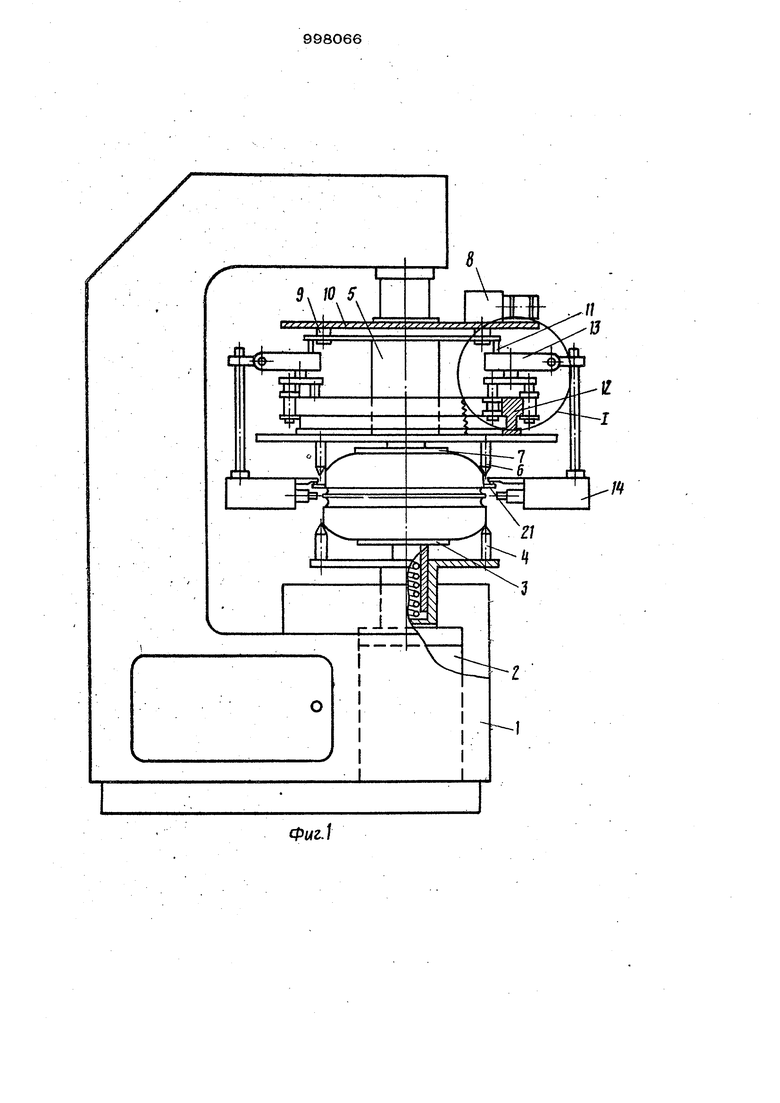
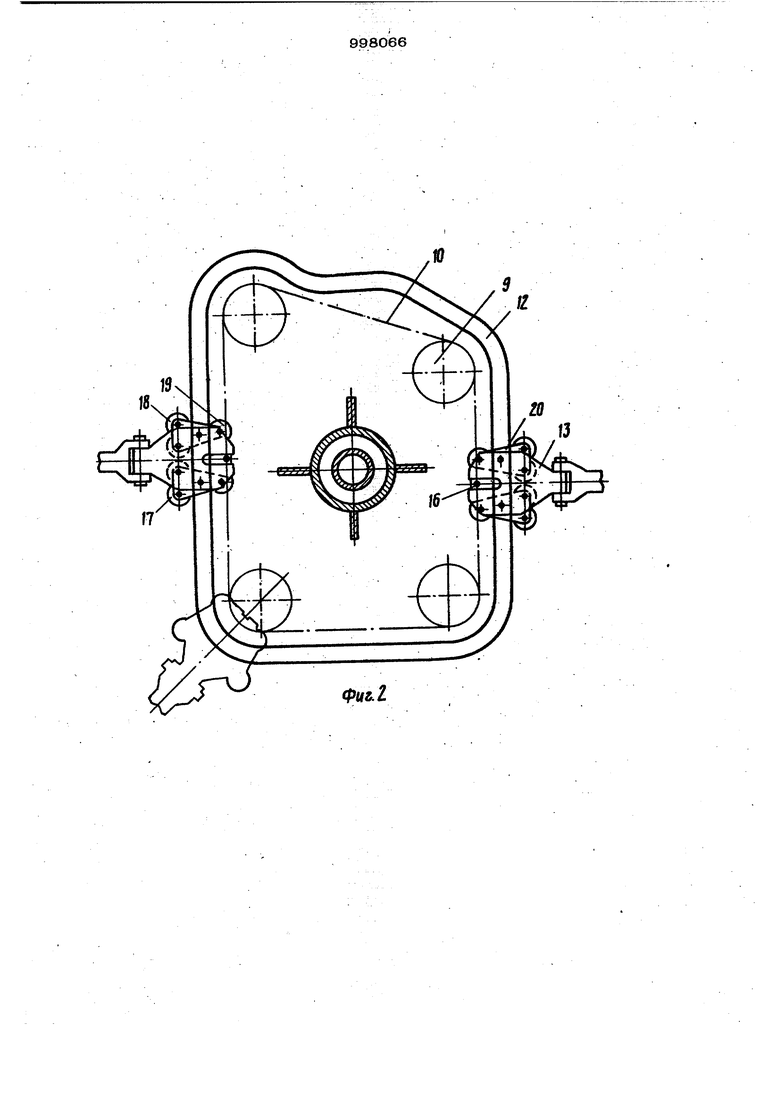
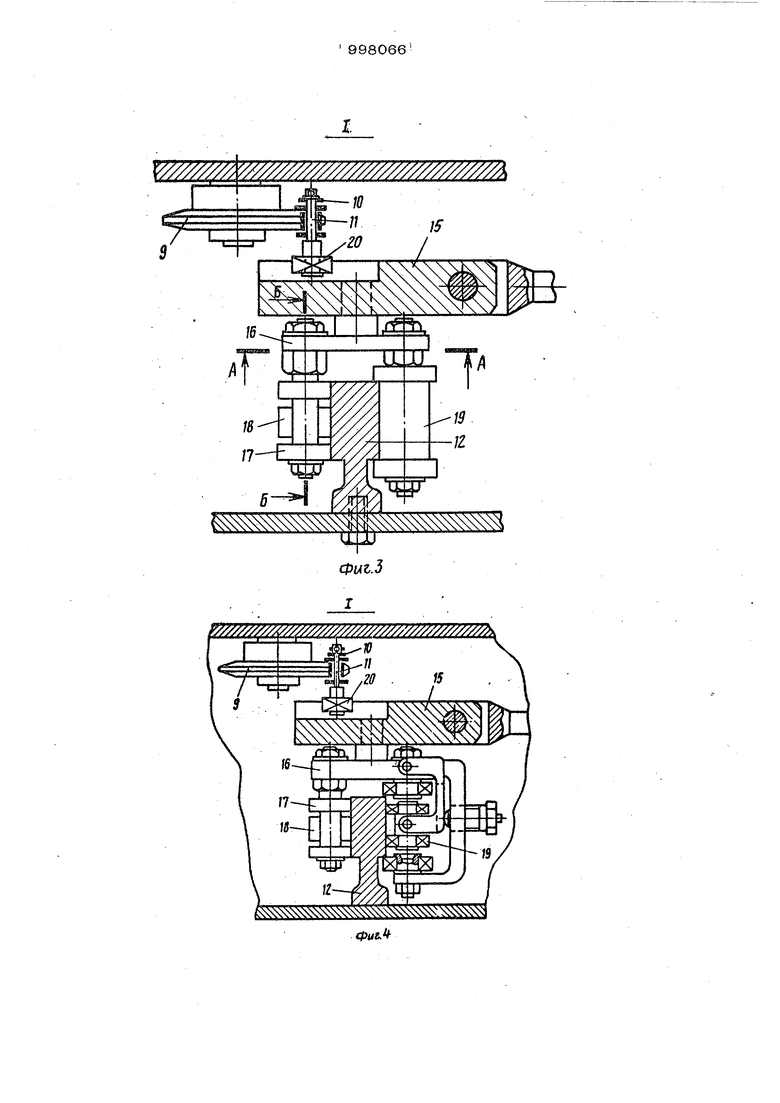
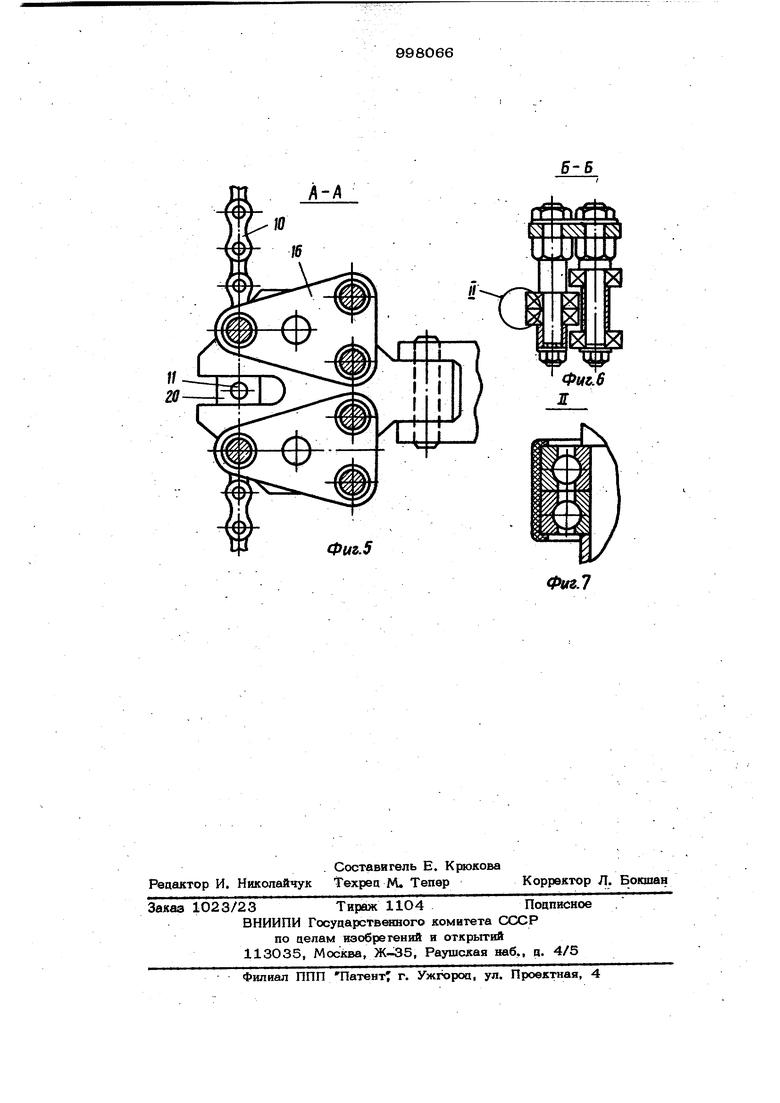
Изобретение относигся к сварочному оборуцованию, преимущественно к устрой вам цпя сварки изцелий по криволинейному контуру. По основному авт. св. № 93524О известно устройство для сварки плоских криволинейных швов, содержащее опрру . для изделия, шаблон с кареткой для сварочной роловки и рычаг, щарнирно устано ленный на каретке с возможностью поворота в плоскости, перпендикулярной ко пирной поверхности щаблона, и оснащенный копирным роликом для щаблона, на каретке щарнирно установлен дополнитель ный рычаг с копирным роликом для шабл на, оба рьпага выполнены двуплечими, а оси их поворота расположены симметри но относительно оси сварочной головки, при этом на шаблоне выполнена эквидистантная его копирной поверхности дополнительная копирная поверхность, а на свободном плече каждого рычага смон тирован дополнительный копирный взаимодействующий С дополнительной копирной поверхностью шаблона f 13 . При движении карегки копирные роли-ки охватывают шаблон так, что расстояние между точками контакта на основной и дополнительней копи{жых поверкносгях щаблона кратчайщие, и ось каждого из двуплечих рь1чагов, проходящая через центры вращения его копирных роликов, устанавливается по нормали к профилю копирного шаблона. Расстояние межау осями двуплечих рычагов выбрано таким, что прямая, проходящая через аентры их вращения, при движении каретки устанавливается параллельно касательной к срец- ней точке соответствующего отрезка профиля копирного шаблона. Следовательно, ось сварочной горелки устанавливается по нормали к контуру сварного шва. При увеличенной скорости сварки наблюдается вибрация тележки, вызванная неточностями в расстояниях между осями роликов, их диаметров и расстоянием между основной и дополни гельной копи1 ной поверхностями шаблона. Эта вибрация передается сварочной головке и вызывает дефекты в сварочном шве. Как правило, такая вибрация чаше возникает на прямых участках профиля.. На криволинейных участках шаблона вибрация тележки также наблюдается, но в меньшей степени, что отрицает ее инерцион ное происхождение. Целью изобретения является повьш1ение качества сварки путем стабилизации положения сварочной головки относительно сварного шва при ее перемещении. Цель достигается тем, что в устройст ве для сварки плоских криволинейных швов, содержащем .опору для изделия, шаблон с кареткой для сварочной головки и рычаг, шарнирно установленный на каретке с возможностью поворота в плоско Ти, перпендикулярной копирной плоскости шаблона, и оснащенный копирным роликом для шаблона, шарнирно установленный на каретке дополнительный рычаг с копир ным роликом для шаблона, выполненный как и основной двуплечим, с осями поворота обоих рычагов, расположенными симметрично ргнЪсигельно оси сварочной головки, выполненную на шаблоне эквидистантную его копирной поверхности дополнительную копирную поверхность и смонтированный на свободном плече каждого рычага дополнительный копирный ролик, взаимодействующий с дополнительной копирной поверхностью щабло- на, каждый двуплечий рычаг оснащен ста билизирующим роликом, установленным на плече, снабженном копирным роликом, с возможностью взаимодействия с копирь ной поверхностью шаблона, при этом отн шение расстояния между осями стабилизи рующего и дополнительного копирного ро ликов к расстоянию между осями стабилизирующего и копирного роликов равно 1-3. При этом рабочая поверхность стабилизирующего ролика выполнена из упруго го материала. Кроме того, дополнительные копйрные ролики подпружинены относительно цопол нительной копирной поверхности шаблона. На фиг. 1 изображено устройство, общий вид| на фиг. 2 - то же, вид сверху; на фиг. 3 - узел Д на фиг. 1 на фиг. 4 - то же, с подпружиненными роликами, на фиг. 5 - разрез А-А на: фиг, 3, на фиг. 6 - разрез Б-Б на фиг. 3; на фиг. 7 - узел II на фиг. 6 Устройство содержит станину 1, снабженную пневмоцилинцром 2, п штоке которого закреплены упоры 3 и подпружиненный выталкиватель 4 для изделия. На станине 1 закреплен также корпус 5 с упорами 6 и подпружиненным выталкивателем 7. В верхней части корпуса 5 установлен привод 8 механизма перемещения, содержашего звездочки 9 с роликовой цепью 10, снабженной поводками 11. На ншкней пластине корпуса 5 закреплен шаблон 12 прямоугольного сечения с двумя копирными поверхностями, на котором установлена каретка 13, несущая сварочную головку 14. На корпусе 15 каретки 13 закреплены с возможностью поворота два двуплечих рычага 16. На одном плече кажцога из них установлен копирный ролик 17 и стабилизирующий ролик 18, взаимодействующие с копирной поверхностью шаблона, а на другом плече - дополнительный копирный ролик 19, взаимодействующий с дополнительной копирной поверхностью шаблона 12. В корпусе 15 выполнен поперечный паз, в котором размешено водило 20, связанное с поводком 11 роликовой цепи 10. Сварочная головка 14 снабжена опорным роликом 21, взаимодействующим с поверхностью изделия в зоне свариваемо го стыка. Устройство работает следующим образом. Перед началом сварки изделие ориентируется упорами 3 и 6 и зажимается выталкивателями 4 и 7 с помошью пневмоцилиндра 2. Затем включается привод 8 механизма перемещения, который обеспечивает движение роликовой цепи 10 на звездочках 9. Роликовая цепь 10 с помощью поводка 11 и водила 2О перемешает каретку 13 с подвешенной к ней сварочной головкой 14 по шаблону 12. Начинается процесс сварки. Бегущий по изделию опорный ролик 21 является упором для сварочной головки 14. При движении каретки ролики 17, 18 и 19 двуплечих рычагов 16 охватывают шаблон 12 так, что ось симметрии каждого из двуплечих рычагов устанавливается по нормали к контуру шаблона. Расстояние между осями двуплечих рычагов выбрано таким, что прямая, проходяшая через их центры, при движении карет
ки устанавливается параллельно касательной к средней точке соответствующего контура шаблона. При этдм ось сварочной головки 14 самоустанавливается по яормали к. контуру сварного шва.
Стабилизирующий ролик 18, прижимаяс к копирной поверхности шаблона 12, n vвьпиает плавность авижения каретки и преаупрежа е г появление вибраций при движения каретки 13 как на прямых, так и на криволинейных участках шаблона.
Проведенные испытания показали, что возникновение вибраций наблюдается при уменьшении расстояния между копирным и стабилизирующим роликами. Это естественно, так как при уменьшении этого . расстояния до нуля оси копирного и стабилизируюшего роликов совпадают. Устойчивым к вибрациям оказались устройства, у которых отношение расстояния v между осями дополнителыюго копирного и стабилизируюшего ролика к расстоянию между осями стабилизируюшего и копирного ролика было в пределах 1-3.
При этом более устойчивыми к возникновению вибраций являются каретки, у которых рабочие поверхности стабилизирующих роликов выполнены из упругого материала, например резины. Нетребовательным к точности изготовления шабло- на является устройство с подпружиненным дополнительными копирными роликами.
Внедрение данного устройства повышает качество сварного шва, что позволяет исключить затраты на ремонт дефектных
. участков шва. При сушествуюшей технологии сварки количество бидонов с дефек- там и достигает 12%. Формула изобретения
1.Устройство для сварки плоских , криволинейньЬс швов по авт. св. №935240 отл ичаюшееся тем, что, с целью повышения качества сварки путем стабилизации положения сварочн й головки относительно сварного шва при ее пе- ремешении, каждый двуплечий рычаг ос- нашен стабилизирующим роликом, установленным на плече, снабженном копирным роликом, с возможностью взаимодействия с копирной поверхностью шаблона, при этом отношение расстояния .между осями стабилизирующего и дополнительного копи ного роликов к расстояний между осями стабилизируюшего и копирного роликов равно 1-3.
2.Устройство по п. 1, отличающее с я тем, что рабочая поверхность стабилизирующих роликов выполнена из упругого материала.
3. Устройство по п. 1,отличаюш е е с я тем, что дополнительные копирные ролики подпружинены относительно дополнительной копирной поверхности шаблона.
Источники информации, принятые во- внимание при экспертизе
1. Авторское свидетельство СССР N9 93524О, кл. В 23 К 37/02, 08.10.80 (прототип).
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки плоских криволинейных швов | 1980 |
|
SU935240A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| Устройство для сварки плоских криволинейных швов | 1987 |
|
SU1481015A1 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| Автомат для дуговой приварки трубК ТРубНыМ РЕшЕТКАМ | 1977 |
|
SU806325A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
| Устройство для сварки изделий с замкнутыми криволинейными швами | 1975 |
|
SU604645A1 |
| СВАРОЧНЫЙ АВТОМАТ | 1968 |
|
SU218350A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ | 1973 |
|
SU363562A1 |
Фме.З I
$ЙЙЙ ЙЙ2ЙЙ % 22
f: ч SS sS УS8S:S ; $Q $ фий
