Литьевая форма работает следующим образом.
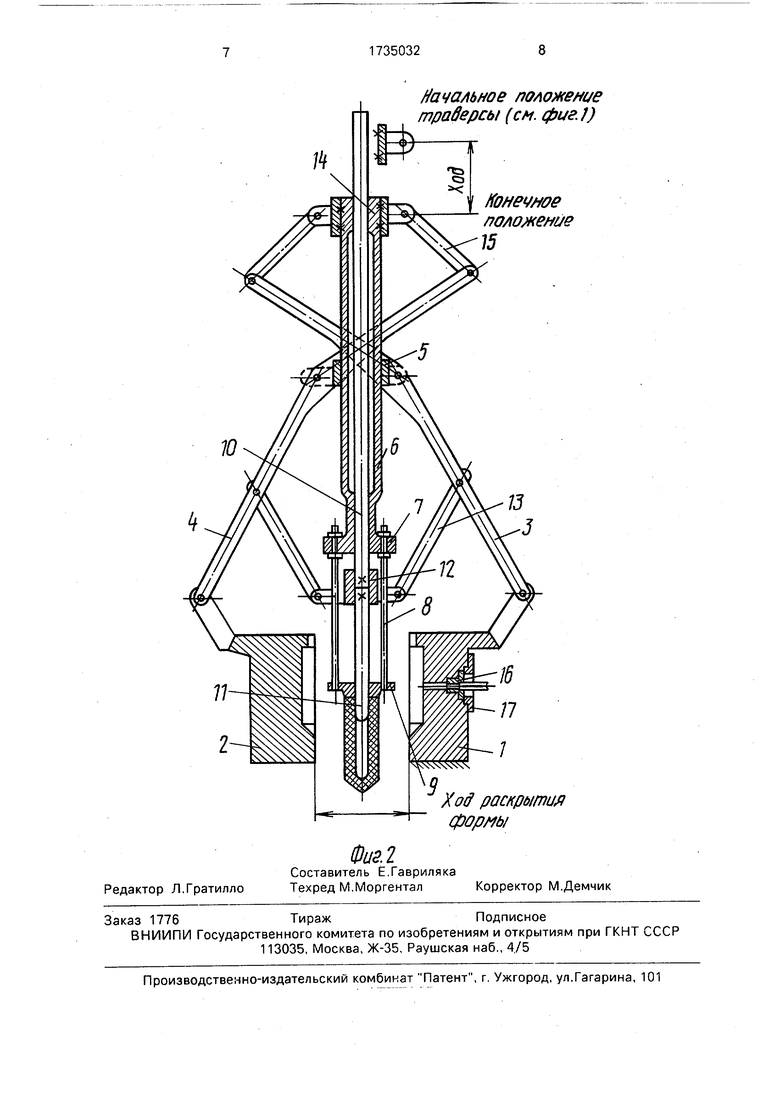
Впрыск расплава термопласта и сформ- ление отливаемой детали производятся при сомкнутых полуформах (фиг.1). В этом случае сталкиватель 9 находится в крайнем верхнем положении, а вся рычажная система занимает максимальный габарит по вертикали. При ходе подвижной полуформы 2 влево (фиг.2) изогнутые рычаги 3 и 4 меняют свое положение вследствие увеличения расстояния между нижними шарнирами изогнутых рычагов 3 и 4. При этом средняя траверса 5 опускается, однако при этом она не увлекает за собой направляющую 6, а скользит по направляющей 6 вниз. При этом верхние концы изогнутых рычагов 3 и 4, поворачиваясь вокруг шарниров средней траверсы 5 и одновременно опускаясь вместе с ней, через тяги 15 заставляют опускаться и верхнюю траверсу 14, которая жестко связана с направляющей 6, вследствие чего сталкиватель 9 опускается вниз и удаляет деталь со знака 11.
При смыкании формы все происходит в обратном порядке. Изогнутые рычаги 3 и 4 занимают свое первоначальное положение и связанные с ними траверсы 5, 12 и 14, направляющая 6 и сталкиватель 9 возвращаются в исходное положение.
Конструкция формы позволяет ход стал- кивателя 9 определять не только перемещением средней траверсы 5 при раскрытии формы, а суммой перемещений средней траверсы 5 и верхней траверсы 14 относительно средней траверсы 5. Это происходит за счет поворота рычагов 3 и 4 вокруг
шарниров средней траверсы 5 и наличия связи концов рычагов 3 и 4 с верхней траверсой 14 посредством тяг 15 (фиг.2).
В результате, для осуществления перемещения сталкивателя ход подвижной полуформы 2 может быть существенно сокращен.
Ф о р м у л а и з о б р е т е н и я
Литьевая форма для изготовления полых длинномерных изделий из термопластов, содержащая неподвижную и подвижную полуформы, сталкивающее устройство, выполненное в виде шарнирно связанной с верхней траверсой рычажной системы со сталкивателем, рычаги которой шарнирно соединены попарно с подвижной и неподвижной полуформами, закрепленный на вертикальной стойке знак, жестко соединенный с нижней траверсой, и связанную с верхней траверсой вертикальную направляющую, отличающаяся тем, что, с целью расширения технологических возможностей формы путем увеличения хода сталкивателя при сохранении величины хода разъема полуформ, она снабжена дополнительной траверсой, установленной между верхней и нижней траверсами с возможностью перемещения вдоль вертикальной направляющей, рычаги рычажной системы шарнирно закреплены на дополнительной траверсе и выполнены изогнутыми и перекрещивающимися, а траверсе
шарнирно установлены дополнительные тяги для связи с верхними концами изогнутых рычагов.
Редактор Л.Гратилло
Ход раскрытия формы
Фиг. 2
Составитель Е.Гавриляка
Техред М.МоргенталКорректор М.Демчик
Начальное положение траверсы (см. фиг.1)
Конечное положение
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Литьевая форма | 1988 |
|
SU1512791A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1978 |
|
SU730584A1 |
| Литьевая форма для изготовления изделий из термопластов | 1981 |
|
SU960026A1 |
| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1979 |
|
SU927515A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1007993A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1981 |
|
SU1036565A1 |
| Устройство для извлечения отливок из постоянных литейных форм | 1974 |
|
SU506467A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для изготовления полых длинномерных полимерных изделий | 1986 |
|
SU1391919A1 |