игЛ
i
(Л
ел
to
о
Изобретение относится к переработке пластмасс и .может быть использовано для изготовления длинномерных полых изделий.
Цель изобретения - повышение производительности за счет устранения попадания изделия на нижний знак.
На фиг. 1 показана литьевая форма, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1.
Литьевая форма для изготовления полых изделий литьем под давлением содержит подвижную 1 и неподвижную 2 полу- формы, на которых закреплены обоймы.3 с оформляющими внешнюю поверхность изделия вставками 4. Внутреннюю поверхность изделия формуют знаки 5 и 6. Знаки 5 укреплены на траверсе 7, которая соединена направляющей тягой 8 с пазом в и осью 9 с рычажным устройством, и.меющим два параллелограмм ных механизма 10 и П. Верхний параллелограммный механизм 11 соединен с осью 12 со сталкивающей планкой 13, которая с помощью дополнительной тяги 14 соединена с нижней траверсой 15. Дополнительная тяга 14 имеет фигурный паз а, в который входит удлиненная ось 16 рычажного устройства, и имеет вращательное движение вокруг оси 12.
Верхний и нижний нараллелограммные механиз.мы с по.мощью обш.их шарниров 18 прикреплены к полуформе, а через оси 16 и 17 взаимодействуют с пазами айв направляющих тяг 8 и 14.
Регулирующий болт 19 и контргайка 20 служат для регулировки поджима знаков 5 и 6.
Литьевая форма работает следующим образом.
После впрыска расплава термопласта и соответствующей технологической выдержки под давление.м - литьевую форму раскрывают. При этом подвижная полуформа 1 приводит в движение параллелограммный механизм 10, который через ось 9, направляющую тягу 8 и траверсу 7 перемещает оформляющий знак 5 вверх, и параллело- граммпый механизм 11, который через ось
12 опускает сталкивающую планку 13 вниз. Оси 16 и 17, передвигаясь в пазу в, стабилизируют работу параллелограммных .механизмов 10 и 11 в вертикальном направлении. Кро.ме того, ось 16 своим концо.м по пазу а отодвигает тягу 14, а вместе с ней траверсу 15 со знаками 6 в горизонтальном направлении, и полученное изделие свободно падает вниз. Затем форму смыкают.
При закрытии подвижная форма I за счет параллелограммых механизмов 10 и 11 передвигает оформляющие знаки 5, сталкивающую планку 13, тягу 14 со знаками 6 в обратном направлении до установки в первоначальное положение. Далее цикл повторяется.
Применение предлагаемой конструкции позволяет повысить производительность труда и перевести работу формы в автоматический режим.
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную полуформы, соединенные рычажным параллелограм.мным механизмом, верхнюю и нижнюю траверсы с закрепленными на них знаками, выполненные с возможностью перемещения знаков в противоположных направлениях, отличающаяся тем, что, с целью улучщения качества изделий и повышения производительности оборудования, форма снабжена нижним па- раллелограммным механизмом, соединенным с верхним .механиз.мо.м посредством боковых шарниров, тягой в виде планки с прямым пазом, закрепленной между осями, образованными длинными рычагами рычажных .механиз.мов, и дополнительной тягой, выполненной с фигурным пазом и закрепленной на верхней и нижней траверсах, а
ось нижнего рычажного механизма, образованная короткими рычагами, выполнена удлиненной с возможностью взаимодействия с фигурным пазом дополнительной тяги.
Фаг. 2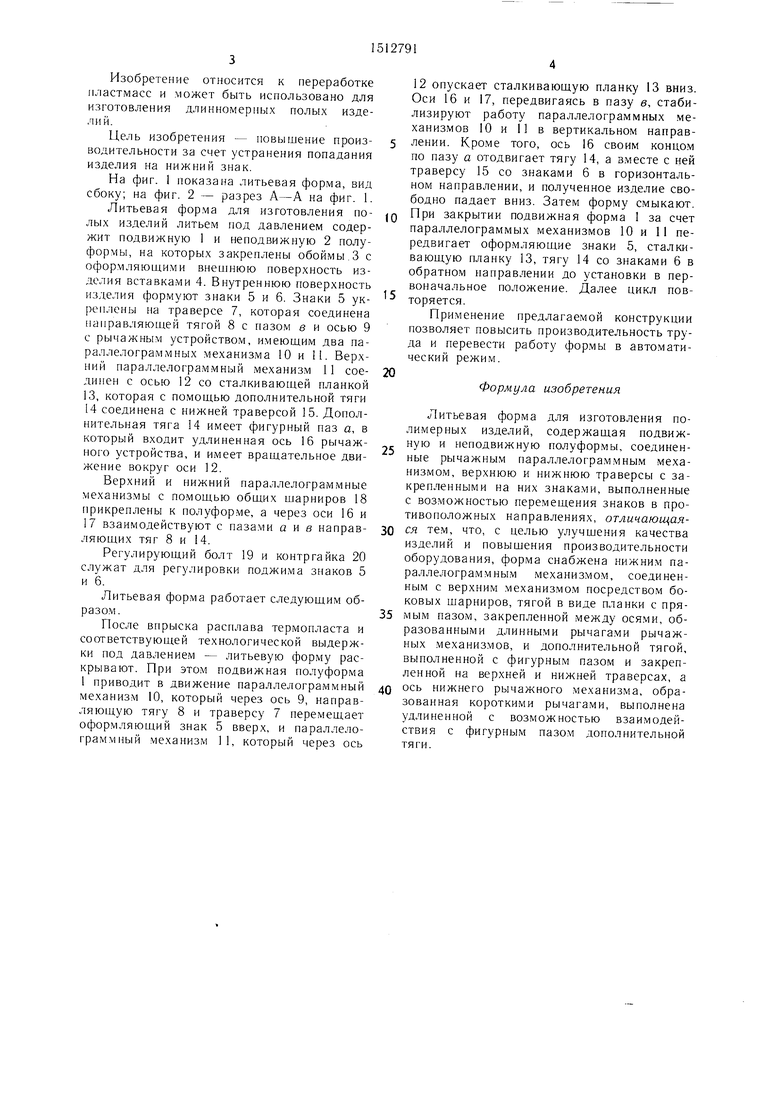
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полых полимерных изделий | 1978 |
|
SU730584A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для изготовления полых полимерных изделий | 1980 |
|
SU937181A2 |
| Литьевая форма для изготовления полых полимерных изделий | 1985 |
|
SU1609692A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма для изготовленияпОлыХ длиННОМЕРНыХ издЕлий изпОлиМЕРОВ | 1979 |
|
SU835775A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU889446A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Литьевая форма для изготовления длинномерных полых полимерных изделий | 1983 |
|
SU1140975A1 |
| Литьевая форма для изготовленияпОлыХ издЕлий из пОлиМЕРНыХ MATE-РиАлОВ | 1979 |
|
SU839703A1 |
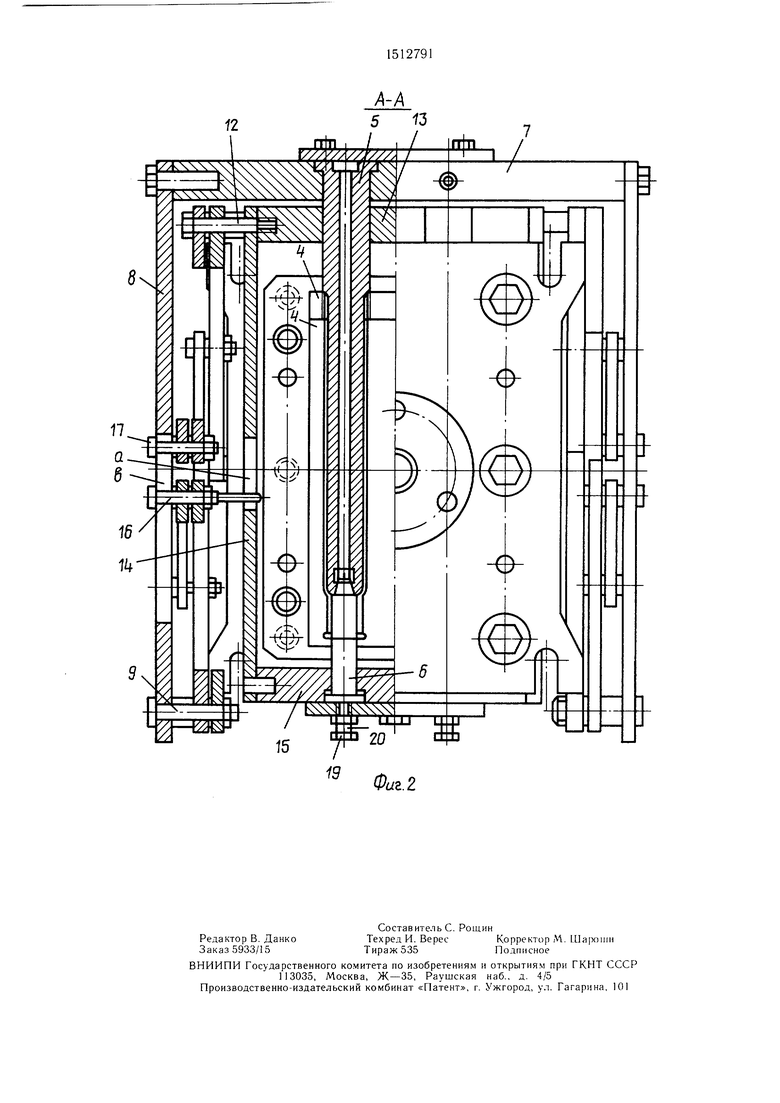
Изобретение относится к переработке пластмасс литьем под давлением. Цель - улучшение качества изделий и повышение производительности. Для этого форма содержит подвижную 1 и неподвижную 2 полуформы, рычажное устройство, траверсы 7 и 15, тягу с фигурным пазом "а", шарнирно закрепленную на сталкивающей планке 13. 2 ил.
| Литьевая форма | 1975 |
|
SU534364A1 |
| Солесос | 1922 |
|
SU29A1 |
