ч
iW СП
5


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для копирования линии стыка | 1979 |
|
SU772762A1 |
| Устройство для автоматического копирования линии сварного соединения | 1980 |
|
SU963754A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| Устройство для сварки криволинейных замкнутых швов | 1967 |
|
SU287728A1 |
| Устройство для сварки деталей слиНиЕй иХ СТыКА лОМАНОй фОРМы | 1979 |
|
SU841836A1 |
| Устройство для сварки плоских криволинейных швов | 1981 |
|
SU998066A2 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
Использование сварка изделий с криволинейным контуром за счет автоматического копирования контура К сварочной головке 13 кронштейном 16 крепится неподвижная гайка 2 г винтом 1 3 с роликом 4 крепится к винту 1 Винт 1 через шарик 6 соединен с плечом 7 рычага. Плечо 8 рычага при копировании поверхности изделия 15 роликом 4 воздействует на подвижный анод 10 преобразователя 11. Преобразователь 11 через схему 12 управляет приводом коррекции головки 13. Устройство повышает качество швов при электронно-лучевой или автоматической дуговой сварке за счет точного копирования поверхности изделия 1 з п,ф-лы, 1 ил
Изобретение относится к сварке, а именно к устройствам автоматического копирования криволинейных контуров.
Известно устройство для копирования линии стыка, содержащее сварочную голо- вку, концентрично охватывающий ее поворотный стакан, шарнирно соединенный с рычагом с закрепленным на конце рычага датчиком стыка и кинематически связанный с приводом горизонтальных перемещений датчика стыка, при этом привод вертикальных перемещений датчика стыка жестко закреплен на стакане.
Недостатком этого устройства является наличие многозвенной передаточной систе- мы, уменьшающей точность и надежность слежения по стыку, так как следящее копирование линии стыка по сигналам датчика осуществляется посредством кинематической связи через редукторы с привода гори- зонтальных и вертикальных перемещений датчика стыка
Известен датчик положения свариваемого изделия, содержащий копирный рычаг с копирующим положение поверхности из- делия наконечником, соединенный с промежуточным звеном посредством шарика промежуточное звено, выполненное в виде толкателя, жестко закрепленного на якоре, и преобразователь механических переме- щений якоря в электрические сигналы.
Недостатком данного датчика является наличие трущихся поверхностей, выполненных по подвижной посадке, требующих точного изготовления и защиты от попадания загрязнений, наличие возвратных пружин, жесткость которых в процессе эксплуатации изменяется, что снижает точность и надежность слежения по стыку, особенно при незначительных отклонениях положения свариваемого изделия.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для сварки криволинейных швов с автоматическим ко- пированием, содержащее сварочную головку с приводом ее коррекции, закрепленный на сварочной головке кронштейн, размещенный на кронштейне копирный блок с копирным рычагом и копирным подпружи- ненным роликом, связанный посредством промежуточного звена с преобразователем механических перемещений в электрические сигналы, воздействующие на привод коррекции сварочной головки.
Недостатком известного устройства является импульсный ступенчатый характер копирования что снижает точность и надежность слежения по стыку, необходи мость корректировки скорости приводя
продольного перемещения в зависимости от кривизны свариваемой детали, что усложняет ведение процесса сварки. Сигнал, поступающий в преобразователь-, не усиливается, чувствительность устройства не повышается. Устройство имеет ограниченные технологические возможности, так как работает только на незамкнутых контурах,
Целью изобретения является повышение качества сварки за счет повышения точности и надежности автоматического слежения за стыком, расширение технологических возможностей устройства.
Для достижения поставленной цели в известном устройстве для сварки криволинейных швов с автоматическим копированием, содержащим сварочную головку с приводом ее коррекции, а также закрепленный на сварочной головке кронштейн с установленным на нем копирным блоком с подпружиненным копирным рычагом, копирным роликом и передаточным звеном, соединенным с преобразователем механических перемещений в электрические сигна- лы воздействия на привод коррекции сварочной головки, копирный блок выполнен в виде поворотного винта с неподвижной гайкой, передаточное звено выполнено в виде двуплечего поворотного рычага, а копирный рычаг с копирным роликом закреплен на поворотном винте и подпружинен относительно гайки, при этом одно плечо двуплечего рычага посредством шарика соединено с торцом поворотного винта, а другое плечо этого рычага соединено с преобразователем механических перемещений в электрические сигналы.
Преобразователь механических перемещений в электрические сигналы выполнен в виде электронной лампы, например механотрона, с подвижным анодом, соединенным с плечом двуплечего рычага передаточного звена.
В предлагаемом устройстве копирный блок выполнен в виде поворотного винта с неподвижной гайкой, передаточное звено выполнено в виде двуплечего поворотного рычага с плечами длиной I и L, а копирный рычаг с копирным роликом закреплен на поворотном винте и подпружинен относительно гайки при этом одно плечо двуплечего рычага длиной I посредством шарика соединено с торцом поворотного винта, а другое плечо длиной L этого рычага соединено с подвижным анодом преобразователя механических перемещений в электрические сигналы выполненного в виде электронной лампы, например механотрона.
Конструкция копирного блока, выполненного в виде поворотного винта с неподвижной гайкой, копирного рычага с копир- ным роликом, закрепленного на поворотном винте и подпружиненного относительно гайки, повышает точность и надежность слежения по стыку, так как электрические сигналы, воздействующие на привод коррекции сварочной головки, отрабатываются на ранней стадии ее отклонения от свариваемого стыка в пределах 0,05..-.0,1 мм; передаточное звено, выполненное в виде двуплечего поворотного рычага с длиной плеч I и L, повышает чувствительность устройства за счет усиления сигнала, поступающего в преобразователь, пропорционально коэффициенту К -, что также повышает точность и надежность устройства.
На чертеже схематично изображено устройство для сварки криволинейных швов с автоматическим копированием.
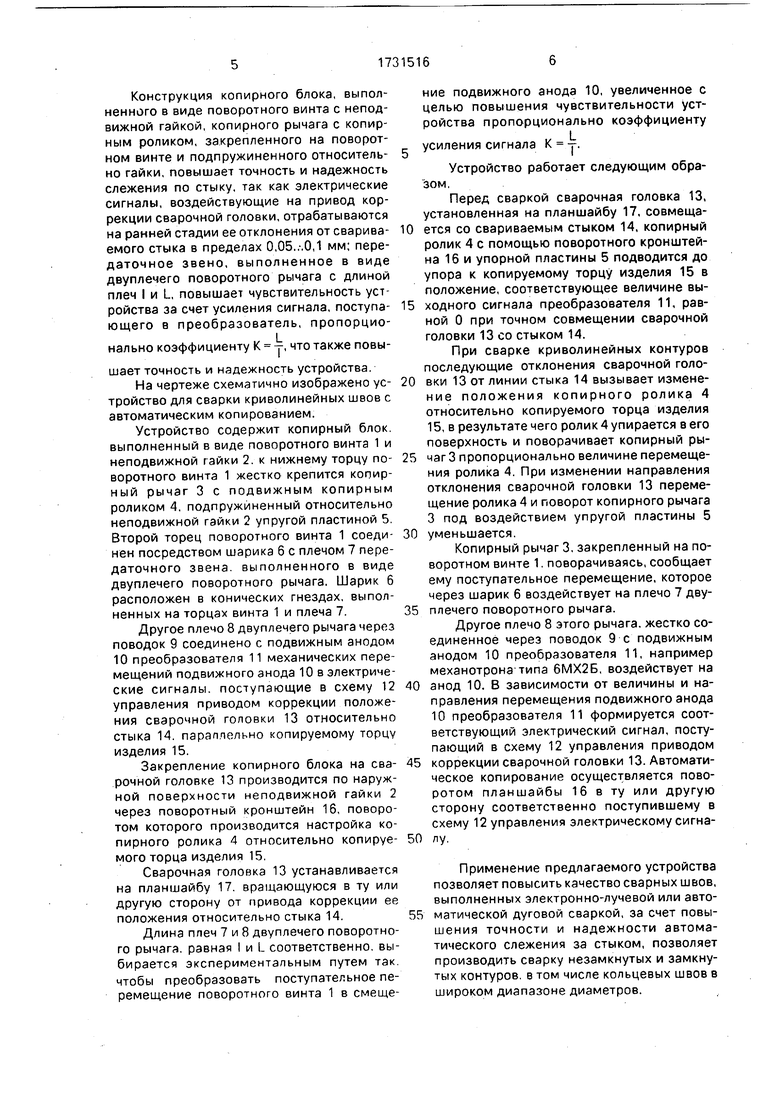
Устройство содержит копирный блок, выполненный в виде поворотного винта 1 и неподвижной гайки 2. к нижнему торцу поворотного винта 1 жестко крепится копирный рычаг 3 с подвижным копирным роликом 4. подпружиненный относительно неподвижной гайки 2 упругой пластиной 5. Второй торец поворотного винта 1 соединен посредством шарика 6 с плечом 7 передаточного звена, выполненного в виде двуплечего поворотного рычага. Шарик 6 расположен в конических гнездах, выполненных на торцах винта 1 и плеча 7.
Другое плечо 8 двуплечего рычага через поводок 9 соединено с подвижным анодом 10 преобразователя 11 механических перемещений подвижного анода 10 в электрические сигналы, поступающие в схему 12 управления приводом коррекции положения сварочной головки 13 относительно стыка 14. параппельно копируемому торцу изделия 15.
Закрепление копирного блока на сварочной головке 13 производится по наружной поверхности неподвижной гайки 2 через поворотный кронштейн 16, поворотом которого производится настройка копирного ролика 4 относительно копируемого торца изделия 15.
Сварочная головка 13 устанавливается на планшайбу 17. вращающуюся в ту или другую сторону от привода коррекции ее положения относительно стыка 14.
Длина плеч 7 и 8 двуплечего поворотного рычага, равная I и I. соответственно, выбирается экспериментальным путем так. чтобы преобразовать поступательное перемещение поворотного винта 1 в смещение подвижного анода 10, увеличенное с целью повышения чувствительности устройства пропорционально коэффициенту
усиления сигнала К у.
I
Устройство работает следующим образом.
Перед сваркой сварочная головка 13, установленная на планшайбу 17, совмещается со свариваемым стыком 14, копирный ролик 4 с помощью поворотного кронштейна 16 и упорной пластины 5 подводится до упора к копируемому торцу изделия 15 в положение, соответствующее величине выходного сигнала преобразователя 11, равной 0 при точном совмещении сварочной головки 13 со стыком 14.
При сварке криволинейных контуров последующие отклонения сварочной головки 13 от линии стыка 14 вызывает изменение положения копирного ролика 4 относительно копируемого торца изделия 15, в результате чего ролик 4 упирается в его поверхность и поворачивает копирный рычаг 3 пропорционально величине перемещения ролика 4. При изменении направления отклонения сварочной головки 13 перемещение ролика 4 и поворот копирного рычага 3 под воздействием упругой пластины 5
уменьшается.
Копирный рычаг 3, закрепленный на поворотном винте 1. поворачиваясь, сообщает ему поступательное перемещение, которое через шарик 6 воздействует на плечо 7 двуплечего поворотного рычага.
Другое плечо 8 этого рычага, жестко соединенное через поводок 9 с подвижным анодом 10 преобразователя 11, например механотрона типа 6МХ2Б, воздействует на
анод 10. В зависимости от величины и направления перемещения подвижного анода 10 преобразователя 11 формируется соответствующий электрический сигнал, поступающий в схему 12 управления приводом
коррекции сварочной головки 13.Автоматическое копирование осуществляется поворотом планшайбы 16 в ту или другую сторону соответственно поступившему в схему 12 управления электрическому сигналу.
Применение предлагаемого устройства позволяет повысить качество сварных швов, выполненных электронно-лучевой или авто- матической дуговой сваркой, за счет повышения точности и надежности автоматического слежения за стыком, позволяет производить сварку незамкнутых и замкнутых контуров, в том числе кольцевых швов в широком диапазоне диаметров.
Формула изобретения
1, Устройство для сварки криволинейных швов с автоматическим копированием, содержащее сварочную головку с приводом ее коррекции, а также закрепленный на сварочной головке кронштейн с установленным на нем копирным блоком с подпружиненным копирным рычагом, копирным роликом и передаточным звеном, соединенным с преобразователем механических перемещений в электрические сигналы воздействия на привод коррекции сварочной головки, отличающееся тем. что, с целью повышения качества сварки за счет повышения точности и надежности автоматического слежения за стыком, а также расширения технологических возможно0
стей, копирный блок выполнен в виде поворотного винта с неподвижной гайкой, передаточное звено - в виде двуплечего поворотного рычага, а копирный рычаг с копирным роликом закреплен на поворотном винте и подпружинен относительно гайки, при этом одно плечо двуплечего рычага посредством шарика соединено с торцом поворотного винта, а другое плечо - с преобразователем механических перемещений в электрические сигналы.
| Устройство для копирования линии стыка | 1979 |
|
SU772762A1 |
