Изобретение относится к ремонту машин и может быть использовано при восстановлении резьбы деталей, изготовленных из конструкционных и легированных сталей,
Известные способы образования резьбы основаны на получении винтовой поверхности резанием на деталях восстановленных наплавкой, приваркой проволоки, ленты, постановкой добавочной детали, прогонкой лезвийным инструментом или на получении резьбы выдавливанием.
Указанным способам образования резьбы при ее восстановлении присущи следующие недостатки: формирование резьбы производится после воспроизведения ее номинального размера удалением слоя металла резанием или используется выдавливание, но с получением резьбы ремонтного размера.
Известен способ образования резьбы, заключающийся в выдавливании металла с усилием в результате нагрева поверхности током.
Однако известный способ применяется при образовании резьбы вновь изготавливаемых деталей.
Целью изобретения является расширение технологических возможностей путем восстановления полного профиля изношенной резьбы.
Поставленная цель достигается тем. что согласно способу образования резьбы включающему деформирование металла инструментом, повторяющим профиль резьбы перемещающимся по винтовой линии с одновременным нагревом детали током, проходящим через контакт инструмента с деталью, перемещение инструмента осуществляют по вападине изношенной резьбы, а также обработку осуществляют при усилии деформирования 400-850 Н, токе нагрева 500-700 А и скорости перемещения 0,5 - 1,8 м/мин.
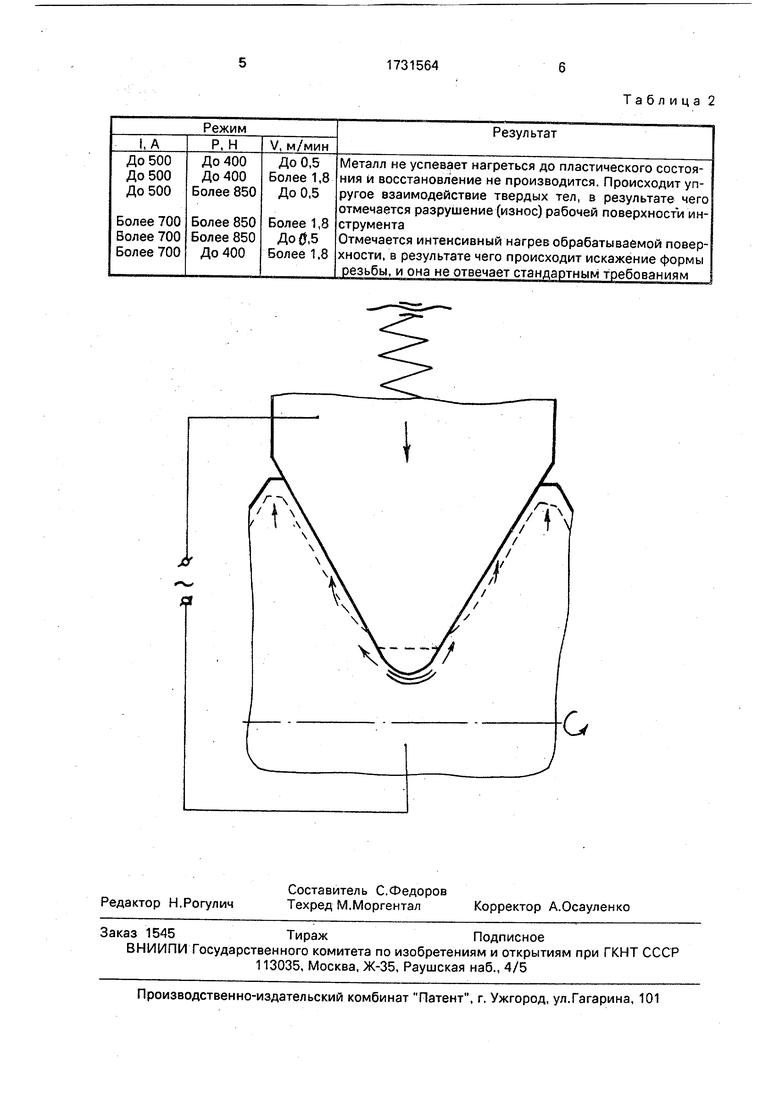
На чертеже показана принципиальная схема образования резьбы по предлагаемому способу.
Пример. Восстановлению подвергают детали с износом боковых поверхностей
сл
с
j
со
сл
Оч
витков резьбы до 30%. Определение величины износа производят бесконтактным методом теневого проектирования на проекторе типа БП при 10-кратном увеличении. С экрана контур резьбы переносят на бумагу, а затем путем планиметрирования определяют площадь изношенных витков, по сравнению с профилем нового витка. Количественное значение уменьшения площади поперечного сечения витков резьбы, выражают в процентах.
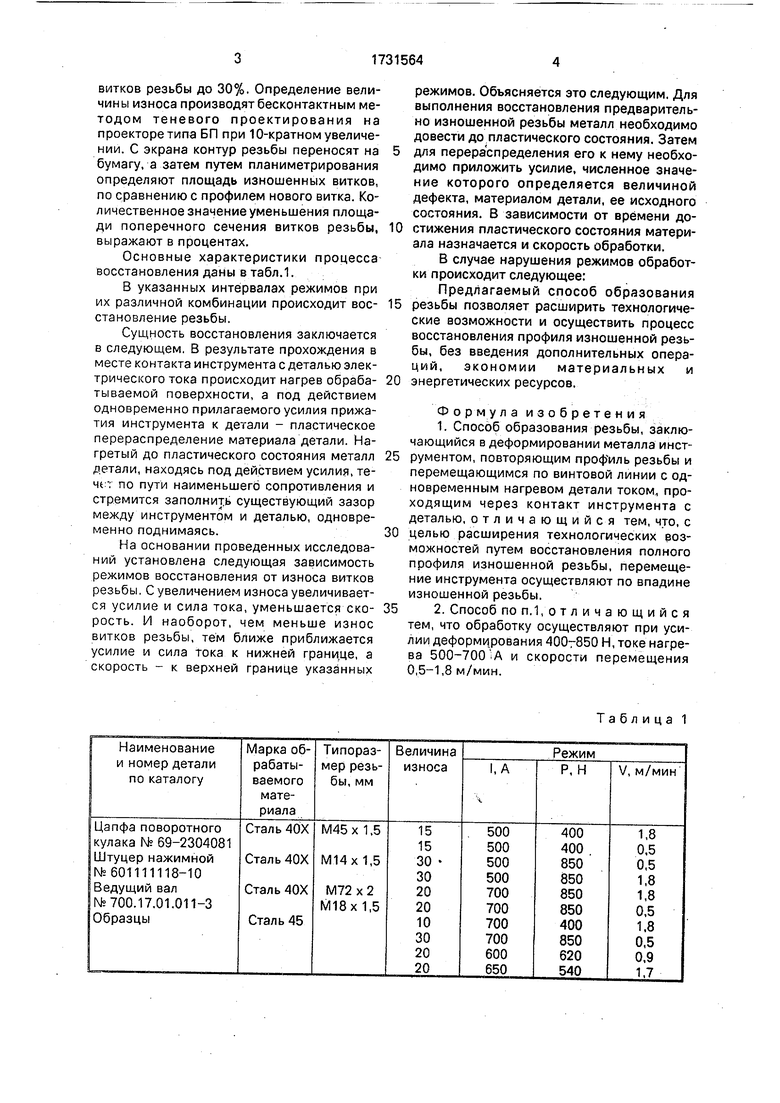
Основные характеристики процесса восстановления даны в табл.1.
В указанных интервалах режимов при их различной комбинации происходит восстановление резьбы.
Сущность восстановления заключается в следующем. В результате прохождения в месте контакта инструмента с деталью электрического тока происходит нагрев обрабатываемой поверхности, а под действием одновременно прилагаемого усилия прижатия инструмента к детали - пластическое перераспределение материала детали. Нагретый до пластического состояния металл .детали, находясь под действием усилия, те- че . по пути наименьшего сопротивления и стремится заполнить существующий зазор между инструментом и деталью, одновременно поднимаясь.
На основании проведенных исследований установлена следующая зависимость режимов восстановления от износа витков резьбы. С увеличением износа увеличивается усилие и сила тока, уменьшается скорость. И наоборот, чем меньше износ витков резьбы, тем ближе приближается усилие и сила тока к нижней границе, а скорость - к верхней границе указанных
режимов. Объясняется это следующим. Для выполнения восстановления предварительно изношенной резьбы металл необходимо довести до пластического состояния. Затем
для перераспределения его к нему необходимо приложить усилие, численное значение которого определяется величиной дефекта, материалом детали, ее исходного состояния. В зависимости от времени достижения пластического состояния материала назначается и скорость обработки.
В случае нарушения режимов обработки происходит следующее:
Предлагаемый способ образования
резьбы позволяет расширить технологические возможности и осуществить процесс восстановления профиля изношенной резьбы, без введения дополнительных операций, экономии материальных и
энергетических ресурсов.
Формула изобретения 1. Способ образования резьбы, заключающийся в деформировании металла инструментом, повторяющим профиль резьбы и перемещающимся по винтовой линии с одновременным нагревом детали током, проходящим через контакт инструмента с деталью, отличающийся тем, что, с
целью расширения технологических возможностей путем восстановления полного профиля изношенной резьбы, перемещение инструмента осуществляют по впадине изношенной резьбы.
2. Способ по п.1,отличающийся тем, что обработку осуществляют при усилии деформирования 400r850 H, токе нагрева 500-700 А и скорости перемещения 0,5-1,8 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ | 2002 |
|
RU2243874C2 |
| Способ восстановления резьбы | 1991 |
|
SU1801075A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2002 |
|
RU2240908C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ | 2013 |
|
RU2530924C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2001 |
|
RU2199421C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ПРЕИМУЩЕСТВЕННО НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РАЗМЕРНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗЬБ | 1998 |
|
RU2129480C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092291C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЗЬБОВЫХ ЭЛЕМЕНТОВ НЕФТЕПРОМЫСЛОВЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2270744C2 |
Использование: восстановление резьбовых элементов. Сущность изобретения: резьбу восстанавливают перемещением инструмента, повторяющего профиль резьбы по впадине дефектной резьбы. В зоне контакта детали с инструментом пропускают электрический ток для нагрева детали. Обработку осуществляют при токе 500-700 А, усилий деформирования 400-850 Н и скорости 0,5-1,8 м/мкн. 1 з.п. ф-лы, 1 ил., 2 табл.
Таблица 1
Таблица 2
| Аскинази Б.М | |||
| Упрочнение и восстановление деталей электромеханической обработкой | |||
| - М.: Машиностроение, 1989, с.200. |
