определить не представляется возможным из-за указанного разброса, а также из-за того, что размеры зоны термического влияния зависят от группы прочности трубы.
Наиболее близким техническим решением является способ неразрушающего контроля механических свойств ферромагнитных изделий, заключающийся в том, что изделие намагничивают, измеряют коэрцитивную силу материала и устанавливают корреляционную связь между магнитными и механическими характеристиками. При этом такая связь должна быть установлена для каждой марки стали бурильных труб и для каждой группы прочности, или необходимо аппроксимировать одинаковые уравнения регрессии между механическими свойствами и показаниями магнитных приборов для марок сталей с однотипной кристаллографической текстурой.
Однако известный способ имеет следующие недостатки: практика эксплуатации стальных бурильных труб показывает, что различные заводы-изготовители бурильных труб добиваются требуемых механических свойств проката раздличными способами, в том числе, используя различные марки сталей, включая низколегированные, а также режимом термообработки при одной марке. В буровых организациях трубы обезличиваются, это приводит к тому, что зависимость между магнитными и механическими характеристиками определяется недостоверно для конкретной марки стали. Статистическое определение корреляционной зависимости между механическими и магнитными характеристиками для каждой трубы в условиях буровой невозможно, так как в этом случае необходимы разрушающие испытания материала трубы. Аппроксимация одинаковых уравнений регрессии между механическими характеристиками и магнитными свойствами у марок сталей с однотипной текстурой в условиях буровой требует дополнительных сложных испытаний и громоздких приборов.
Цель изобретения - повышение достоверности обнаружения сварных швов стальных бурильныхтруб с приварными замками.
Поставленная цель достигается тем, что изделие нама ничивают, измеряют коэрцитивную силу материала, измерения коэрцитивной силы проводят по образующей высаженной части трубы с шагом
А+ В h -п-, где А - ширина сварного шва;
В - ширина околошовной зоны, и получают зависимость коэрцитивной силы от расстояния, по изменению угла наклона зависимости определяют границу околошовной зоны,
а по изменению знака производной зависимости определяют местонахождение сварного шва.
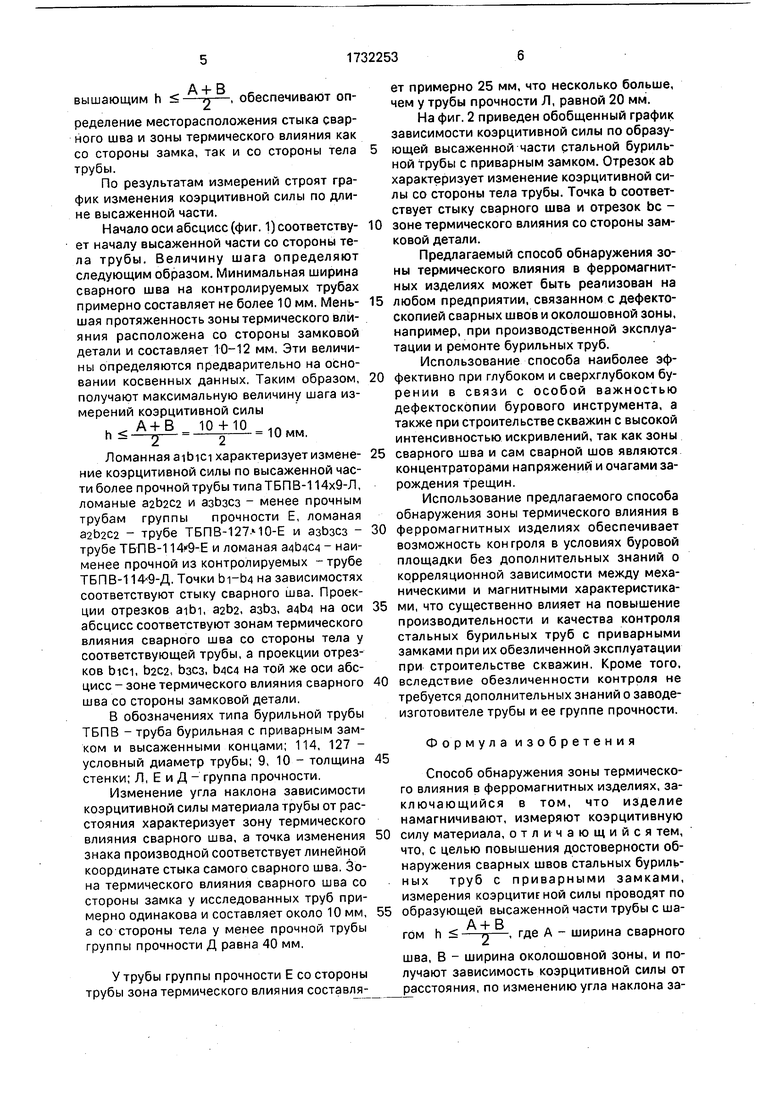
На фиг. 1 представлены графики изме- нения магнитной характеристики (коэрцитивной силы Нс) по образующей высаженной части бурильныхтруб с приварным замком; на фиг. 2 - обобщенный график,
0 Коэрцитивная сила меняется в зоне термического влияния сварного шва и имеет экстремум в месте расположения сварного шва.
Способ обнаружения зоны термическо5 го влияния в ферромагнитных изделиях реализуют следующим образом,
Измерения ведут по высаженной части бурильной трубы по образующей, что автоматически обеспечивает оптимальное про0 ведение измерений перпендикулярно сварному шву, с помощью коэрцитиметра. Перед началом контроля на датчик коэрцитиметра следует установить полюсные наконечники с профилем, соответствующим
5 типоразмеру трубы. Контролируемая поверхность трубы должна быть ровной и ее следует очистить от грязи, окалины и т.д. На контролируемой поверхности не должно быть вмятин, забоин, рисок и других дефек0 тов, Датчик коэрцитиметра устанавливается одним из полюсных наконечников на один из концов высаженной части (со стороны замковой детали или со стороны тела трубы), второй полюсный наконечник должен
5 быть ориентирован по образующей контролируемого изделия, при этом продольная ось датчика, лежащая в плоскости симметрии полюсных наконечников, должна быть параллельна образующей трубы и лежать в
0 плоскости, проходящей через центральную ось трубы. Полюсные наконечники должны всей поверхностью без зазоров плотно прилегать к трубе, усилие прижатия датчика не должно превышать 50-70 Н и должно быть
5 одинаковым при каждом замере. Измерения коэрцитивной силы следует проводить по всей длине образующей на высаженной части трубы, Максимальная величина шага измерений, определяемая по приведенной
0 формуле, должна обеспечивать достоверное определение зоны термического влияния сварного шва как со стороны замка, так и со стороны тела трубы. Для этого в расчетах при определении величины шага изме5 рений магнитной характеристики необходимо брать минимальную ширину сварного шва и меньшую протяженность зоны термического влияния, расположенную со стороны замковой детали. Поэтому измерения коэрцитивной силы с шагом, не превышающим h S
A + B
обеспечивают определение месторасположения стыка сварного шва и зоны термического влияния как со стороны замка, так и со стороны тела трубы.
По результатам измерений строят график изменения коэрцитивной силы по длине высаженной части.
Начало оси абсцисс (фиг. 1) соответствует началу высаженной части со стороны тела трубы. Величину шага определяют следующим образом. Минимальная ширина сварного шва на контролируемых трубах примерно составляет не более 10 мм. Меньшая протяженность зоны термического влияния расположена со стороны замковой детали и составляет 10-12 мм. Эти величины определяются предварительно на основании косвенных данных, Таким образом, получают максимальную величину шага измерений коэрцитивной силы А+В 10 + 10
h
10 мм,
Ломанная aibici характеризует изменение коэрцитивной силы по высаженной части более прочной трубы типа ТБПВ-114х9-Л, ломаные 32D2C2 и азЬзсз - менее прочным трубам группы прочности Е, ломаная aabaca - трубе ТБПВ-127ИО-Е и азЬзсз - трубе ТБПВ-114 9-Е и ломаная - наименее прочной из контролируемых - трубе ТБПВ-114 9-Д. Точки bi-D4 на зависимостях соответствуют стыку сварного шва. Проекции отрезков aibi, 3202, азЬз, a4b4 на оси абсцисс соответствуют зонам термического влияния сварного шва со стороны тела у соответствующей трубы, а проекции отрезков bici, b2C2 Ьзсз, о/км на той же оси абсцисс - зоне термического влияния сварного шва со стороны замковой детали.
В обозначениях типа бурильной трубы ТБПВ -труба бурильная с приварным замком и высаженными концами; 114, 127 - условный диаметр трубы; 9, 10 - толщина стенки; Л, Е и Д - группа прочности.
Изменение угла наклона зависимости коэрцитивной силы материала трубы от расстояния характеризует зону термического влияния сварного шва, а точка изменения знака производной соответствует линейной координате стыка самого сварного шва. Зона термического влияния сварного шва со стороны замка у исследованных труб примерно одинакова и составляет около 10 мм, а со стороны тела у менее прочной трубы группы прочности Д равна 40 мм.
У трубы группы прочности Е со стороны трубы зона термического влияния составляет примерно 25 мм, что несколько больше, чем у трубы прочности Л, равной 20 мм.
На фиг. 2 приведен обобщенный график зависимости коэрцитивной силы по образующей высаженной части стальной бурильной трубы с приварным замком. Отрезок ab характеризует изменение коэрцитивной силы со стороны тела трубы. Точка b соответствует стыку сварного шва и отрезок be зоне термического влияния со стороны замковой детали.
Предлагаемый способ обнаружения зоны термического влияния в ферромагнитных изделиях может быть реапизован на
любом предприятии, связанном с дефектоскопией сварных швов и околошовной зоны, например, при производственной эксплуатации и ремонте бурильных труб.
Использование способа наиболее эффективно при глубоком и сверхглубоком бу- рении в связи с особой важностью дефектоскопии бурового инструмента, а также при строительстве скважин с высокой интенсивностью искривлений, так как зоны
сварного шва и сам сварной шов являются концентраторами напряжений и очагами зарождения трещин.
Использование предлагаемого способа обнаружения зоны термического влияния в
ферромагнитных изделиях обеспечивает возможность контроля в условиях буровой площадки без дополнительных знаний о корреляционной зависимости между механическими и магнитными характеристиками, что существенно влияет на повышение производительности и качества контроля стальных бурильных труб с приварными замками при их обезличенной эксплуатации при строительстве скважин. Кроме того,
вследствие обезличенности контроля не требуется дополнительных знаний о заводе- изготовителе трубы и ее группе прочности.
Формула изобретения
Способ обнаружения зоны термического влияния в ферромагнитных изделиях, за- ключающийся в том, что изделие намагничивают, измеряют коэрцитивную силу материала, отличающийся тем, что, с целью повышения достоверности обнаружения сварных швов стальных бурильных труб с приварными замками, измерения коэрцитивной силы проводят по образующей высаженной части трубы с ша- А+В
гом h
где А - ширина сварного
шва, В - ширина околошовной зоны, и получают зависимость коэрцитивной силы от расстояния, по изменению угла наклона зависимости определяют границу околошовной зоны, а по изменению знака производной зависимости определяют местонахождение сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки зоны сварного соединения бурильных труб | 2019 |
|
RU2726209C1 |
| БУРИЛЬНАЯ ТРУБА С СОЕДИНИТЕЛЬНЫМИ ЗАМКАМИ | 2007 |
|
RU2334156C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| ПОТОЧНАЯ ЛИНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ БУРИЛЬНЫХ ТРУБ | 2005 |
|
RU2291904C1 |
| ПРОТЕКТОР ДЛЯ БУРИЛЬНОЙ ТРУБЫ С ПРИВАРНЫМИ ЗАМКАМИ И СПОСОБ ЕГО МОНТАЖА | 2001 |
|
RU2208123C2 |
| ПРИСТАВНОЙ ЭЛЕКТРОМАГНИТ К КОЭРЦИТИМЕТРУ | 2013 |
|
RU2535632C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| ФЕРРОЗОНДОВЫЙ КОЭРЦИТИМЕТР | 1998 |
|
RU2139550C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2656112C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
Изобретение относится к области неразрушающего контроля материалов и изделий и может быть использовано для обнаружения сварного шва и зоны термического влияния в стальных бурильных трубах с приварными замками. Цель изобретения - повышение достоверности обнаружения сварных швов стальных бурильных труб с приварными замками - достигается за счет того, что изделие намагничивают, измеряют коэрцитивную силу материала, измерения коэрцитивной силы проводят по образующей высаженной части трубы с шагом А + В h -п-, где А - ширина сварного шва; В - ширина околошовной зоны, и получают зависимость коэрцитивной силы от расстояния, по изменениюугла наклона зависимости определяют границу околошовной зоны, а по изменению знака производной зависимости определяют местонахождение сварного шва. 2 ил. ления размеров и контроля механических свойств зоны термического влияния по анализу распределения твердости по сечению. Однако этот способ трудноприменим в условиях эксплуатации труб. Известен способ визуально го определения зоны сварного шва по длине привариваемой замковой детали (ниппеля или муфты), однако эти детали имеют разброс до 20 мм, а зону термического влияния в этом случае
Heij/M
О 20 № 60 80 МО
Фиг.1
Нс
VM
| Ломакина А.П., Павленко М.Н | |||
| Определение размеров мягкой прослойки в сварных швах бурильных труб с приварными замками | |||
| В сб | |||
| Вопросы эксплуатации нефтепромысловых труб | |||
| Труды ВНИИТнефти, вып | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Трубы нефтяного сортамента | |||
| Справочник | |||
| /Под общ | |||
| ред | |||
| Сарояна А.Е | |||
| - М.: Недра, 1978, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Баштанников Л.А., Копей Б.В | |||
| Надежность бурильных и обсадных труб и контроль качества их материалов | |||
| - М.: ВНИИэгазпром, 1978, Обз | |||
| информ | |||
| Сер | |||
| Бурение газовых и газоконденсатных скважин, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приборы для неразрушающего контроля материалов и изделий | |||
| Справочник | |||
| / Под ред | |||
| Клюева В.В | |||
| - М,: Машиностроение, 1976, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Изобретение относится к области неразрушающего контроля материалов и -изделий, в частности к способу обнаружения зоны термического влияния сварных швов в ферромагнитных изделиях, например, для нахождения координат сварного шва и зоны термического влияния в стальных бурильных трубах с приварными замками | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
