Изобретение относится к обработке металлов давлением, в частности к оснастке для высадки утолщений на стержневых заготовках и может быть использовано для получения поковок типа стержня с утолщением с исключением влияния величины колебания размеров длины заготовки от мерной. В случае использования калиброванного проката в качестве исходной заготовки штамп может быть использован для получения поковок без облоя.
Известен универсальный переналаживаемый блок штампов для высадки головок болтов и других стержневых поковок, содержащий верхнюю и нижнюю плиты, закрепленные на них сменные вставки, выталкиватель с регулировкой на нужный размер высаживаемой части поковки посредством резьбовой пробки в зависимости от длины заготовки. Но в указанном штампе регулировка выталкивателя производится не на каждую заготовку, а при настройке штампа на партию заготовок определенной длины без учета колебания размеров на длину каждой заготовки.
Известен клиновой штамп для двухсторонней высадки стержневых деталей с головками (авт. св. N 774753, кл. В 21 J 5/08), где, с целью повышения качества высадки путем предотвращения образования облоя штамп снабжен свободно насаженными на высадочные пуансоны дополнительными матрицами, замыкающими формообразующую полость, демпферами, выполненными каждый в виде набора тарельчатых пружин и связывающими дополнительные матрицы с ползушками, но указанный штамп сложен в изготовлении и не позволяет производить переналадку на другой типоразмер поковок.
Наиболее близким к изобретению по технической сущности является штамп для высадки утолщений на стержневых заготовках, содержащий верхнюю приводную плиту с клином, нижнюю плиту со смонтированными на ней матрицей, пуансоном и ползушкой, установленной с возможностью взаимодействия с клином и пуансоном, механизмом установочного подпора заготовки, выполненным в виде диска, эксцентрично размещенного на валу, закрепленном перпендикулярно оси высадки, и стопора обратного разворота диска [1] .
Данный штамп позволяет получать поковки типа стержня с утолщением с исключением влияния длины обрабатываемых заготовок от мерной.
Недостатками известного штампа являются:
установка заготовки в штамп и извлечение готовой поковки из штампа производится путем проталкивания ее через горизонтальное отверстие в ползушке, что связано с потерей производительности труда;
в процессе деформации опорный торец заготовки при определенных соотношениях длины хвостовой части и угла поворота диска может опираться на диск не по всей плоскости торца, а с эксцентриситетом с опорой по образующей или сегменту, что может привести к искривлению стержня поковки и снижению ее качества. Кроме того, выталкивание отштампованной поковки из матрицы производится поворотом диска, что при наличии значительных сил трения между торцом заготовки и диском может привести также к искривлению стержня поковки;
штамп не позволяет производить переналадку на другие типоразмеры изготовляемых деталей.
Целью изобретения является повышение производительности, качества изготовляемых поковок и расширение технологических возможностей штампа.
Это достигается тем, что в предлагаемый штамп, содержащий верхнюю плиту с клином, нижнюю плиту, матрицу, пуансон, механизм установочного подпора заготовки снабжен выталкивателем; выполненным в виде двух соосно установленных частей с промежуточной опорой верхней части на механизм установочного подпора и с гарантированным зазором между ними по плоскости разъема, величина которого превышает поле допуска на длину изготовляемых заготовок. Механизм установочного подпора выполнен в виде подвижного клина с продольным пазом. В расширяющейся части механизма установочного подпора закреплена стойка, снабженная в верхней части откидным упором, соединенным с пружиной и ограничителем поворота упора.
В нижней части стойка снабжена резьбой и стопорной гайкой с возможностью регулирования высоты от матрицы до откидного упора.
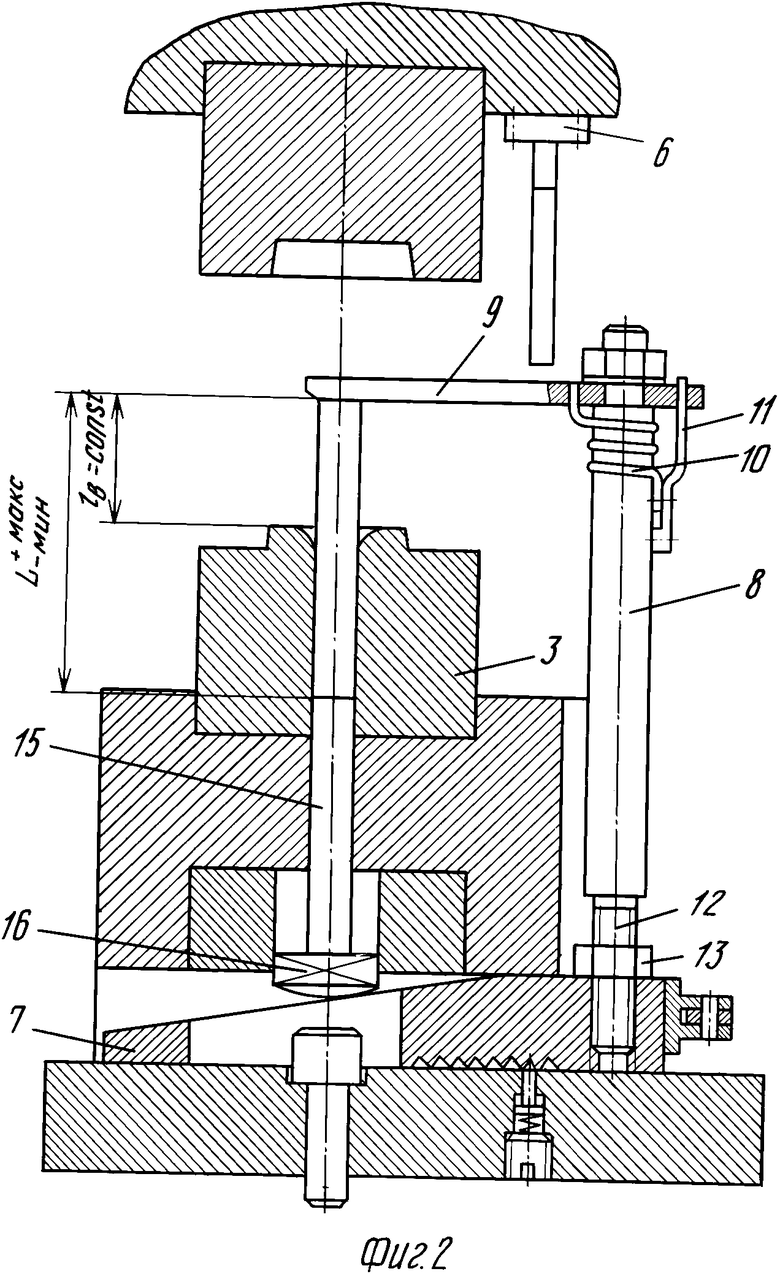
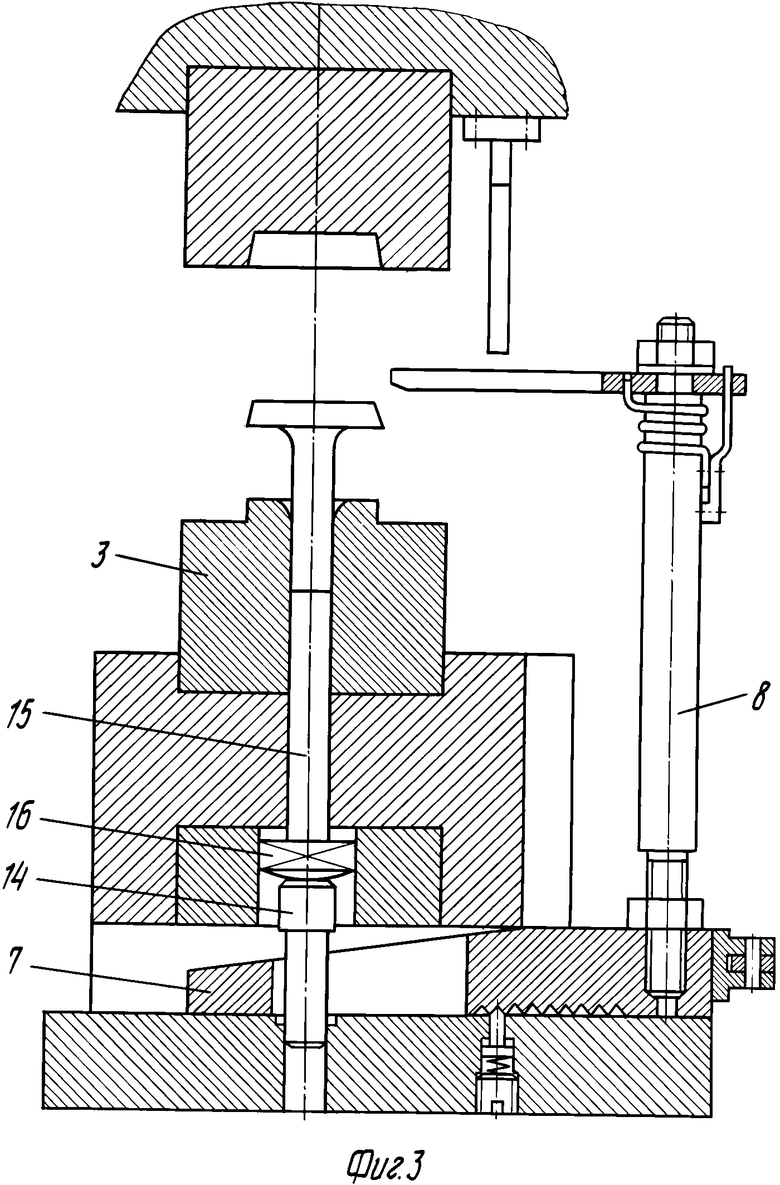
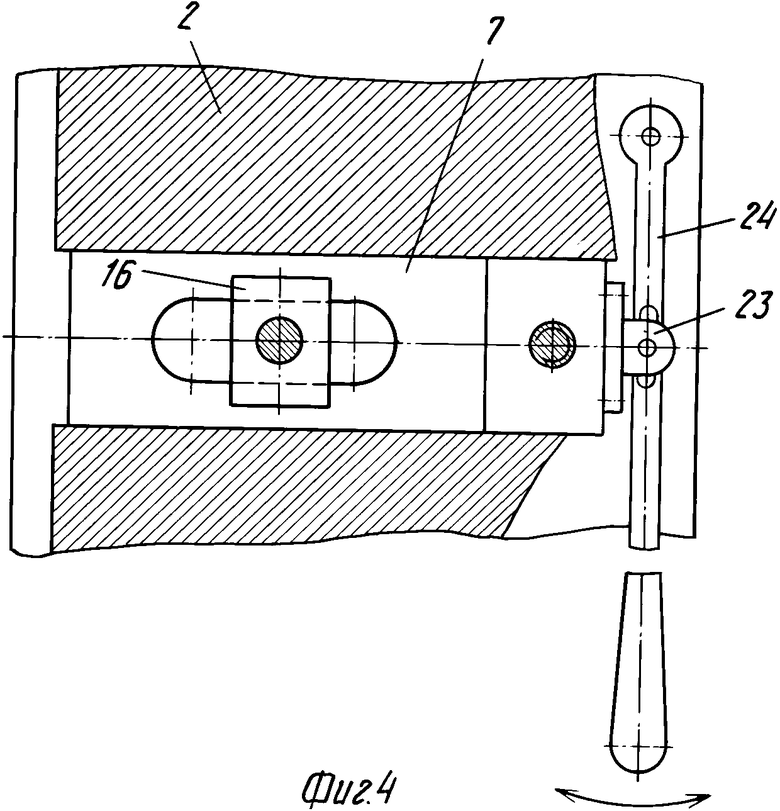
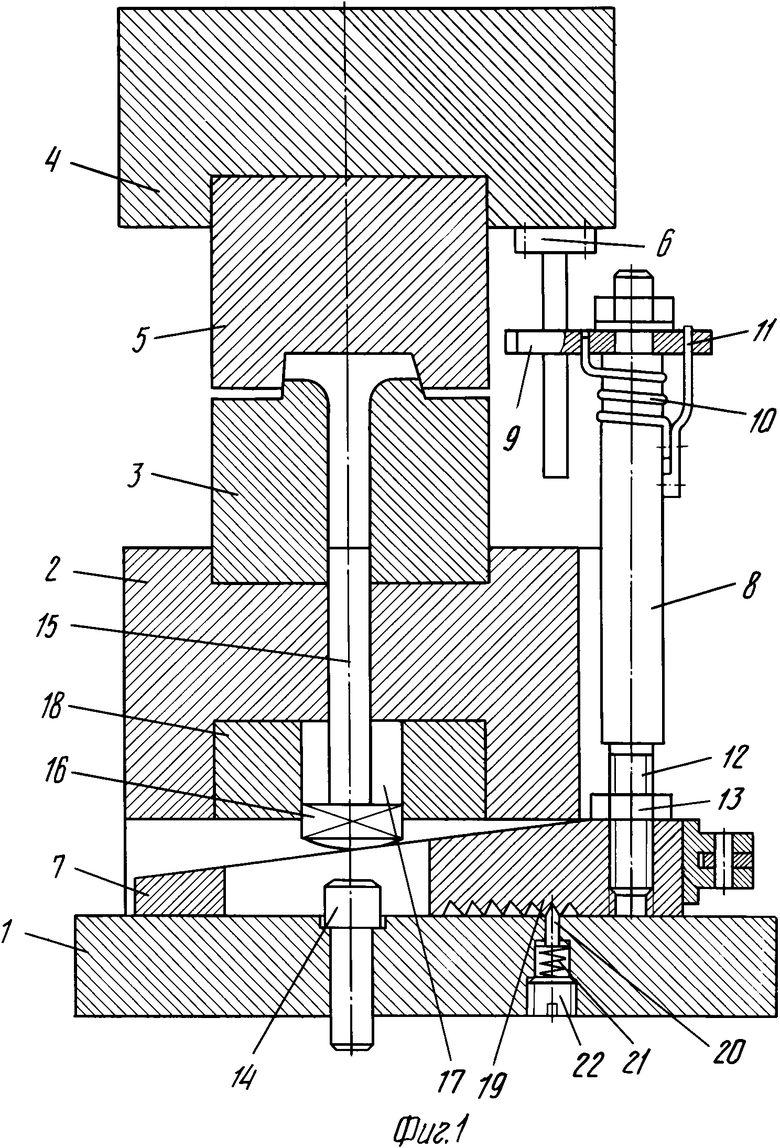
На фиг. 1 дан штамп, в положении, соответствующем окончанию штамповки, продольный разрез; на фиг. 2 - штамп в положении, соответствующем моменту установки заготовки с фиксацией механизмом установочного подпора; на фиг. 3 - штамп в положении выталкивания поковки из штампа, продольный разрез; на фиг. 4 - механизм установочного подпора с выталкивателем и привод для возвратно-поступательного движения механизма установочного подпора, план.
Штамп содержит нижнюю плиту 1, на которой закреплен корпус 2 с матрицей 3, верхнюю плиту 4 с установленным на ней пуансоном 5 и клином 6. На нижней плите смонтирован механизм 7 установочного подпора, выполненный в форме подвижного клина с продольным пазом. В расширяющейся части механизма 7 закреплена стойка 8, верхняя часть которой снабжена откидным упором 9, поджатым пружиной 10 кручения к ограничителю 11 поворота. Нижняя часть стойки 8 снабжена хвостовиком 12 с резьбой и стопорной гайкой 13. В нижней плите 1 и корпусе 2 размещен выталкиватель, состоящий из двух частей 14 и 15, соосно установленных с зазором по плоскости разъема между ними.
Нижняя часть выталкивателя 14 установлена цилиндрическим буртом в продольном пазу механизма 7 установочного подпора с опорой в гнездо нижней плиты, а верхняя часть выталкивателя 15 снабжена квадратным буртом 16, хвостовая часть которого имеет цилиндрическое закругление и установлена в квадратном гнезде 17, втулки 18, закрепленной в нижней части корпуса 2 для исключения проворота верхней части выталкивателя 15 вокруг оси и попадания хвостовой части бурта 16 в продольный паз механизма установочного подпора.
На опорной плоскости механизма установочного подпора со стороны нижней плиты 1 предусмотрен механизм 19 стопорения, выполненный в виде насечек треугольного профиля и взаимодействующий со стопором 20, установленным в корпусе нижней плиты. Стопор 20 снабжен пружиной 21, поджатой резьбовой пробкой 22. Со стороны стойки 8 механизм установочного подпора снабжен через проушину 23 рычагом 24 для обеспечения его возвратно-поступательного движения. Привод механизма установочного подпора можно осуществлять механическим способом, например, от пневмоцилиндра.
Штамп работает следующим образом.
Верхняя плита 4 с пуансоном 5 находятся в крайнем верхнем положении, а механизм установочного подпора заготовки со стойкой 8 и откидным упором 9 - в крайнем правом положении, верхняя часть выталкивателя 15 утоплена вниз до упора буртом 16 в наклонную плоскость механизма установочного подпора. Устанавливают высоту высаживаемой части заготовки от матрицы 3 до откидного упора 9 за счет хвостовика 12 с резьбой стойки 8 и стопорной гайки 13. Эта высота остается постоянной lb = const на всю партию высаживаемых заготовок. Нагретую заготовку устанавливают в матрицу 3 до упора в торец выталкивателя 15. Поворотом рычага 24 механизм установочного подпора перемещают влево, при этом откидной упор 9, перемещаясь влево, перекрывает торец заготовки, а верхняя часть выталкивателя 15 при взаимодействии бурта 16 с наклонной плоскостью установочного подпора приподнимается, а свою очередь приподнимая заготовку до соприкосновения с откидным упором 9.
Заготовка становится в распор между верхней часть выталкивателя 15 и упором 9 (так фиксируется постоянная длина высаживаемой части заготовки). Допуск на длину заготовки компенсируется механизмом установочного подпора в пределах поля допуска L ±максмин.
При достижении ползуна пресса вниз верхняя плита 4 с пуансоном 5 движется вниз, клин 6 отводит от заготовки откидной упор 9, вращая его вокруг стойки 8 и при дальнейшем движении пуансона 5 вниз производится высадка заготовки. Стопор 20, взаимодействуя с механизмом 19 стопорения, препятствует самопроизвольному движению механизма установочного подпора при ударах. При движении ползуна пресса вверх верхняя плита 4 с пуансоном 5 и клином 6 движется вверх, освобождая откидной упор 9, который под действием пружины 10 поворачивается вокруг стойки 8 до упора в ограничитель 11 поворота и занимает исходное положение.
При движении толкателя пресса вверх нижняя часть выталкивателя 14 через продольный паз механизма установочного подпора движется вверх и при упоре в бурт 16 верхней части выталкивателя 15 выталкивает поковку из ручья матрицы 3. Рычагом 24 механизм установочного подпора со стойкой 8 и откидным упором 9 отводится вправо и поковка из матрицы 3 удаляется клещами.
Предлагаемый штамп для высадки утолщений на стержневых заготовках позволит повысить производительность труда за счет более удобной установки заготовки в штамп вертикально и извлечения отштампованной детали с помощью толкателя пресса; повысить качество изготовляемых деталей за счет более надежной опоры торца заготовки на торец выталкивателя;
расширить технологические возможности за счет переналадки на другой типоразмер изготовляемых деталей. (56) Авторское свидетельство СССР N 1144752, кл. В 21 J 5/08, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Способ высадки утолщений на стержнях | 1980 |
|
SU897374A2 |
| Штамп для высадки утолщений на стержневых заготовках | 1983 |
|
SU1144752A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Способ изготовления V-образных изделий с концевыми утолщениями | 1980 |
|
SU912394A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
Использование: обработка металлов давлением, конструкции для высадки утолщений на стержневых заготовок. Сущность изобретения: штамп содержит верхнюю плиту с клином, нижнюю плиту, матрицу, пуансон и механизм установочного подпора заготовки. Выталкиватель выполнен из двух соосно установленных частей. Верхняя его часть опирается на механизм установочного подпора заготовки, состоящий из подвижного клина с продольным пазом и стойки, закрепленной в его расширяющейся части. В верхней части стойки смонтирован откидной упор, соединенный с пружиной и ограничителем поворота упора. В нижней части стойки выполнена резьба и установлена стопорная гайка с возможностью регулирования высоты от матрицы до откидного упора. 4 ил.
ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ, содержащий верхнюю плиту с клином, нижнюю плиту, матрицу, пуансон, механизм установочного подпора заготовки, отличающийся тем, что, с целью повышения производительности, качества изготовляемых деталей и расширения технологических возможностей, он снабжен выталкивателем, выполненным в виде двух соосно установленных частей с гарантированным зазором между ними по плоскости разъема, величина которого превышает поле допуска на длину изготовляемых заготовок, причем верхняя часть выталкивателя установлена с возможностью опоры на механизм установочного подпора, выполненный в виде подвижного клина с продольным пазом, в расширяющейся части которого закреплена стойка, в верхней части снабженная откидным упором, соединенным с пружиной и ограничителем поворота упора, а в нижней части - резьбой и стопорной гайкой с возможностью регулирования высоты от матрицы до откидного упора.
