Изобретение относится к смазкам металлических форм при изготовлении бетонных и железобетонных изделий. Цель изобретения - повышение качества поверхности бетона при уменьшении расхода смазки и удерживания смазки на вертикальных поверхностях.
Смазка для форм содержит эмульсол кислый синтетический, соляровое масло, известь, нитрит кальция,коррозионностойкий компонент - высокомолекулярное основание Манниха, модифицированное борной кислотой, - присадку Днепрол при следующем соотношении компонентов, мас.%: Эмульсол кислый
синтетический18 - 22
Соляровое масло8-12
Известь. 48-54
Нитрит кальция0,25 - 0,30
Присадка Днепрол 0,01 - 0,03
ВодаОстальное
Эмульсол нефтяной синтетический представляет собой смесь углеводородов минеральных масел и натриевых солей сульфокислот, содержащую до 20% воды. По внешнему виду это вязкая жидкость темно- коричневого цвета, нетоксична.
Присадка Днепрол является производной алкилфенола, замещенного в орто- положении, и представляет собой высокомолекулярное основание Манниха, модифицированное борной кислотой.
Вырабатывают присадки высшей и первой категорий качества. Присадка Днепрол термостабильна и рекомендуется для- работы с маслами при повышенных температурах.
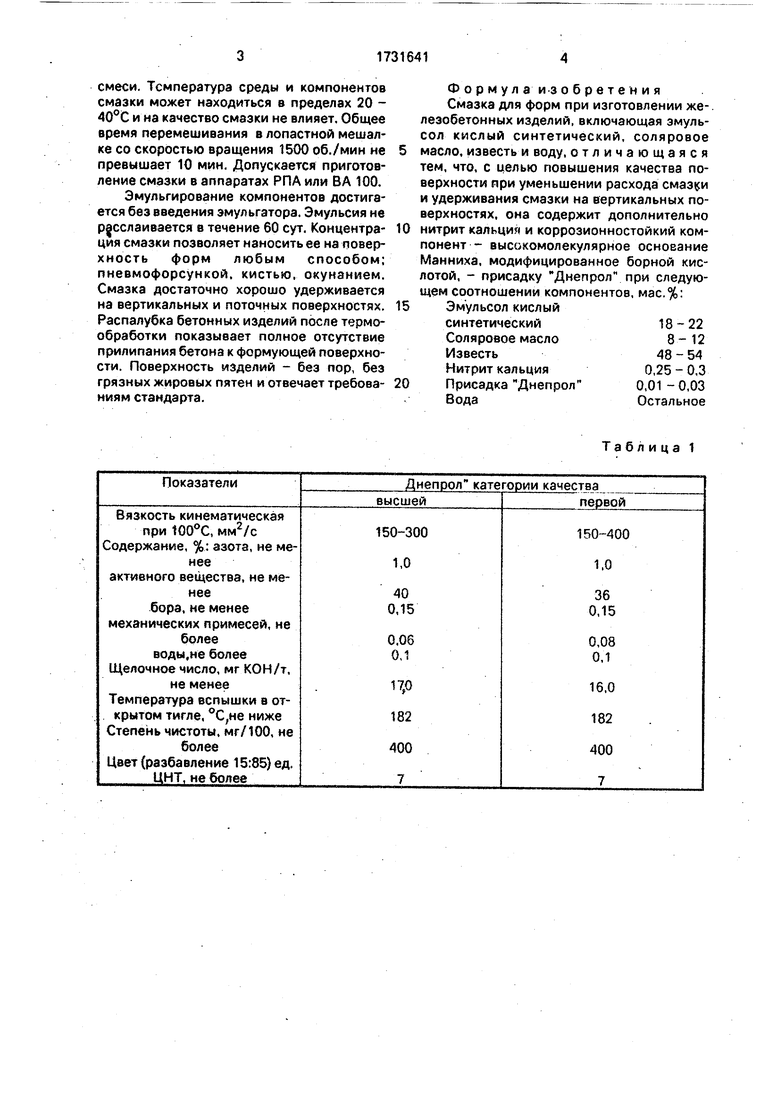
Характеристика диспергирующей присадки Днепрол приведена в табл. 1.
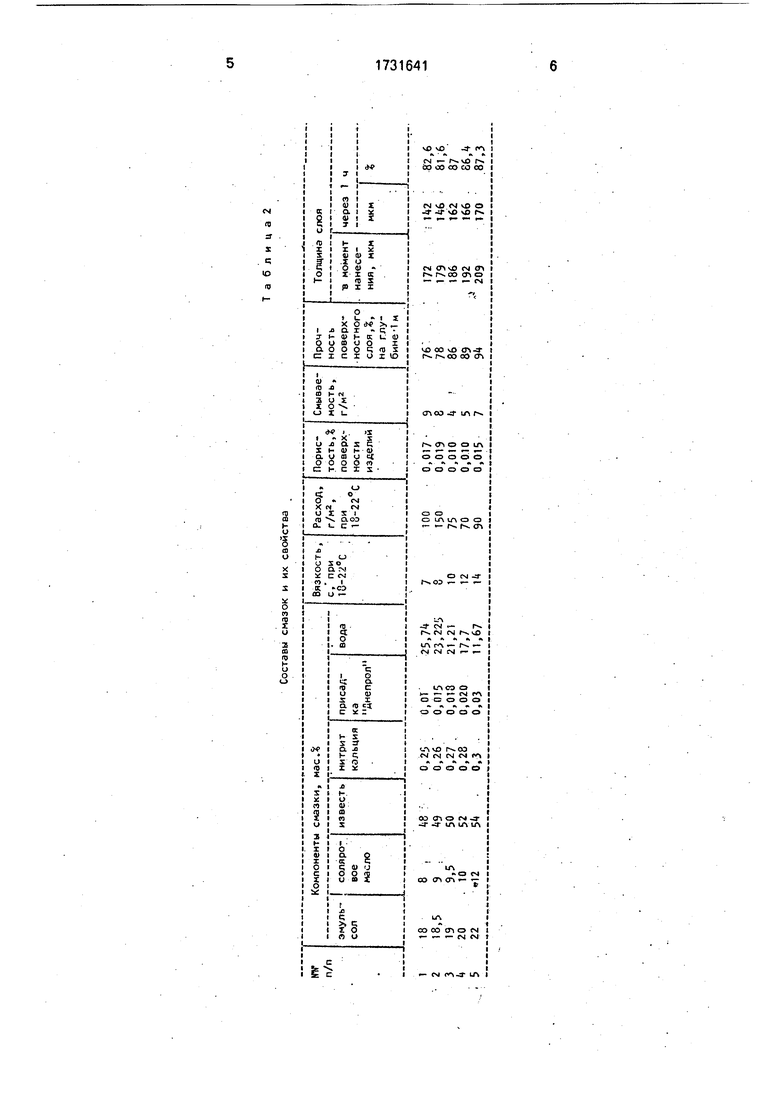
Составы смазок и результаты испытаний приведены в табл 2.
Приготовление смазки заключается е следующем.
В обычной лопастной мешалке смешивают эмульсол, соляровое мзсло, присадку Днепрол. Затем подают водный раствор извести нитрита кальция и продолжают перемешивание до получения однородной
Ј
VI
Сл) Jk
о
Јь
смеси. Температура среды и компонентов смазки может находиться в пределах 20 - 40°С и на качество смазки не влияет. Общее время перемешивания в лопастной мешалке со скоростью вращения 1500 об./мин не превышает 10 мин. Допускается приготовление смазки в аппаратах РПА или ВА 100. Эмульгирование компонентов достигается без введения эмульгатора. Эмульсия не расслаивается в течение 60 сут. Концентрация смазки позволяет наносить ее на повер- хность форм любым способом; пневмофорсункой. кистью, окунанием. Смазка достаточно хорошо удерживается на вертикальных и поточных поверхностях. Распалубка бетонных изделий после термообработки показывает полное отсутствие прилипания бетона к формующей поверхности. Поверхность изделий - без пор, без грязных жировых пятен и отвечает требованиям стандарта.
Формула и-з обретения Смазка для форм при изготовлении железобетонных изделий, включающая эмуль- сол кислый синтетический, соляровое масло, известь и воду, отличающаяся тем, что, с целью повышения качества поверхности при уменьшении расхода смазки и удерживания смазки на вертикальных поверхностях, она содержит дополнительно нитрит кальция и коррозионностойкий компонент - высокомолекулярное основание Манниха, модифицированное борной кислотой, - присадку Днепрол при следующем соотношении компонентов, мас.%: Эмульсол кислый
синтетический18-22
Соляровое масло8-12
Известь48 - 54
Нитрит кальция0,25 - 0,3
Присадка Днепрол 0,01 - 0,03
ВодаОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Эмульсионная смазка для металлических форм | 1978 |
|
SU716827A1 |
| Смазка для форм | 1977 |
|
SU629072A1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1991 |
|
RU2020066C1 |
| Смазка для металлических форм | 1987 |
|
SU1435443A1 |
| ЭМУЛЬСОЛ ДЛЯ СМАЗКИ МЕТАЛЛИЧЕСКИХ ФОРМ ПРИ ИЗГОТОВЛЕНИИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2210496C2 |
| ПАКЕТ ПРИСАДОК К МОТОРНЫМ МАСЛАМ ДЛЯ ВЫСОКОФОРСИРОВАННЫХ ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ И МОТОРНОЕ МАСЛО, ЕГО СОДЕРЖАЩЕЕ | 2000 |
|
RU2223303C2 |
| Смазка для металлических форм | 1989 |
|
SU1694384A1 |
| Смазка для металлических форм | 1979 |
|
SU806420A1 |
| Смазка для металлических форм | 1987 |
|
SU1435444A1 |
| ЗАЩИТНАЯ СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1993 |
|
RU2042712C1 |
Использование: нанесение смазки на формы при изготовлении бетонных и железобетонных изделий. Сущность изобретения: смазка содержит, мас.%: эмульсол кислый синтетический 18 - 22, соляровое масло 8-12, известь 48 - 54, нитрит кальция 0,25 - 0,30, присадка Днепрол 0,01 - 0,03 и вода остальное. В лопастной мешалке смешивают эмульсол, соляровое масло и присадку Днепрол. Затем подают водный раствор извести, нитрата кальция и продолжают перемешивание до получения однородной смазки. Температура смазки и компонентов 20 - 40°С. 2 табл.
Показатели
Вязкость кинематическая
при 100°С, мм2/с Содержание, %: азота, не менее
активного вещества, не менее
бора, не менее механических примесей, не
более
воды,не более Щелочное число, мг КОН/т,
не менее
Температура вспышки в открытом тигле, °С,не ниже Степень чистоты, мг/100, не
более
Цвет (разбавление 15:85)ед. ЦНТ, не более
Таблица 1
высшей
Днепрол категории качества
первой
50-300 1,0
40 0,15
0.06 0,1
17,0
182
400
7
150-400 1,0
36 0,15
0,08 0,1
16,0
182
400
7
Составы смазок и их свойства
о -t
100
150
75 70 90
0,017 0,019 0,010 0,010 0,015
76 78 86 89 9
172 179 186 192 209
1А2 U6 162 166 170
82,6 81,6 87
86, k 87,3
| Хитров В.Г | |||
| Технология железобетонных изделий | |||
| М.: Высшая школа, 1978, с.182 (прототип). |
