(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для притирки сферическихдЕТАлЕй | 1978 |
|
SU831559A1 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА | 2002 |
|
RU2217634C1 |
| Приспособление для притирки зубчатых колес | 1982 |
|
SU1093567A1 |
| Приспособление для взаимной приработки пары зубчатых колес | 1976 |
|
SU643256A2 |
| Устройство для обработки зубчатых колес | 1986 |
|
SU1625571A1 |
| СТАНОК ДЛЯ ПРИТИРКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU248461A1 |
| Устройство для притирки конических поверхностей | 1982 |
|
SU1065155A1 |
| Устройство для притирки зубчатых колес | 1982 |
|
SU1071381A2 |
| Устройство для притирки зубчатыхКОлЕС | 1979 |
|
SU818779A1 |
| Способ притирки сопряженной пары зубчатых колес | 1975 |
|
SU582071A2 |
Использование: в машиностроении на отделочных операциях при обработке зубчатых колес. Сущность изобретения: притирку выполняют в корпусе, выполненном с возможностью регулирования положения осей валов, несущих притираемую зубчатую пару, параметры регулирования положения этих осей задают в соответствии с законом распределения плотности вероятности появления ошибок монтажа в рабочем корпусе рассеянных в пределах допусков, регламентированных стандартами на точность зубчатых передач. 2 з.п.ф-лы, 6 ил., 2 табл. ;
Изобретение относится к машиностроению и может быть использовано при отделочных операциях зубчатых колес.
Известен способ притирки зубчатых колес, включающий взаимный обкат зубчатой пары под нагрузкой в корпусе, выполненном с возможностью регулирования положения осей валов, несущих притираемую пару,
Недостатком указанного способа является его неэффективность, связанная с тем, что при снятии припуска не учитывают закон распределения плотности вероятности появления ошибок монтажа в рабочем корпусе, рассеянных в пределах допусков, регламентированных стандартами на точность зубчатых передач.
Целью изобретения является повышение эффективности процесса притирки за счет снятия припуска в соответствии с законом распределения плотности вероятности появления ошибок монтажа в рабочем корпусе. С указанной целью оси валов, несущих притираемую пару, устанавливают в положение, обеспечивающее непараллельность и перекос осей, равные нулю, и осуществляют притирку до снятия в средней части зубьев припуска, величина которого превышает шероховатость поверхности зубчатых профилей до притирки, затем процесс притирки осуществляют при чередующихся в последовательности случайных чисел nrrij сочетаниях значений непараллельности и перекоса, при каждом из сочетаний выполняют регулирование положений осей, обеспечивающее i-ю непараллельность и j- й перекос, а время протекания процесса притирки t(i,j) задают пропорционально вероятности P(i,j) появления в рабочем корпусе сочетания непараллельности и перекоса в соответствии с зависимостью
vj
CJ
Ч)
о о
t(i,j) t(0;0)-P(i,J)/P(0;0). где Р(0;0) - вероятность появления сочетания равных нулю непараллельности и перекоса;
t(0;0) - продолжительность процесса притирки в условиях равенства нулю непараллельности и перекоса осей.
При притирке цилиндрической зубчатой пары числа PI и п} значений непараллельности и перекоса осей валов притираемой пары задают из условия , где b - рабочая ширина зубьев колес указанной пары,
ММ, .
При притирке конической зубчатой пары число nj значений осевого смещения большего колеса притираемой конической пары задают из условия , где Гц - число значений отклонения межосевого расстояния указанной пары,
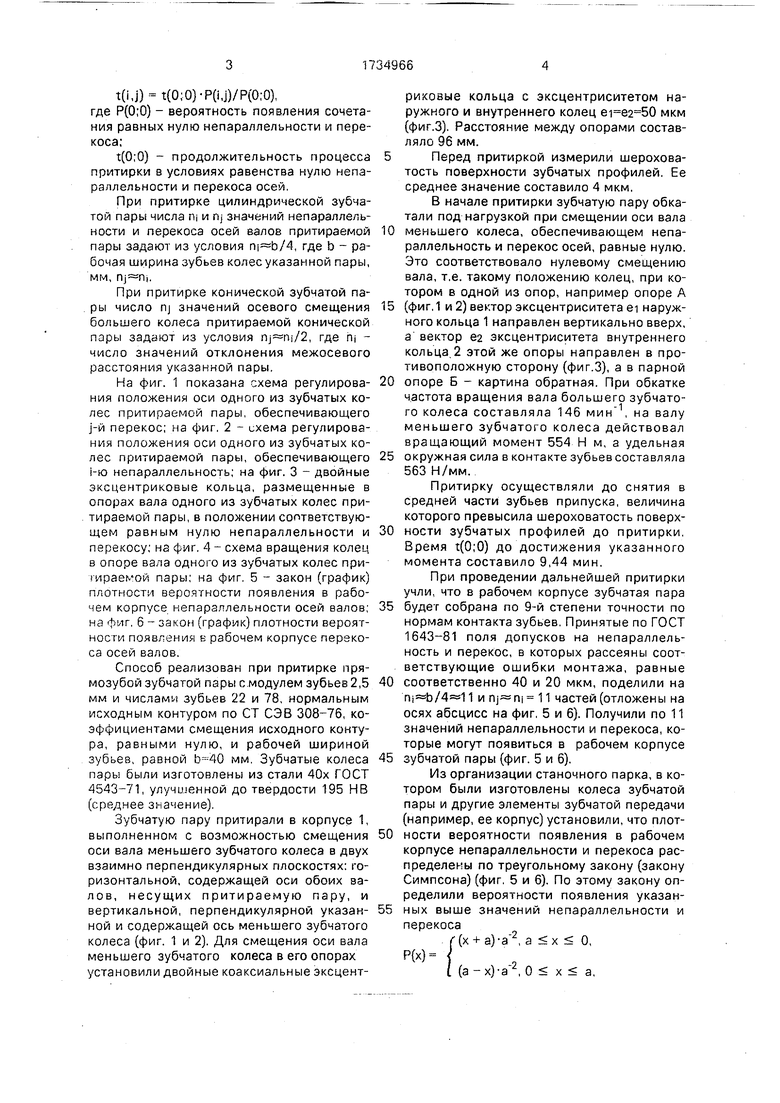
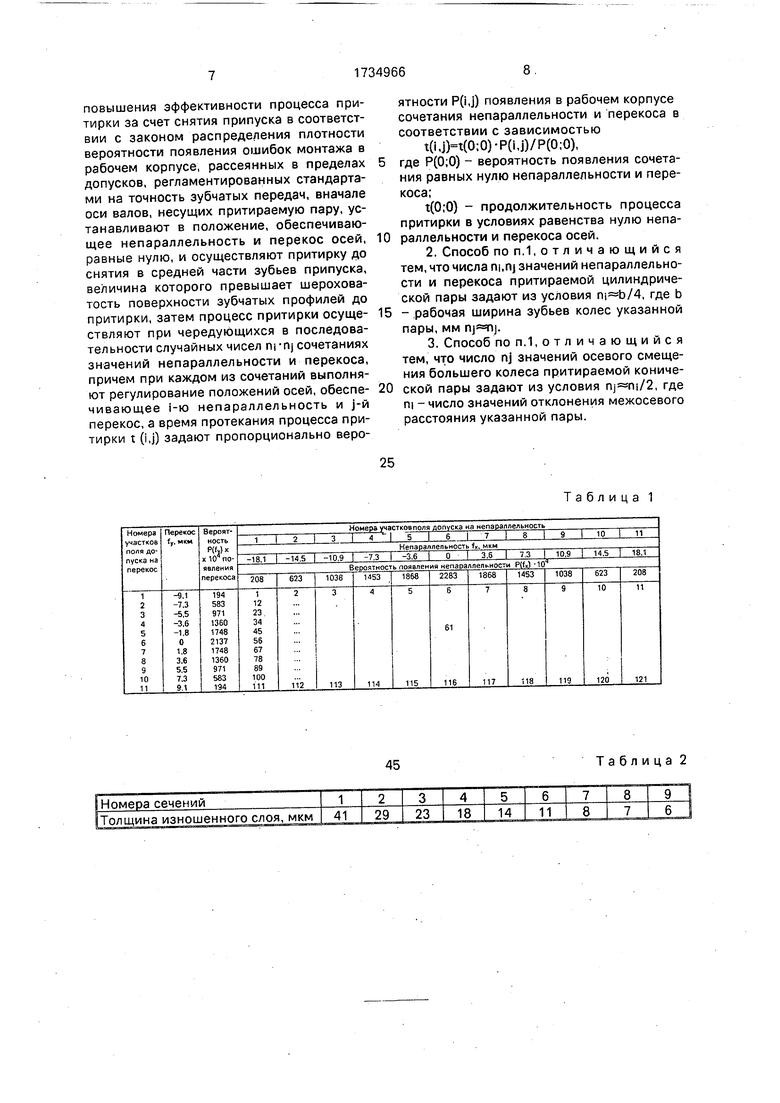
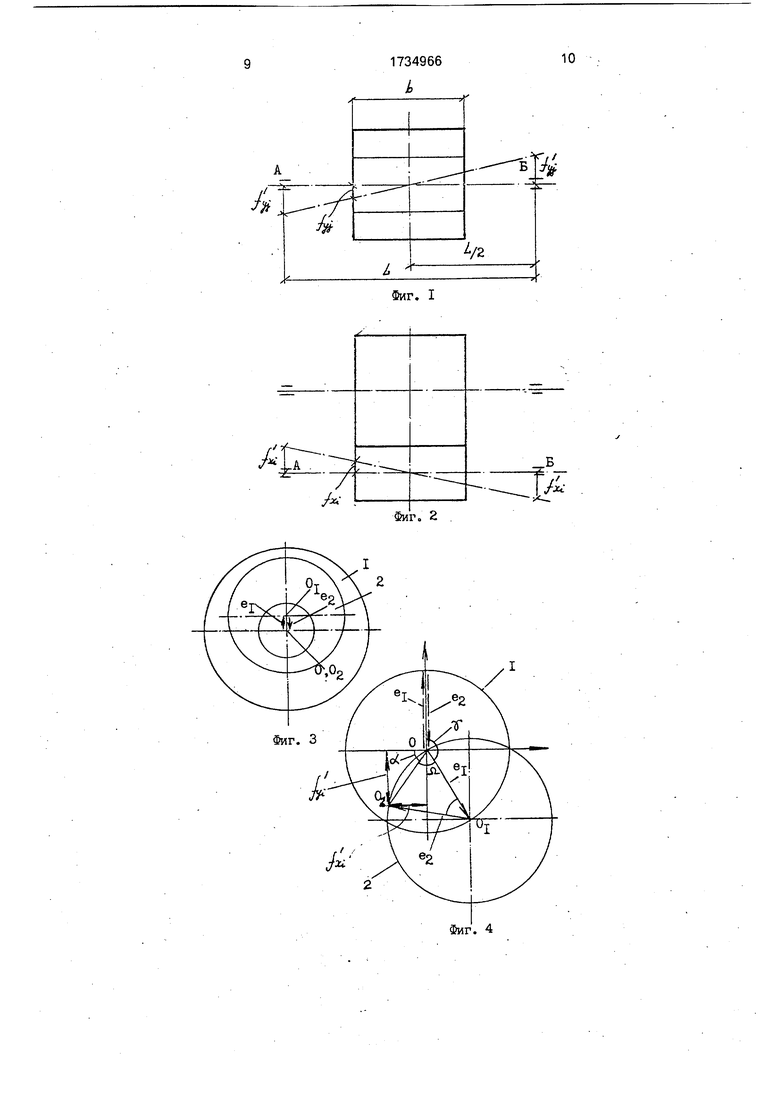
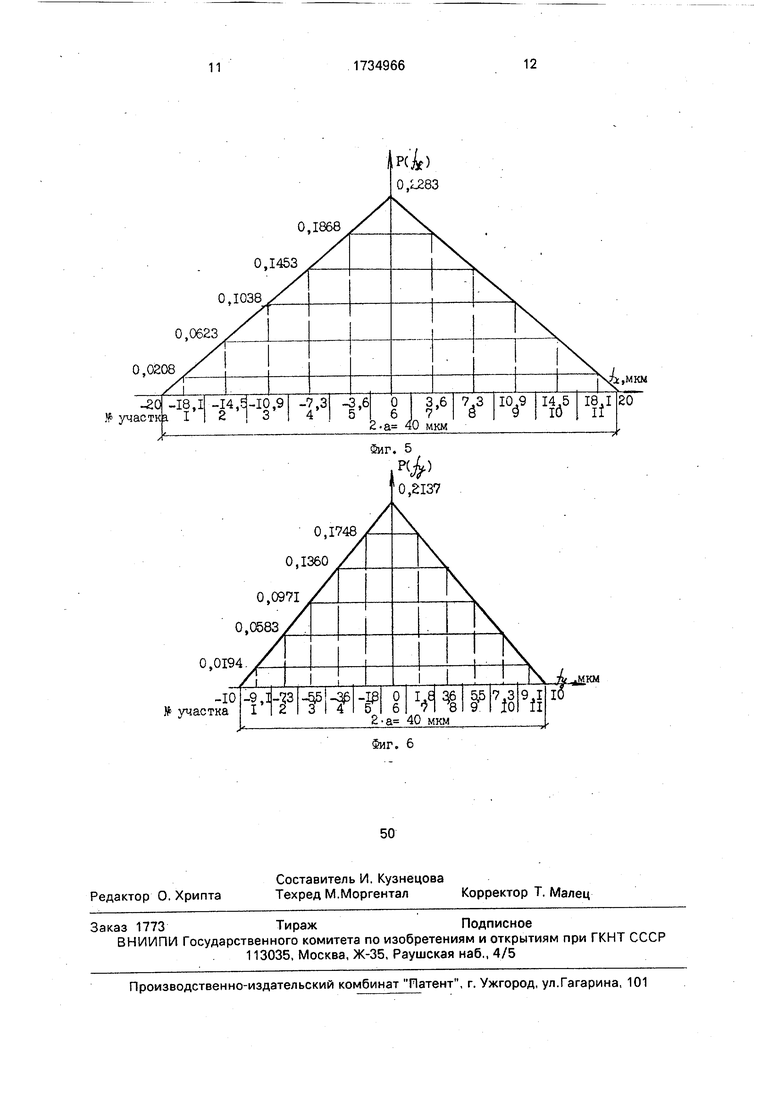
На фиг. 1 показана схема регулирова- ния положения оси одного из зубчатых колес притираемой пары, обеспечивающего j-и перекос; на фиг. 2 - ихема регулирования положения оси одного из зубчатых колес притираемой пары, обеспечивающего i-ю непараллельность; на фиг. 3 - двойные эксцентриковые кольца, размещенные в опорах вала одного из зубчатых колес притираемой пары, в положении соответствующем равным нулю непараллельности и перекосу; на фиг. 4 - схема вращения колец в опоре вала одного из зубчатых колес при- жраемой пары; на фиг. 5 - закон (график) плотности вероятности появления в рабочем корпусе непараллельности осей валов; на фиг. 6 - закон (график) плотности вероятности появления в рабочем корпусе перекоса осей валов.
Способ реализован при притирке прямозубой зубчатой пары с модулем зубьев 2,5 мм и числами зубьев 22 и 78, нормальным исходным контуром по СТ СЭВ 308-76, коэффициентами смещения исходного контура, равными нулю, и рабочей шириной зубьев, равной мм. Зубчатые колеса пары были изготовлены из стали 40х ГОСТ 4543-71, улучшенной до твердости 195 НВ (среднее значение).
Зубчатую пару притирали в корпусе 1, выполненном с возможностью смещения оси вала меньшего зубчатого колеса в двух взаимно перпендикулярных плоскостях: горизонтальной, содержащей оси обоих залов, несущих притираемую пару, и вертикальной, перпендикулярной указан- ной и содержащей ось меньшего зубчатого колеса (фиг. 1 и 2). Для смещения оси вала меньшего зубчатого колеса в его опорах установили двойные коаксиальные эксцентриковые кольца с эксцентриситетом наружного и внутреннего колец мкм (фиг.З). Расстояние между опорами составляло 96 мм.
Перед притиркой измерили шероховатость поверхности зубчатых профилей. Ее среднее значение составило 4 мкм,
В начале притирки зубчатую пару обкатали под нагрузкой при смещении оси вала меньшего колеса, обеспечивающем непараллельность и перекос осей, равные нулю. Это соответствовало нулевому смещению вала, т.е. такому положению колец, при котором в одной из опор, например опоре А (фиг,1 и 2) вектор эксцентриситета ei наружного кольца 1 направлен вертикально вверх, а вектор еа эксцентриситета внутреннего кольца 2 этой же опоры направлен в противоположную сторону (фиг.З), а в парной опоре Б - картина обратная. При обкатке частота вращения вала большего зубчатого колеса составляла 146 , на валу меньшего зубчатого колеса действовал вращающий момент 554 Н м, а удельная окружная сила в контакте зубьев составляла 563 Н/мм.
Притирку осуществляли до снятия в средней части зубьев припуска, величина которого превысила шероховатость поверхности зубчатых профилей до притирки. Время t(0;0) до достижения указанного момента доставило 9,44 мин.
При проведении дальнейшей притирки учли, что в рабочем корпусе зубчатая пара будет собрана по 9-й степени точности по нормам контакта зубьев. Принятые по ГОСТ 1643-81 поля допусков на непараллельность и перекос, в которых рассеяны соответствующие ошибки монтажа, равные соответственно 40 и 20 мкм, поделили на и 11 частей (отложены на осях абсцисс на фиг, 5 и 6). Получили по 11 значений непараллельности и перекоса, которые могут появиться в рабочем корпусе зубчатой пары (фиг. 5 и 6).
Из организации станочного парка, в котором были изготовлены колеса зубчатой пары и другие элементы зубчатой передачи (например, ее корпус) установили, что плотности вероятности появления в рабочем корпусе непараллельности и перекоса распределены по треугольному закону (закону Симпсона) (фиг, 5 и 6). По этому закону определили вероятности появления указанных выше значений непараллельности и перекоса
-2
Р(Х)
(x + a), a x О, (а -х), 0 х а,
где х - непараллельность (-18,1, -14,5, - 10,9...) или перекос (-9,1, -7,3, -5,5...) -а,а - область рассеяния х, принимаемая равной полю допуска, для непараллельности а 20, для перекоса а 10 мкм.
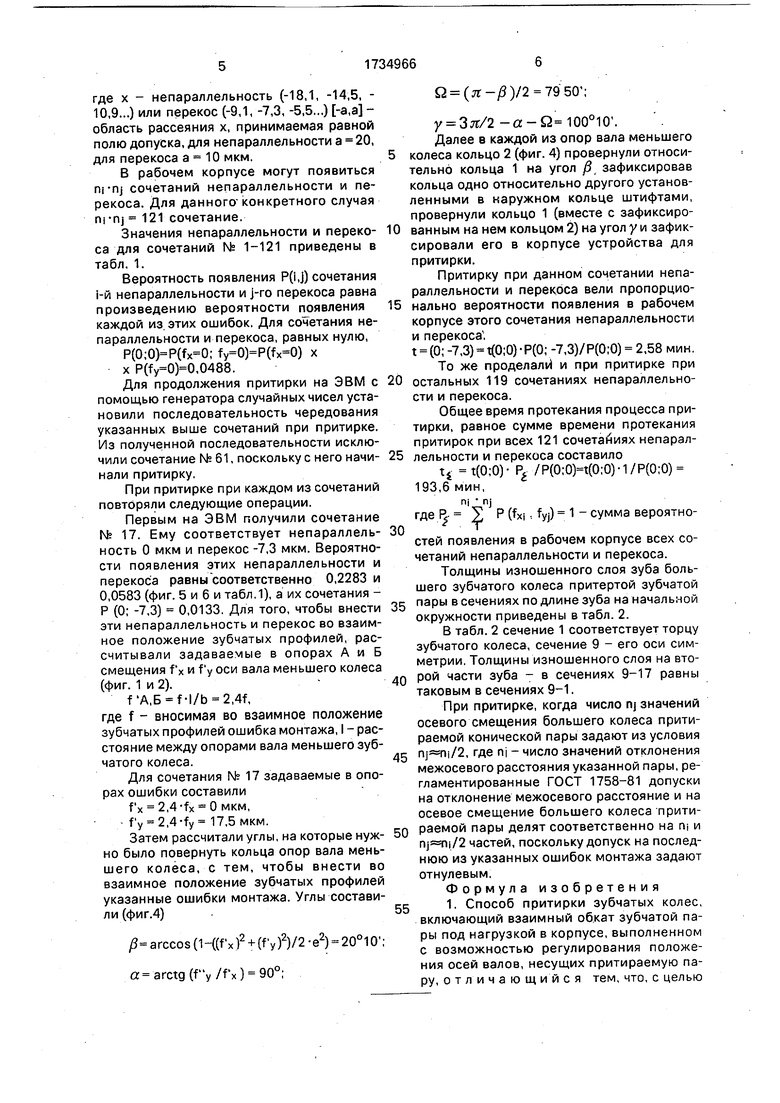
В рабочем корпусе могут появиться nrrij сочетаний непараллельности и перекоса. Для данного конкретного случая nrnj 121 сочетание.
Значения непараллельности и перекоса для сочетаний № 1-121 приведены в табл. 1.
Вероятность появления P(i,j) сочетания i-й непараллельности и j-ro перекоса равна произведению вероятности появления каждой из. этих ошибок. Для сочетания непараллельности и перекоса, равных нулю,
P(0;0)P( )P() x
х P()0,0488.
Для продолжения притирки на ЭВМ с помощью генератора случайных чисел установили последовательность чередования указанных выше сочетаний при притирке. Из полученной последовательности исключили сочетание № 61, поскольку с него начинали притирку,
При притирке при каждом из сочетаний повторяли следующие операции.
Первым на ЭВМ получили сочетание № 17. Ему соответствует непараллельность 0 мкм и перекос -7,3 мкм. Вероятности появления этих непараллельности и перекоса равны соответственно 0,2283 и 0,0583 (фиг. 5 и 6 и табл.1), а их сочетания - Р (0; -7,3) 0,0133. Для того, чтобы внести эти непараллельность и перекос во взаимное положение зубчатых профилей, рассчитывали задаваемые в опорах А и Б смещения f x и f y оси вала меньшего колеса (фиг. 1 и 2),
f A,B H/b 2,4f,
где f - вносимая во взаимное положение зубчатых профилей ошибка монтажа, I - расстояние между опорами вала меньшего зубчатого колеса.
Для сочетания № 17 задаваемые в опорах ошибки составили
f x 2,4-fx OMKM, f y 2,4-fy 17,5 мкм.
Затем рассчитали углы, на которые нужно было повернуть кольца опор вала меньшего колёса, с тем, чтобы внести во взаимное положение зубчатых профилей указанные ошибки монтажа. Углы составили (фиг.4)
Ј arccos(1-((f x)2 + (fy)2)/2-e2) 20°10 ;
a arctg(f y/fx) 90
,о.
Q (tt-/3)/2 7950 ;
у Зл/2 -a-Q 100°10 . Далее в каждой из опор вала меньшего колеса кольцо 2 (фиг. 4) провернули относительно кольца 1 на угол /3 зафиксировав кольца одно относительно другого установленными в наружном кольце штифтами, провернули кольцо 1 (вместе с зафиксиро- ванным на нем кольцом 2) на угол у и зафиксировали его в корпусе устройства для притирки.
Притирку при данном сочетании непараллельности и перекоса вели пропорцио- нально вероятности появления в рабочем корпусе этого сочетания непараллельности и перекоса .
t (0;-7,3) t(0;0)-P(0; -7,3)/P(0;0) 2,58 мин. То же проделали и при притирке при остальных 119 сочетаниях непараллельности и перекоса.
Общее время протекания процесса притирки, равное сумме времени протекания притирок при всех 121 сочетаниях непарал- лельности и перекоса составило
tj t(0;0)- Pt /P(0;OH(0;0)-1/P(0;0) 193,6 мин,
ni nj где В- У Р (fXj, fyi) 1 - сумма вероятноY
стей появления в рабочем корпусе всех сочетаний непараллельности и перекоса.
Толщины изношенного слоя зуба большего зубчатого колеса притертой зубчатой
пары в сечениях по длине зуба на начальной окружности приведены в табл. 2.
В табл. 2 сечение 1 соответствует торцу зубчатого колеса, сечение 9 - его оси симметрии. Толщины изношенного слоя на второй части зуба - в сечениях 9-17 равны таковым в сечениях 9-1.
При притирке, когда число nj значений осевого смещения большего колеса притираемой конической пары задают из условия
nj«nj/2, где nj - число значений отклонения межосевого расстояния указанной пары, регламентированные ГОСТ 1758-81 допуски на отклонение межосевого расстояние и на осевое смещение большего колеса притираемой пары делят соответственно на гн и частей, поскольку допуск на последнюю из указанных ошибок монтажа задают отнулевым,
Формула изобретения
1- Способ притирки зубчатых колес, включающий взаимный обкат зубчатой пары под нагрузкой в корпусе, выполненном с возможностью регулирования положения осей валов, несущих притираемую пару, отличающийся тем, что, с целью
повышения эффективности процесса притирки за счет снятия припуска в соответствии с законом распределения плотности вероятности появления ошибок монтажа в рабочем корпусе, рассеянных в пределах допусков, регламентированных стандартами на точность зубчатых передач, вначале оси валов, несущих притираемую пару, устанавливают в положение, обеспечивающее непараллельность и перекос осей, равные нулю, и осуществляют притирку до снятия в средней части зубьев припуска, величина которого превышает шероховатость поверхности зубчатых профилей до притирки, затем процесс притирки осуществляют при чередующихся в последовательности случайных чисел сочетаниях значений непараллельности и перекоса, причем при каждом из сочетаний выполняют регулирование положений осей, обеспечивающее i-ю непараллельность и j-й перекос, а время протекания процесса притирки t (i,j) задают пропорционально веро0
5
0
ятности P(i,j) появления в рабочем корпусе сочетания непараллельности и перекоса в соответствии с зависимостью
t(i,j)t(0;0)-P(i,j)/P(0;0), где Р(0;0) - вероятность появления сочетания равных нулю непараллельности и перекоса;
t(0;0) - продолжительность процесса притирки в условиях равенства нулю непараллельности и перекоса осей.
Таблица 1
45
Таблица 2
f
/
7 A/;
I
10
Фиг. I
Б
Тл
Фиг
. 2
Фиг. 6
| Кокичев В.Н | |||
| Зубоотделочные станки | |||
| Л.: Судпромгиз, 1960, с.30-32. |
