СО
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| Литьевая форма для полимерныхиздЕлий C МЕХАНичЕСКиМ ОТРыВОМ TO-чЕчНОгО лиТНиКА | 1979 |
|
SU821163A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981000A1 |
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |
| Литьевая форма с отрывными литни-КАМи для пОлиМЕРНыХ издЕлий | 1978 |
|
SU797883A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| АЯ БИБЛИОТЕьдА. Т. Ушаков | 1970 |
|
SU263123A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
Назначение: изготовление изделий из полимерных материалов в литьевой форме с отрывом литников с пониженной себестоимостью изготовления и надежной работой формы. Сущность изобретения: литьевая форма содержит разъемную втулку, связывающую промежуточную плиту и плиту матриц, в каждой из частей втулки выполнено сужающееся в сторону литниковой плиты отверстие с соотношением меньшего диаметра отверстия к большему диаметру отверстия центральной литниковой втулки от 1/9 до 1/4. 2 ил.
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления из них изделий с отрывом литников в литьевой форме.
Известна литьевая форма для полимерных изделий, содержащая литниковую плиту, плиту матриц, выталкивающую систему с размещенным на ней поворотным приводом и захватом для удаления литников.
Однако форма является сложной по конструкции.
Наиболее близким к предлагаемому является литьевая форма для полимерных изделий, содержащая неподвижную и промежуточную плиты, системы выталкивания, подвижную плиту матриц с установленной в ней втулкой, на которой выполнен захват для центрального литника, взаимодействующего с отверстием промежуточной плиты.
Известная конструкция формы неудобна в эксплуатации при смыкании центральной литниковой втулки с промежуточной плитой, а также при удалении отходов литниковой системы через отверстие промежуточной плиты. Невозможно применение изобретения при большом количестве разводящих каналов
Целью изобретения является повышение надежности формы в работе.
Поставленная цель достигается тем, что литьевая форма для изделий из полимеров с отрывом точечных литников, содержащая неподвижную литниковую плиту с центральной литниковой втулкой, промежуточной плитой и подвижной плитой матриц, связанных промежуточной втулкой, в отверстии которой установлен -захват, и систему выталкивания плит, промежуточную втулку, выполненную состоящей по длине из двух
XI
СО
о XI ю ел
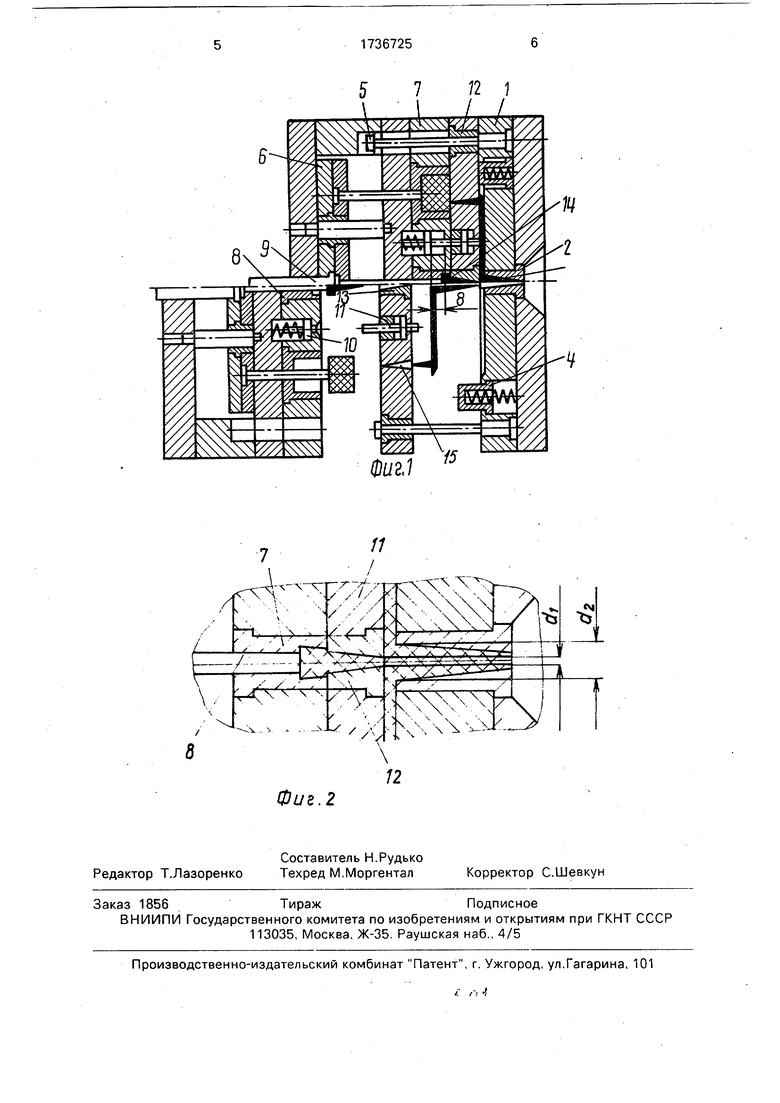
разъемных частей, а центральное отверстие в каждой части втулки выполнено сужающимся в сторону литниковой плиты,причем соотношение наименьшего диаметра отверстия размещенной в промежуточной плите части втулки к наибольшему диаметру отверстия центральной литниковой втулки выбрано в пределах 1/9-1/4.
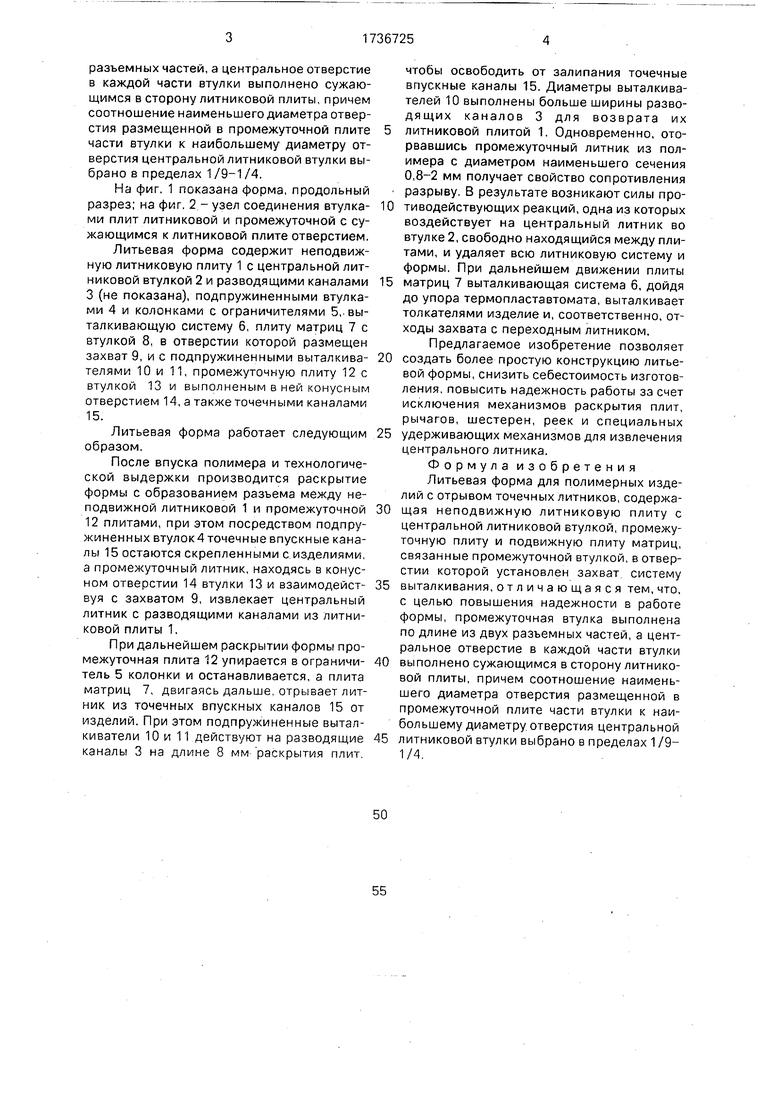
На фиг. 1 показана форма, продольный разрез; на фиг. 2 - узел соединения втулка- ми плит литниковой и промежуточной с сужающимся к литниковой плите отверстием.
Литьевая форма содержит неподвижную литниковую плиту 1 с центральной литниковой втулкой 2 и разводящими каналами 3 (не показана), подпружиненными втулками 4 и колонками с ограничителями 5,.выталкивающую систему 6, плиту матриц 7 с втулкой 8, в отверстии которой размещен захват 9, и с подпружиненными выталкива- телями 10 и 11, промежуточную плиту 12 с втулкой 13 и выполненым в ней конусным отверстием 14, а также точечными каналами 15.
Литьевая форма работает следующим образом.
После впуска полимера и технологической выдержки производится раскрытие формы с образованием разъема между неподвижной литниковой 1 и промежуточной 12 плитами, при этом посредством подпружиненных втулок4 точечные впускные каналы 15 остаются скрепленными с изделиями, а промежуточный литник, находясь в конусном отверстии 14 втулки 13 и взаимодейст- вуя с захватом 9, извлекает центральный литник с разводящими каналами из литниковой плиты 1.
При дальнейшем раскрытии формы промежуточная плита 12 упирается в ограничи- тель 5 колонки и останавливается, а плита матриц 7, двигаясь дальше, отрывает литник из точечных впускных каналов 15 от изделий. При этом подпружиненные выталкиватели 10 и 11 действуют на разводящие каналы 3 на длине 8 мм раскрытия плит.
чтобы освободить от залипания точечные впускные каналы 15. Диаметры выталкивателей 10 выполнены больше ширины разводящих каналов 3 для возврата их литниковой плитой 1. Одновременно, оторвавшись промежуточный литник из полимера с диаметром наименьшего сечения 0,8-2 мм получает свойство сопротивления разрыву. В результате возникают силы противодействующих реакций, одна из которых воздействует на центральный литник во втулке 2, свободно находящийся между плитами, и удаляет всю литниковую систему и формы. При дальнейшем движении плиты матриц 7 выталкивающая система б, дойдя до упора термопластавтомата, выталкивает толкателями изделие и, соответственно, отходы захвата с переходным литником.
Предлагаемое изобретение позволяет создать более простую конструкцию литьевой формы, снизить себестоимость изготовления, повысить надежность работы за счет исключения механизмов раскрытия плит, рычагов, шестерен, реек и специальных удерживающих механизмов для извлечения центрального литника.
Формула изобретения Литьевая форма для полимерных изделий с отрывом точечных литников, содержащая неподвижную литниковую плиту с центральной литниковой втулкой, промежуточную плиту и подвижную плиту матриц, связанные промежуточной втулкой, в отверстии которой установлен захват систему выталкивания, отличающаяся тем, что, с целью повышения надежности в работе формы, промежуточная втулка выполнена по длине из двух разъемных частей, а центральное отверстие в каждой части втулки выполнено сужающимся в сторону литниковой плиты, причем соотношение наименьшего диаметра отверстия размещенной в промежуточной плите части втулки к наибольшему диаметру отверстия центральной литниковой втулки выбрано в пределах 1 /9- 1/4.
teJ
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1147586A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981000A1 |
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
