pa, на штоке которого установлены упорный яодшипник, взаимодействующий с торцом разрезаемого проката 4, а также механизм зажима и поворота проката (на чертеже не показан).
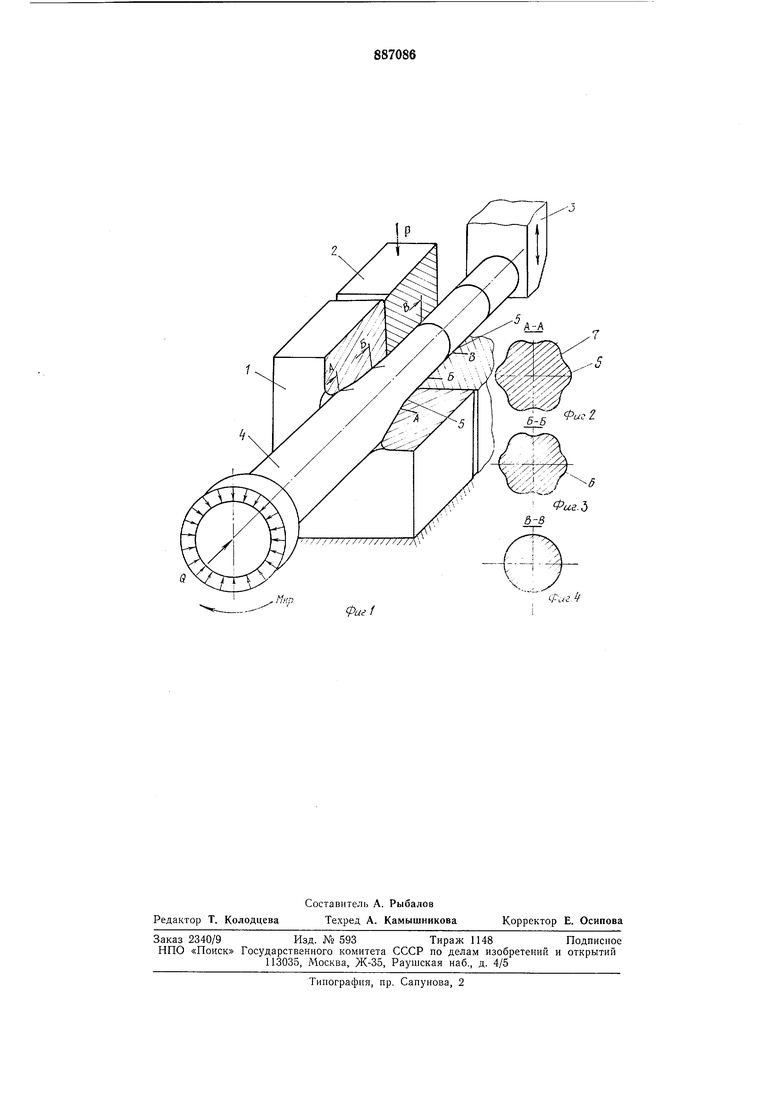
Подвижный и неподвил :ный ножи установлены соосно один за другим и контактируют боковыми торцами. В ножах выполнено сквозное отверстие 5. Поперечные размеры отверстия 5 уменьшаются в направлении от неподвижного ножа к подвижному. В последнем отверстие становится цилиндрическим. Форма поперечного сечения изменяется последовательно следующим образом: заходная часть и зона редуцирования в неподвижном ноже 1 - периметр сечения описан плавно сопрялсенными чередующимися выпуклыми и вогнутыми относительно центра дугами 6, 7 с шестью осями симметрии, зона калибровки в подвижном ноже 2 - постепенный переход криволинейного профиля, в месте контакта ножей 1 и 2 совпадающего с профилем зоны редуцировамия, в круглый.
Способ осуществляется следующим образом.
Прокат 4 под действием осевого усилия задается в отверстие 5 неподвижного и подвижного ножей 1, 2 до упора 3. При этом материал проката 4 пластически деформируется, редуцируется, причем профиль сечения в зоне реза становится криволинейным, описанным плавно сопряженными чередующимися выпуклыми и вогнутыми относительно центра дугами 6 и 7.
Одновременно к свободному концу проката прикладывают крутящий момент . Затем подвижный нож 2 перемещают в направлении резания относительно неподвижного ножа 1 усилием Р.
При этом происходит разделение материала прутка.
Дополнительное напряжение, равное (0,3-0,9) стт материала проката, создаваемое в очаге деформации в результате приложения к свободному концу прутка крутящего момента, суммируется с напряжением усилия резания, что позволяет снизить последнее.
Напряжение, меньшее 0,30т не оказывает существенного влияния на снижение усилия резания, а следовательно, и на улучшение качества среза. Создание же напряжения, больщего 0,9 сгт приводит к скручиванию свободного конца заготовки.
Придание прокату к моменту реза такой формы, где профиль сечения описан волнистой кривой, обеспечивает дробность деформации. Это усилие деформирования при редуцировании, а также позволяет более рационально распределить удельные давления по контуру и тем самым в значительной мере устранить сплющивание отрезаемой заготовки в направлении резания, т. е. повысить качество за счет получения заготовок равного и точного объема.
Предлагаемый способ резки круглого проката позволяет повысить качество получаемых заготовок и снизить необходимое для разделения усилие.
Формула изобретения
Способ резки круглого проката на заготовки путем предварительного редуцирования проката с изменением формы его поперечного сечения, приложения к прокату усилия сдвига и последующей калибровки,
отличающийся тем, что, с целью повыщения качества получаемых заготовок и снижения необходимого для разделения усилия, при редуцировании к прокату прикладывают крутящий момент, создающий в
очаге деформации дополнительное напряжение, равное 0,3-0,9 предела текучести материала проката, при этом при редуцировании прокату придают форму поперечного сечения, периметр которого образован
плавно сопряженными чередующимися выпуклыми и вогнутыми относительно центра проката дугами, и имеет, по крайней мере, шесть осей симметрии.
Псточпики информации,
припятые во внимание при экспертизе
1. Авторское свидетельство СССР № 603507, кл. В 23D 23/00, 22.10.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Способ резки круглого проката сдвигом и устройство для его осуществления | 1975 |
|
SU603507A1 |
| Блок ножей для резки проката цилиндрического поперечного сечения | 1989 |
|
SU1682056A1 |
| СПОСОБ РЕЗКИ ГОРЯЧЕГО ПРОКАТА | 1997 |
|
RU2121414C1 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ | 2001 |
|
RU2209710C2 |
| Опорная планка роликового стана периодической прокатки труб | 1979 |
|
SU871857A1 |
| Установка для раскроя проката | 1991 |
|
SU1775245A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПАЛУБОЧНОГО ПРОФИЛЯ | 2008 |
|
RU2392073C2 |
| КОМПЛЕКТ НОЖЕЙ НОЖНИЦ | 2003 |
|
RU2249495C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2398642C2 |