Изобретение относится к сварочному оборудованию, в частности к устройствам для сварки вертикальных угловых швов с механизмами колебания электрода и поддержания может быть использовано в химической, энергетической промышленности и других отраслях машиностроения, где широко применяется автоматическая сварка, а объекты имеют замкнутые объемы особой стесненности и требуют ограниченного времени пребывания человека.
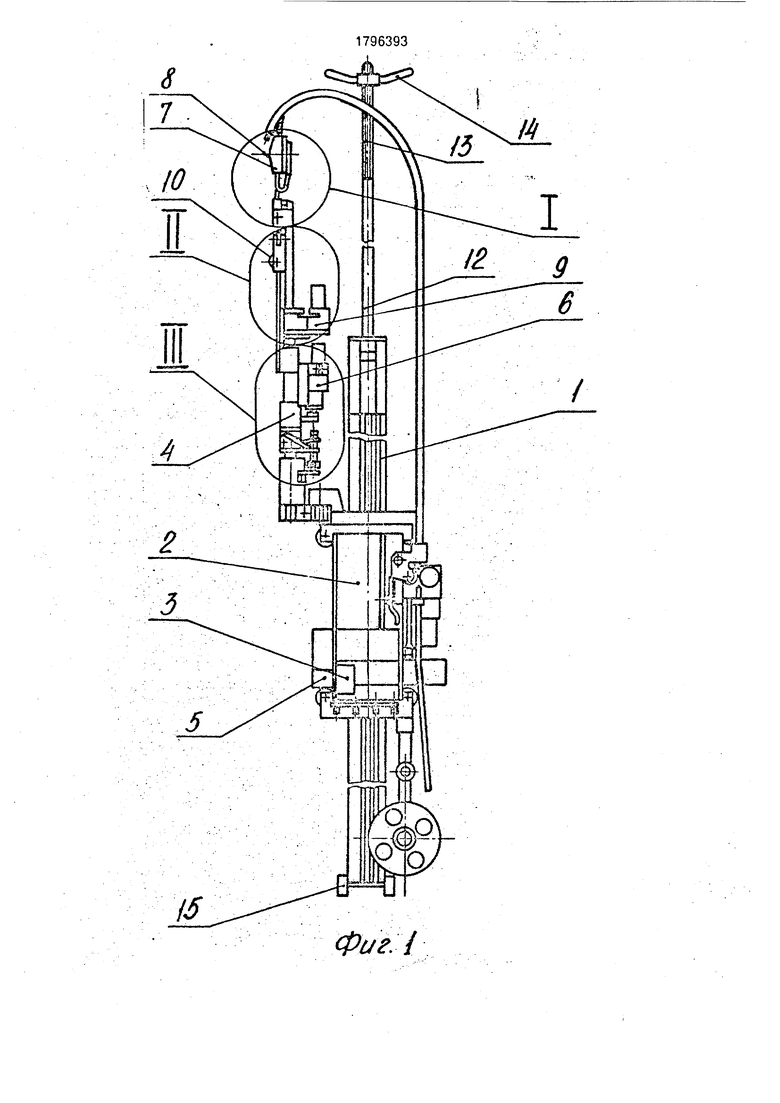
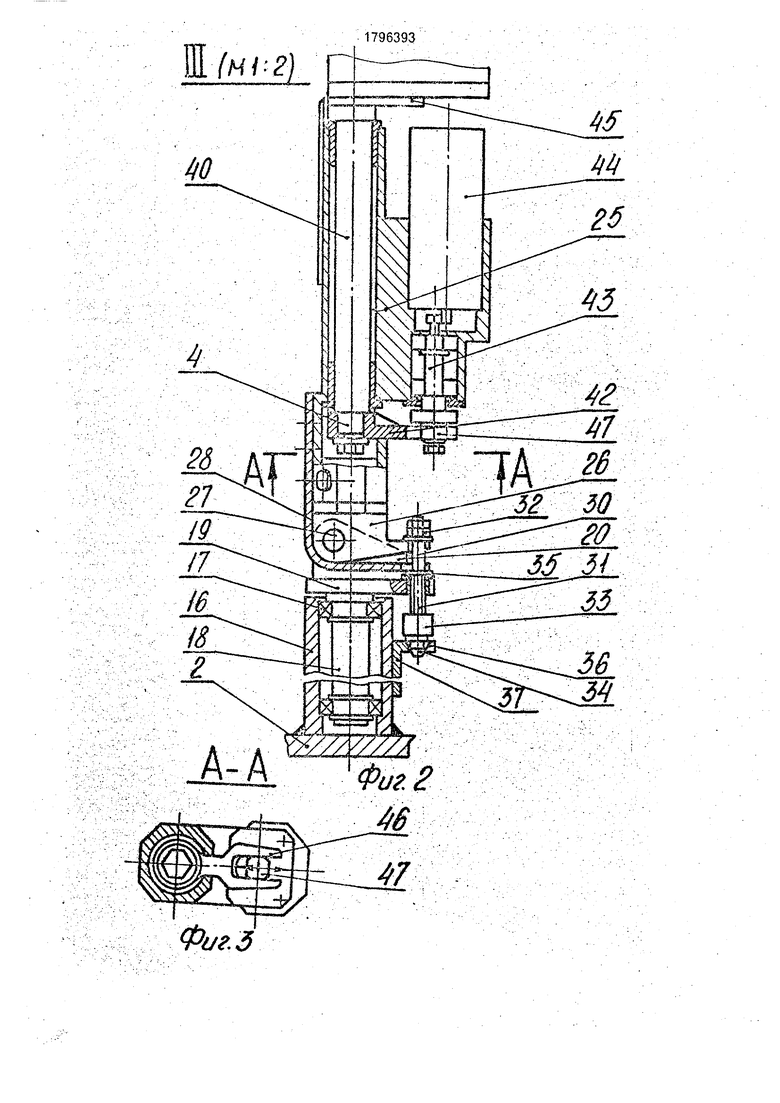
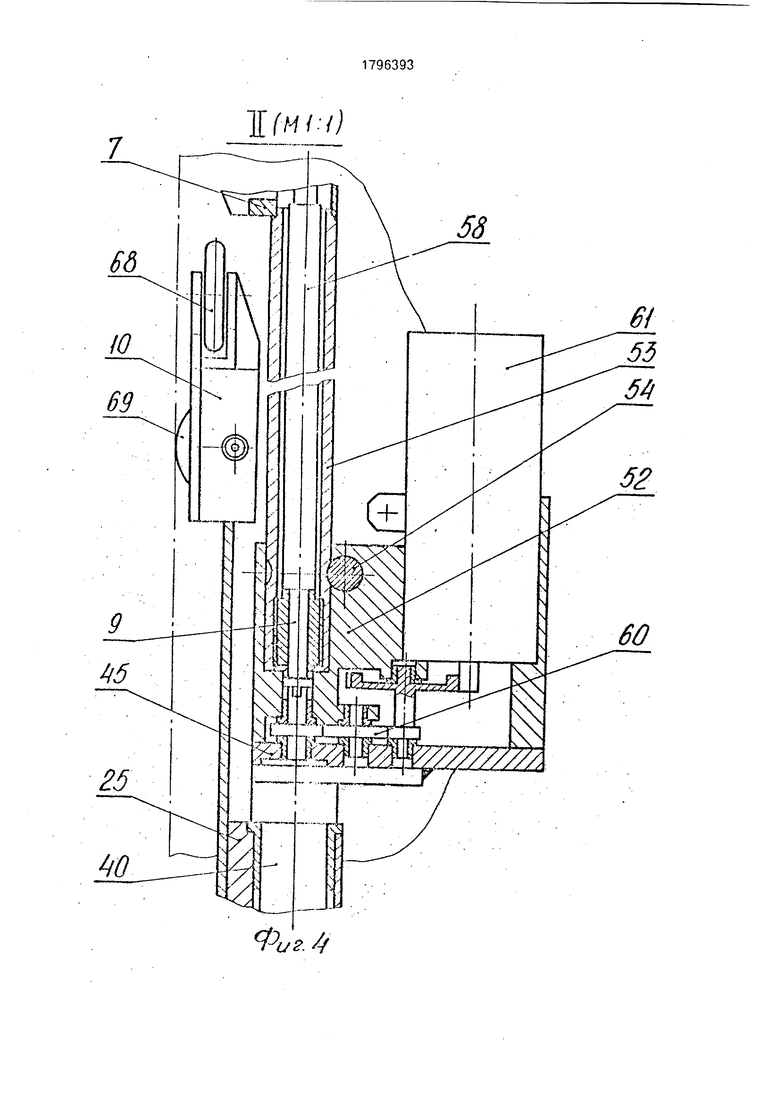
На фиг.1 показан общий вид устройства; на фиг.2 - установка механизма колебания горелки на каретке; на фиг.З - приводной кулисный механизм механизма колебания горелки; на фиг.4 и 5 показан .механизм поддержания длины дуги и установка роликов копирного элемента; на фиг.5
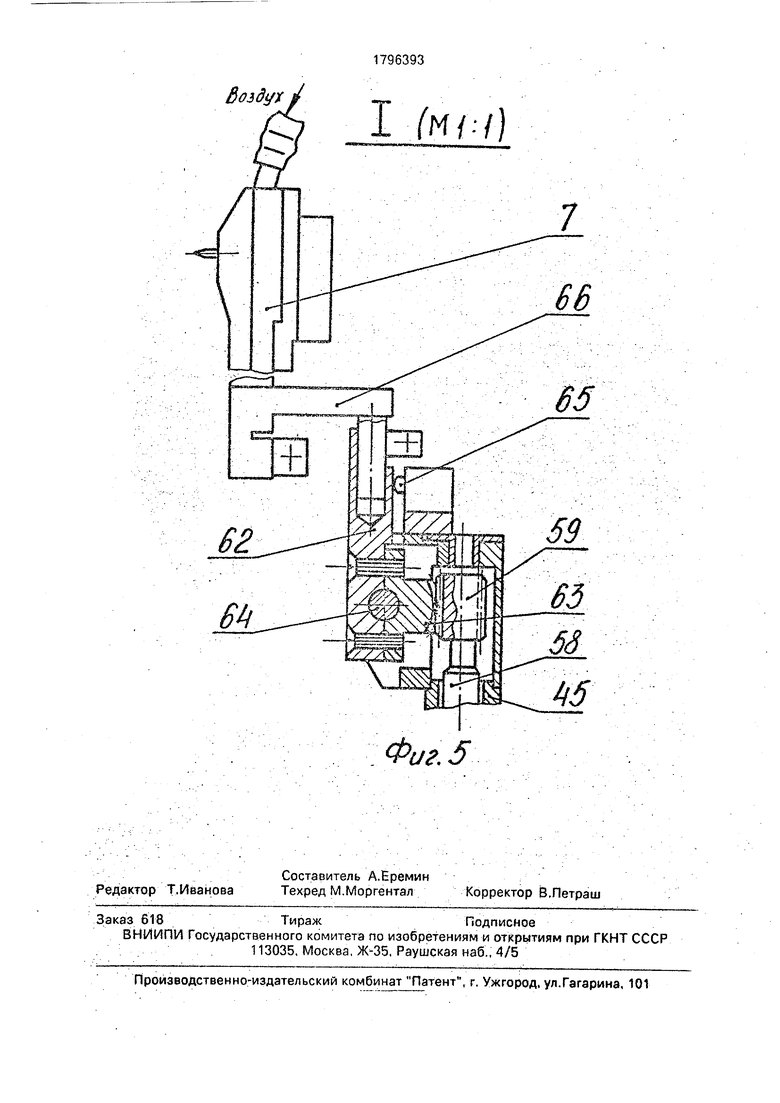
сварочная головка и ее кинематическая связь с механизмом поддержания длины дуги,
Как видно из чертежей, предлагаемое устройство включает вертикальную направляющую 1, каретку 2 с электроприводом 3, сварочную головку 4, счетчик 5 пройденного . пути, пульт и электронную систему управления (на черт, не показаны).
Сварочная головка 4 содержит механизм 6 поперечного колебания с горелкой 7 и электродом 8, механизм 9 поддержания длины дуги и копирный элемент 10. .
Для обеспечения транспортировки к месту сварки, в соответствии с условиями за- тесненности, вертикальная направляющая 1 выполнена из секций. Крайняя верхняя секция снабжена штырем 12, выполненным
vj
Ю
СО
ю
OJ
в виде винта 13 и гайки 14, а крайняя нижняя - подвижной струбциной 15.
Каретка 2 снабжена втулкой 16 (см. фиг.2), в которой на подшипниках качения 17 установлена ось 18с фланцем 19 и вилкой 20.,
Сварочная головка снабжена стаканом
25.
Стакан 25 установлен на каретке 2 с возможностью радиального разворота и на- клона относительно вертикальной направляющей 1.
Для этого стакан 25 выполнен с ребром
26. которое помещено в вилку 20 и сочленено с ней посредством оси 27.
Кроме того, стакан 25 снабжен ленточной пружиной 28, которая установлена под ребром 26 в вилке 20 и жестко закреплена на стакане.
Ребро 26, пружина 28 и фланец 19 со- членены фиксатором 30,с помощью которого осуществлено стопорение сварочной головки при нерабочем режиме устройства.
Фиксатор 30 выполнен в виде винта 31 и контргаек 32, Винт 31 снабжен шестигранной головкой 33 с корпусом 34 и фланцем 35.
При установке стакана 25 в вертикальное положение нерабочего режима, конус 34 головки 33 фиксатора 30 находится в конусном гнезде 36 кронштейна 37 втулки 16.
Механизм 6 поперечного колебания горелки (см. фиг.2) выполнен в виде вала 40, один конец которого кинематически связан через кулисный механизм 42 и редуктор 43 с электродвигателем 44, другой конец (см. фиг,4) жестко сочленен с полой штангой 45 и установленной над последней горелкой 7.
Вал 40 установлен в стакане 25 с возможностью разворота.
Кулисный механизм 42 содержит кулису 46 и камень 47 (см. фиг.2 и 3). Камень 47 установлен в кулисе 46 с возможностью ра- диальногоперемещения.
Полая штанга 45 выполнена из двух частей 52 и 53 (см. фиг.4), сочлененных с возможностью разворота и жесткой фиксации между Собой конической шпилькой 54.
Механизм 9 поддержания длины дуги выполнен в виде размещенного в полой штанге 45 с возможностью автономного разворота валика 58, один конец которого выполнен в виде червяка 59 (см. фиг.4 и 5), другой кинематически связан через редук- тор 60 с электродвигателем 61,
Горелка 7 (см. фиг.5) снабжена рычагом 62. Рычаг выполнен с зубчатым сектором 63 и установлен на полой штанге 45 с помощью
оси 64. При этом зубчатый сектор кинематически связан с червяком 59.
На торце полой штанги 45 установлен микровыключатель 65, который служит ограничителем хода горелки 7 в сторону вертикальной направляющей.
Рычаг 62 горелки взаимозаменяем, в зависимости от потребности в величине плеча рычага, может использоваться переходник 66.
Копирный элемент 10 выполнен в виде опорных роликов 68 и 69, расположенных взаимоперпендикулярно, и установлен на стакане 25 (см. фиг.4).
Копирные ролики обеспечивают слежение электрода по биссектрисе свариваемого углового шва с точностью ±1 мм. Копирные ролики используются с принудительным механическим подж атием с помощью пружины 28.
Счетчик 5 пройденного пути представляет собой цифровой преобразователь. Число оборотов выходного вала редуктора электропривода каретки 2 преобразуется в величину линейного перемещения каретки со сварочной головкой вдоль сварного стыка, ;
Счетчик может быть выполнен различными техническими средствами. Например, первичный преобразователь перемещения каретки может быть фотоэлектрического типа с использованием периодического изменения освещенности, сигналы с которого поступают в систему управления. Счетчик пройденного пути включает в себя также цифровой индикатор и задатчик в виде, например, программного переключателя (на чертежах не показан).
Счетчик электрически связан с системой управления устройства, с которой, в свою очередь, также связан электропривод 3 каретки 2,
Предлагается описание работы устройства при использовании его для ремонта сепзрационных блоков СПП-750 АЭС, находящихся в эксплуатации.
Сепарационный блок СПП-750 представляет собой узкий короб, имеющий доступ в затесненный объем только снизу.
После длительной эксплуатации в сварных швах приварки профильных листов к раме сепзрационных блоков появляется большое количество трещин, в том числе и сквозных, имеют место разрушения вертикальных швов, а также по основному металлу в виде трещин разных направлений.
. Для ремонта необходимо осуществить сварку односторонних вертикальных угловых швов указанных конструкций из нержавеющей стали, кроме того, необходимо
осуществить приварку накладных листов на дефектные участки.
Предлагаемое устройство может осуществить указанные сварочные работы в среде защитных газов неплавящимся электродом как с присадочной проволокой, так и без нее.
Перед началом сварки необходимо произвести установку и. предварительную настройку устройства.
Для этого в потолочном листе короба свариваемой конструкции просверлить технологическое отверстие 0 18-20 мм. В это отверстие снизу изнутри короба заводится винт 13 штыря 12 крайней верхней секции направляющей 1. На винт 13 наворачивается гайка 14, затем собираются секции направляющей. Нижняя секция струбциной 15 крепится к торцу свариваемой конструкции. Таким образом направляющая 1 установлена внутри изделия.;.
Каретка 2 с электроприводом 3 смонтирована на нижней секции направляющей.
- . На каретке 2 устанавливается стакан 25 с упомянутыми исполнительными механизмами. .. .. . : - ..
С помощью шестигранной головки 33 и работы винта 31 конусная головка 34 выводится из гнезда 36.
При этом фланец 35 винта 30 толкает одно из плеч пружины 28 вверх, а стакан 25 разворачивается в радиальном направлении в подшипниках 17 совместно с фланцем 19 и одновременно наклоняется относительно фланца 19 вокруг оси 27 к угловому сварному стыку до самоустановки опорных роликов 68 и 69 на плоскости стенок угла.
Далее на угловой стык настраивается горелка 7. Для этого, освобождается .конус- .ная шпилька 54.и верхняя часть 53 полой штанги.45 вместе с горелкой 7 разворачивается и а требуемый угол, так чтобы электрод 8 был установлен на биссектрису стыка. После Этого положение горелки фиксируется конусной шпилькой 54,
Настройка технологически заданной амплитуды поперечных колебаний горелки 7 осуществляется с помощью радиального перемещения камня 47 в кулисе 46 относительно оси выходного вала редуктора (см. фиг.2 иЗ).
Настройка устройства закончена.
Для запуска устройства в режим сварки с нажатием на пульте управления кнопки Пуск производится продувка/азом и осуществляется поиск электродом 8 металла. При этом включается электродвигатель 61 механизма 9 поддержания длины дуги, Вращение выходного вала электродвигателя 61
через редуктор 60 и валик 58 (см. фиг.4) передается на червяк 59 (см. фиг.5). Червяк 59, взаимодействуя с зубчатым сектором 63 наклоняет вокруг оси 64 рычаг 62 с горелкой
7 к металлу разделки до момента появления контакта. Сразу после упомянутого контакта начинается движение горелки в обратном направлении и зажигается дежурная дуга, а через определенный промежуток времени
0 рабочая дуга заданной величины. После прогрева металла включается электропривод 3 каретки 2 и исполнительные механизмы, в том числе и механизм 6 поперечного колебания горелки.5 Устройство осуществляет сварку в автоматическом режиме.
После прохода вертикального сварного шва с помощью конусной шпильки 54 можно развернуть верхнюю часть 53 полой штанги
0 45 со сварочной головкой 7 на любой угол, предварительно на время разворота настроив валик 58 на холостой ход (имеется в виду рассогласование зацепления червяка с зубчатым сектором рычага горелки) и выпол5 н ять любой эквидистантный предыдущему сварной нахлесточный шов. При этом ролики 68 и 69 копирного элемента 10 будут отслеживать стенки предыдущего стыка. В процессе сварки на цифровом инди0 каторе счетчика 5 пройденного пути посто- янно индицируется местоположение .сварочной горелки и а момент погасания дуги, вызванного наличием дефекта в свариваемой конструкции, местоположение де5 фекта фиксируется на индикаторе в единицах длины, например в мм. Отсчет пути ведется от точки начала сварки. С помощью задатчика счетчика оператор вводит эту числовую величину в систему управле0 ния..
После закрепления накладного листа на дефектный участок оператор, используя зафиксированную информацию о местоположении дефекта, устанавливает на цифровом
5 задатчике счетчика требуемую величину расстояния до начала сварки и в автоматическом режиме перемещает сварочную головку в точку начала сварки, затем разворачивает сварочную головку, как опи0 сано выше, и производит сварку вертикальных швов заданной длины накладного листа. ... ... -
По цифровому индикатору оператор следит за информацией пройденного горел5 кой пути, включает и останавливает процесс сварки.;
Из материала, изложенного в заявке, можно сделать следующий вывод,
Предполагаемое изобретение позволяет повысить качество сварки и расширить
технологические возможности известного оборудования.
Его внедрение позволит осуществлять сварочные работы на обьектах, характеризующихся большой затесненностыо и труднодоступными зонами. . . :
Ярким примером того, что предлагаемое устройство - необходимое технологическое оборудование является тот факт, что специалистами подтверждено, что выполнение ремонтных работ в условиях И АЭС по приварке профильных листов к раме сепа- рационных блоков более предпочтительно. . Учитывая имеющееся в стране количество однотипных АЭСи длительный срок их эксплуатации, а также важность вопроса их надежности, нетрудно оценить, насколько необходимо сегодня наличие предлагаемого устройства, . ; : .
Фо рмул а изоб р етен и я
1, Устройство для сварки вертикальных угловых швов, содержащее направляющую, установленную на ней с возможностью перемещения приводную каретку и размещенную на каретке сварочную головку, включающую горелку с электродом, механизм поперечных колебаний с валом и ко- пйрный элемент, пульт и систему управления, о т л и ч а ю Щ е ее я тем, что. с целью повышения качества сварки и расширения технологических возможностей путем обеспечения автоматической сварки в замкнутых объемах особой стесненности.
устройство снабжено счетчиком пройденного пути, сварочная головка снабжена приводным механизмом поддержания длины дуги, выполненным в виде валика с червяком на одном его конце, другой конец которого кинематически связан с приводом, механизм поперечного колебания горелки снабжен кулисным механизмом, кинематически связанным с валом, стаканом, смонтированным на каретке с возможностью наклона и радиального разворота, в котором установлен вал, и жестко закрепленной на валу полой штангой, в которой с возможностью разворота расположен валик механизма поддержания длины дуги, сварочная горелка закреплена на полой штанре и снабжена рычагом, один конец которого выполнен в виде зубчатого сектора, шарнирно установленного на полой штанге с возможностью взаимодействия с червяком валика, а копирный элемент выполнен в виде опорных роликов.-установленных на стакане.
2. Устройство по п. 1,о т л и ч а ю щ е ес я тем, что полая штанга выполнена из двух
частей, связанных между собой с возможно
стью разворота относительно друг друга и
жесткой фиксации друг с другом.
3. Устройство по пп.1 и 2, от л и ч a.ro- rn е е С я тем, что приводы каретки, механизм поперечного колебания горелки и механизма поддержания длины дуги и счетчик прой- дейного пути электрически связаны с системой управления.
Фиг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для автоматической сварки угловых швов | 1989 |
|
SU1701461A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для дуговой сварки круговых швов | 1990 |
|
SU1775257A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ИЗДЕЛИЙ ПО ЗАМКНУТОМУ ПЛОСКОМУ КОНТУРУ | 1987 |
|
SU1401777A1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
Использование: сварка в различных отраслях машиностроения при изготовлении сварных конструкций с вертикальными швами. Сущность изобретения: в устройстве сварочная головка снабжена механизмом поддержания длины дуги. Это обеспечило повышение качества сварки. Конструктивное решение узлов сварочной головки и их оригинальная взаимосвязь позволила получить из основных исполнительных механизмов - поддержания длины дуги и поперечного колебания горелки - жесткую стойку, параллельную вертикальной направляющей и установленную с возможностью разворота и наклона относительно ее. Это обеспечило сокращение размеров каретки и самого устройства в горизонтальном сечении до минимума. При этом снабжение устройства счетчиком пройденного пути позволило расширить технологические возможности - использовать устройство для сварки вертикальных швов в особо затесненных условиях и труднодоступных местах. 2 э.п. ф-лы, 5 ил. (Л
| БИБЛИОТЕКА \ | 0 |
|
SU339371A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ УГЛОВЫХ ШВОВ | 1972 |
|
SU423586A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
