тем, что, с целью повышения
производительности и улучшения качества обработки, местное утонение заготовки производят иепосредственно перед зажимами, а разделение производят сдвигом части заготовки, заключенной между ослаблениыми сечениями.
2. Штамп для осуществления способа резки проката, например, прутков, на мерные длины по п. I, содержащий стаиииу с закрепленным на ней неподвижным ножом, приводную подвижную часть с двумя режуии1ми кромками,
упор, ограничивающий перемещение заготовки и подпружиненный выталкиватель заготовок, о т л и ч а ю щ и и с я тем, что он снабжен зажимами, расположенными по обе стороны от подвижной части штампа на расстоянии
не меньше длины детали и ириводиыми от подвижной частн штампа посредством клиновых механизмов, причем передний по иаправлению подачи проката зажим снабжен кольцевыми по форме заготовки выступами, расположенными на расстоянии длины детали друг от друга и на расстоянии двукратном длине детали от соответствующих режущих кромок подвил ной части щтампа.
Источники пиформацни, принятые во внимаиие при экспертизе:
1.Авторское свидетельство СССР №219362, М. Кл.2 В 23D 23/00, 1967.
2.Авторское свидетельство СССР № 228480, М. Кл.2 В 23D 23/00, 1967.
3.Авторское свидетельство СССР №428832, М. Кл.2 В 23D 23/00, 1972.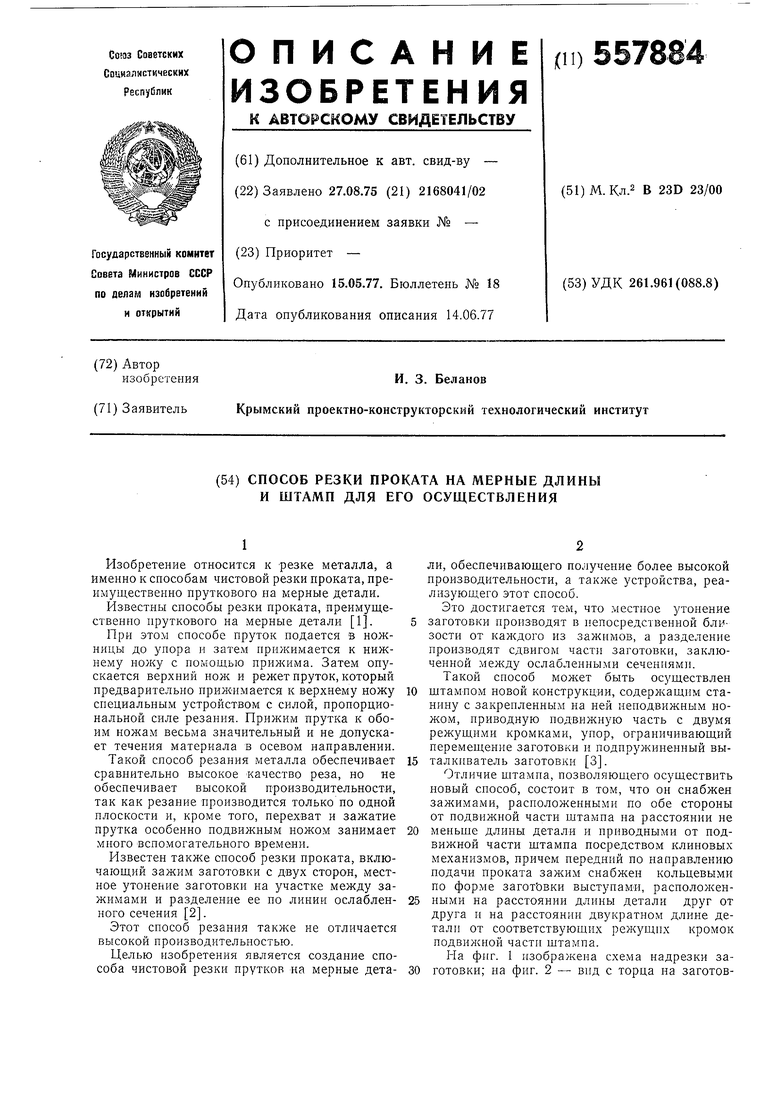

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1986 |
|
SU1402408A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки проката | 1976 |
|
SU601156A2 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для резки проката | 1983 |
|
SU1092014A1 |
| Штамп для резки проката на мерные длины | 1981 |
|
SU988472A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
t I
clL:i:iiil::jz:
uzn
я7/ / / / I V
° 7 ; . .; ; 5 25 к 52 }з 970 23 29 П 8
.
5J
514
f/V /
J7 35
42 1
