1
Изобретение относится к области высокочастотной сварки металлических изделий и может быть использовано, например, при вварке труб в трубные доски.
Известны способы для высокочастотной сварки металлических деталей, имеющих несколько близко расположенных друг к другу отверстий с трубчатыми элементами, вставленными в эти отверстия. Эти способы основаны на сварке с помощью индукционного нагрева токами высокой частоты одного контура с последующей перестановкой индуктора для сварки следующего контура, т. е. на принципе последовательной сварки всех контуров один за другим 1..
Недостатком способов является относительно низкая производительность, так как за одну операцию сваривается только один контур.
Известен способ одновременного индукционного нагрева нескольких кольцевых контуров, при котором в каждом из нагреваемых контуров индуктируют ток, нагревающий контур до заданной температуры 2.
В случае, когда нагреваемые кольцевые контуры расположены достаточно далеко друг от друга, не вызывает затруднений одновременный нагрев до сварочной температуры нескольких контуров.
При достаточном удалении отверстий друг от друга токи, индуктируемые в этих контуpax, не влияют друг на друга, и каждый из НИ|Х нагревается равномерно.
В случае, если контуры расположены близко друг к другу, то появляется взаимодействие между токами. При этом, если индукторы над соседними контурами включены согласно, т. е. фазы колебаний между токами равны нулю, токи в перемычках между контурами складываются, что приводит к усилению нагрева участков этих контуров, наиболее близко расположенных лруг к другу, без усиления нагрева на остальных участках. В результате наблюдается неравномерность нагрева по периметру каждого из контуров. Аналогичная картина будет иметь место и в случае встречного включения индукторов, т. е. при сдвиге фаз между токами в соседних контурах, равном 180°. По в этом случае на участках контуров, расположенных наиболее близко друг к другу, будет наблюдаться недогрев.
Цель изобретения - создание способа одновременного индукционного нагрева нескольких кольцевых контуров, преимущественно при вварке труб в трубные доски, обеспечивающего равномерный нагрев кромок свариваемых контуров независимо от расстояния между соседними отверстиями.
Сущность способа заключается в том, что в соседних контурах, подлежащих сварке, индуктируются токи с разностью фаз от 60 до 120°.
За счет подбора величины сдвига фаз в этом интервале можно практически ликвидировать взаимодействие токов, индуктированных в соседних контурах, либо обеспечить благоприятный эффект от нх взаимодействия.
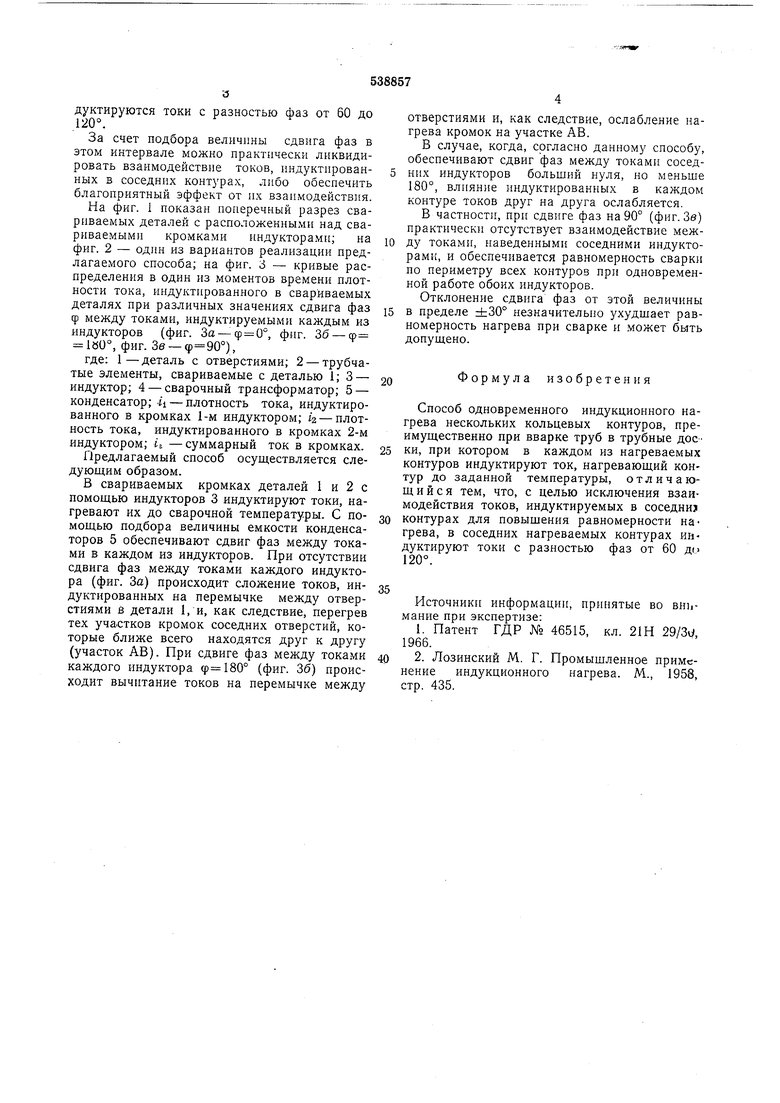
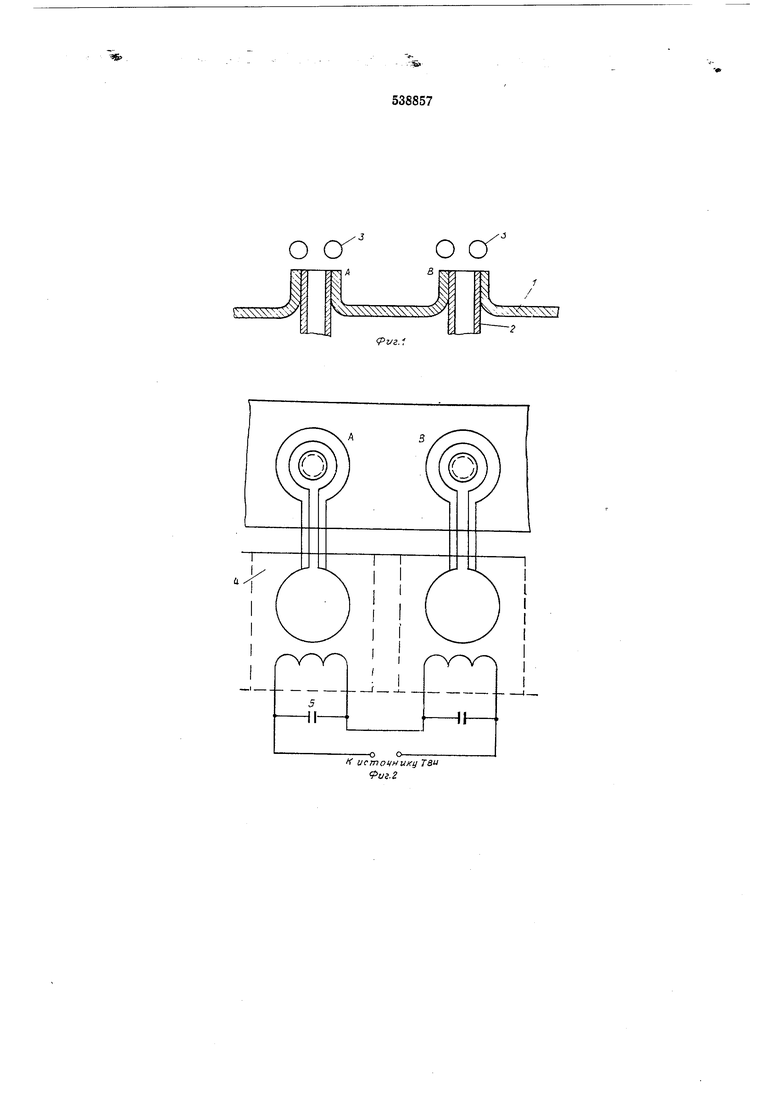
На фиг. 1 показан поперечный разрез свариваемых деталей с расположенными над свариваемыми кромками индукторами; иа фиг. 2 - один из вариантов реализации предлагаемого способа; на фиг. 3 - кривые распределения в один из моментов времени плотности тока, индуктированного в свариваемых деталях при различных значениях сдвига фаз Ф между токами, индуктируемыми каждым из индукторов (фиг. За - Ф 0, фиг. 36 - q , фиг. 30 ),
где: 1-деталь с отверстиями; 2 - трубчатые элементы, свариваемые с деталью 1; 3- индуктор; 4 - сварочный трансформатор; 5 - конденсатор; ii - плотность тока, индуктированного в кромках 1-м индуктором; iz - плотность тока, индуктированного в кромках 2-м индуктором; i -суммарный ток в кромках.
Предлагаемый способ осуществляется следующим образом.
В свариваемых кромках деталей 1 и 2 с помощью индукторов 3 индуктируют токи, нагревают их до сварочной температуры. С помощью подбора величины емкости конденсаторов 5 обеспечивают сдвиг фаз между токами в каждом из индукторов. При отсутствии сдвига фаз между токами каждого индуктора (фиг. За) происходит сложение токов, индуктированных на перемычке между отверстиями в детали 1, и, как следствие, перегрев тех участков кромок соседних отверстий, которые ближе всего находятся друг к другу (участок АВ). При сдвиге фаз между токами каждого индуктора (фиг. 36) происходит вычитание токов на перемычке между
отверстиями и, как следствие, ослабление нагрева кромок на участке АВ.
В случае, когда, согласно данному способу, обеспечивают сдвиг фаз между токами соседних индукторов больший нуля, но меньше 180°, влияние индуктированных в каждом контуре токов друг на друга ослабляется.
В частности, при сдвиге фаз на 90° (фиг. Зв) практически отсутствует взаимодействие между токам, наведенными соседними индукторами, и обеспечивается равномерность сварк по периметру всех контуров при одновременной работе обоих индукторов.
Отклонение сдвига фаз от этой величины в пределе ±30° незначительно ухудшает равномерность нагрева при сварке и может быть допущено.
Формула изобретен t я
Способ одновременного индукционного нагрева нескольких кольцевых контуров, преимущественно при вварке труб в трубные доски, при котором в каждом из нагреваемых контуров индуктируют ток, нагревающий контур до заданной температуры, отличающийся тем, что, с целью исключения взаимодействия токов, индуктируемых в соседни контурах для повышения равномерности нагрева, в соседних нагреваемых контурах индуктируют токи с разностью фаз от 60 д| 120°.
Источник информации, принятые во вньмание при экспертизе:
1.Патент ГДР № 46515, кл. 21Н 29/3v, 1966.
2.Лозинский М. Г. Промышленное применение индукционного нагрева. М., 1958, стр. 435.
Рг/г.Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотнойСВАРКи | 1978 |
|
SU795820A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| Способ высокочастотной сварки | 1981 |
|
SU1030129A1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ИЗДЕЛИЙ ПО ОТБОРТОВАННЫМ КРОМКАМ | 1991 |
|
RU2053080C1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1972 |
|
SU334025A1 |
| Способ высокочастотной сварки | 1980 |
|
SU912443A1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1970 |
|
SU285733A1 |
| Способ высокочастотной сварки изделий встык | 1984 |
|
SU1192926A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВАО ; ..v:;iT;;a •-<>& т^.';:!'Н':Г'',':] Ел&л::з'1 J:;A | 1965 |
|
SU173352A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU774857A1 |
ff ucmo HUKtj Т84 Фиг.г
. Фиг. 3
{--а.
/t ап Y .iU
