Изобретение относится к обработке картона и бумаги, в частности к оборудованию для гофрирования этих материалов при изготовлении фильтрующих элементов.
Целью изобретения является улучшение эксплуатационных свойств путем исключения слипания соседних участков ленты фильтрующего элемента.
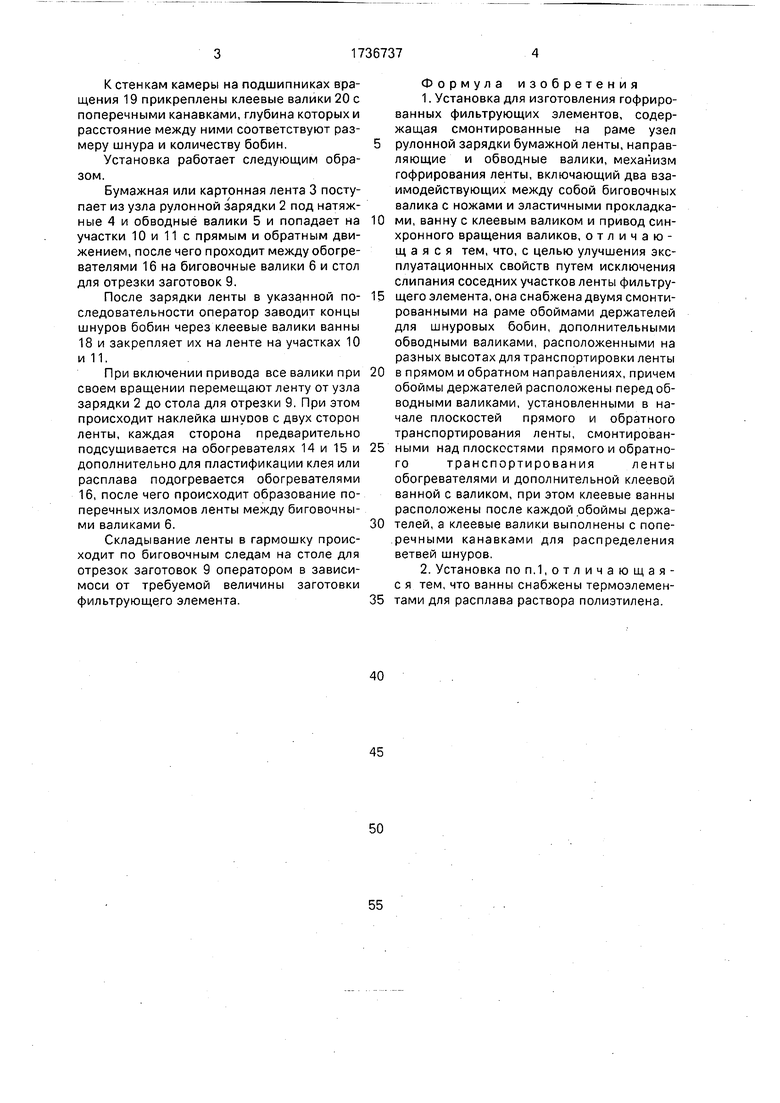
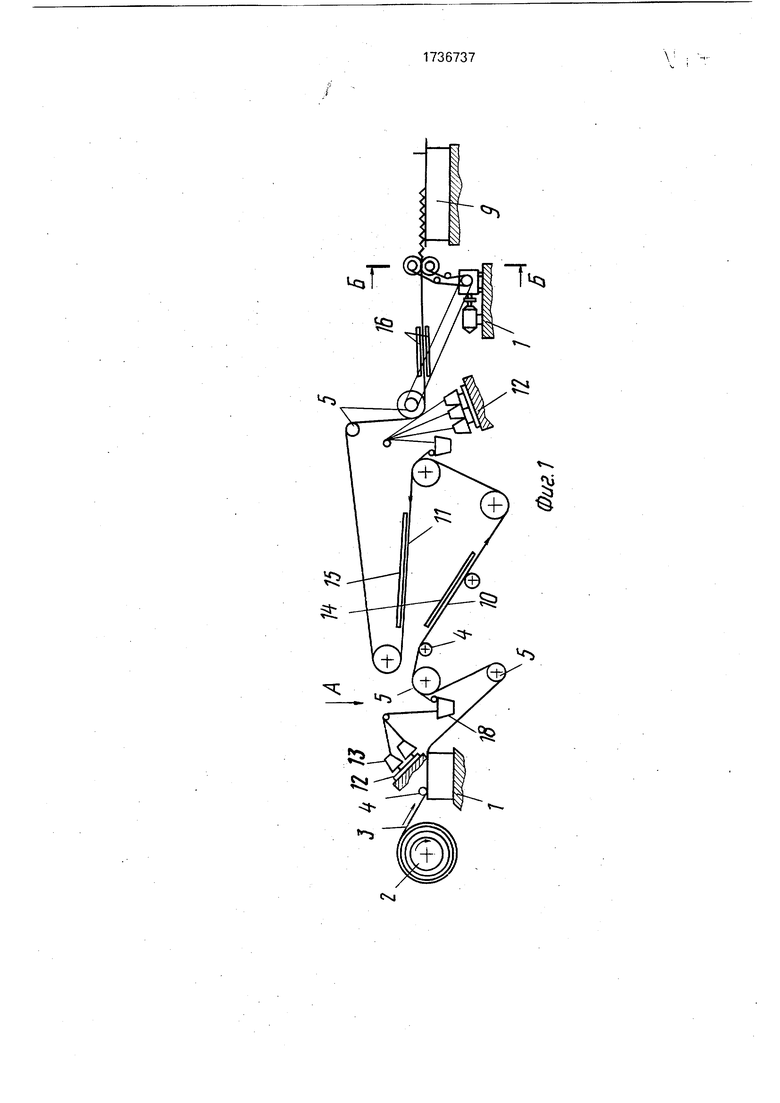
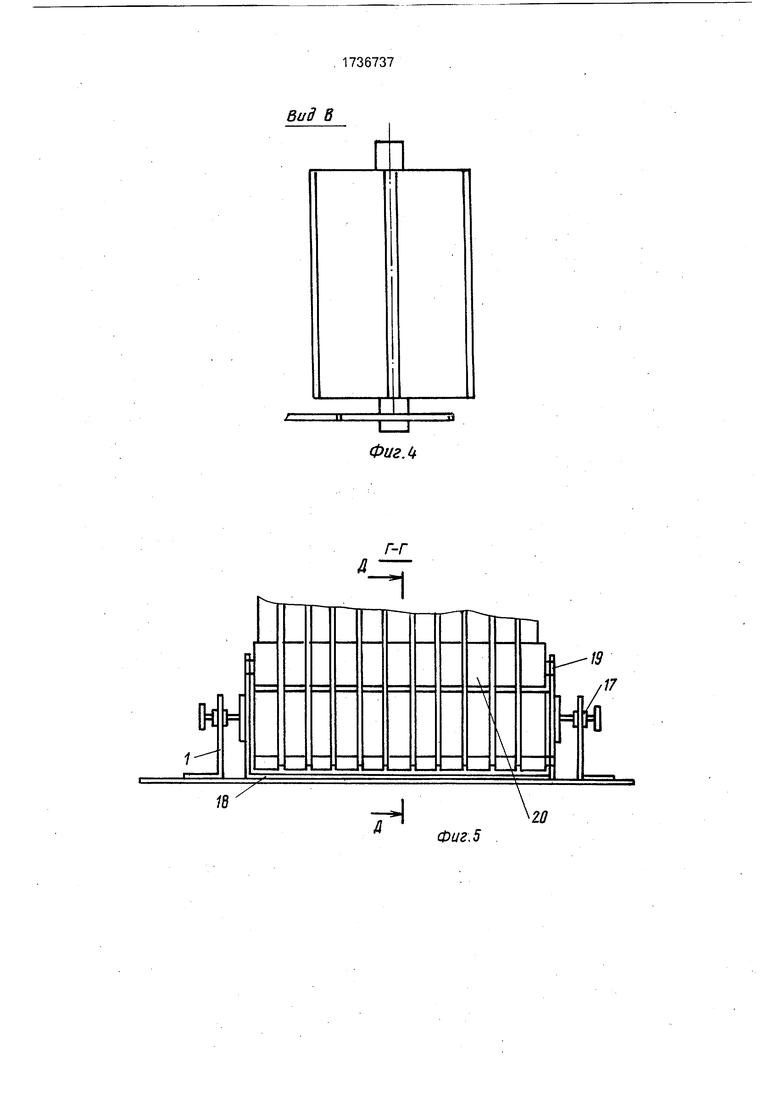
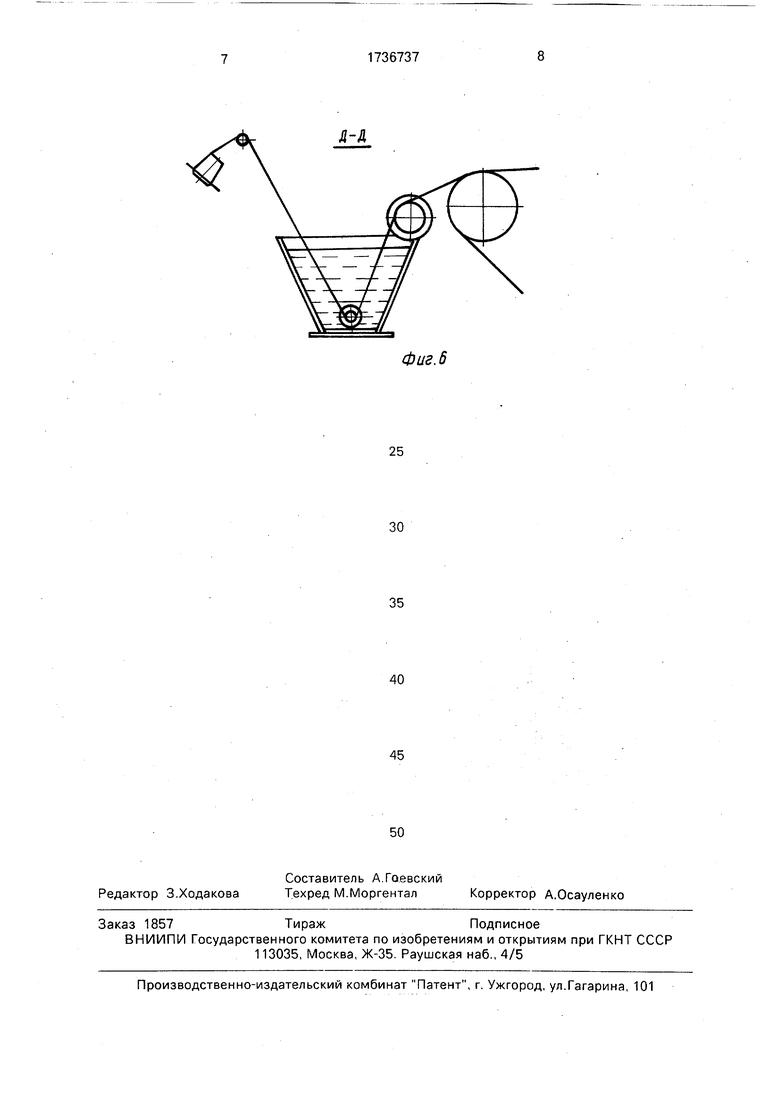
На фиг.1 показан кинематическая схема установки, общий вид; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - вид по стрелке В на фиг.З; на фиг.5 - разрез Г-Г на фиг.2 (повернуто); на фиг.6 - сечение D-D на фиг.5.
Установка состоит из смонтированных на раме 1 узла рулонной зарядки 2 бумажной ленты 3, направляющих 4 и обводных 5 валиков, механизма гофрирования, включающего два биговочных валика 6, каждый из которых имеет ножи 7 и резиновые прокладки 8, и стол для отрезки заготовки 9.
Обводные валики 5 расположены на раме по высоте так, что образуют участки 10 и 11 ленты соответственно с прямым и обратным движением. В зоне этих двух участков на раме 1 смонтированы обоймы держателей 12, на которых устанавливаются шнуровые бобины 13.
Над участками 10 и 11 ленты установлены обогреватели 14 и 15, а на участке ленты перед биговочными валиками 6 - два обогревателя 16.
В зоне размещения обойм держателей на раме 1 закреплены с возможностью поперечного перемещения посредством резьбовых соединений 17 ванны 18, заполненные клеевым раствором.
N
CJ
о vi
iCJ
VI
К стенкам камеры на подшипниках вращения 19 прикреплены клеевые валики 20 с поперечными канавками, глубина которых и расстояние между ними соответствуют размеру шнура и количеству бобин.
Установка работает следующим образом.
Бумажная или картонная лента 3 поступает из узла рулонной зарядки 2 под натяжные 4 и обводные валики 5 и попадает на участки 10 и 11 с прямым и обратным движением, после чего проходит между обогревателями 16 на биговочные валики 6 и стол для отрезки заготовок 9.
После зарядки ленты в указанной по- следовательности оператор заводит концы шнуров бобин через клеевые валики ванны 18 и закрепляет их на ленте на участках 10 и 11.
При включении привода все валики при своем вращении перемещают ленту от узла зарядки 2 до стола для отрезки 9. При этом происходит наклейка шнуров с двух сторон ленты, каждая сторона предварительно подсушивается на обогревателях 14 и 15 и дополнительно для пластификации клея или расплава подогревается обогревателями 16, после чего происходит образование поперечных изломов ленты между биговочны- ми валиками 6.
Складывание ленты в гармошку происходит по биговочным следам на столе для отрезок заготовок 9 оператором в зависи- моси от требуемой величины заготовки фильтрующего элемента.
Формула изобретения
1.Установка для изготовления гофрированных фильтрующих элементов, содержащая смонтированные на раме узел рулонной зарядки бумажной ленты, направляющие и обводные валики, механизм гофрирования ленты, включающий два взаимодействующих между собой биговочных валика с ножами и эластичными прокладками, ванну с клеевым валиком и привод синхронного вращения валиков, отличающаяся тем, что, с целью улучшения эксплуатационных свойств путем исключения слипания соседних участков ленты фильтру- щего элемента, она снабжена двумя смонтированными на раме обоймами держателей для шнуровых бобин, дополнительными обводными валиками, расположенными на разных высотах для транспортировки ленты в прямом и обратном направлениях, причем обоймы держателей расположены перед обводными валиками, установленными в начале плоскостей прямого и обратного транспортирования ленты, смонтированными над плоскостями прямого и обратноготранспортированиялентыобогревателями и дополнительной клеевой ванной с валиком, при этом клеевые ванны расположены после каждой обоймы держателей, а клеевые валики выполнены с поперечными канавками для распределения ветвей шнуров.
2.Установка поп.1,отличающая- с я тем, что ванны снабжены термоэлементами для расплава раствора полиэтилена.
7J
Вид А Г
-1
n
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Бернштейна Г.Д. для изготовления заготовок бумажных масляных фильтров | 1956 |
|
SU1178624A1 |
| Устройство для гофрирования бумажной ленты | 1987 |
|
SU1447701A1 |
| Устройство для намотки трубчатых изделий | 1983 |
|
SU1106667A1 |
| Автомат г.д.бернштейна для изготовления заготовок бумажных маслянных фильтров | 1956 |
|
SU593845A1 |
| Устройство для укладки цилиндрических изделий в коробки с гофровкладышами | 1985 |
|
SU1315362A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ УПАКОВОЧНОЙ ЛЕНТЫ | 1973 |
|
SU364471A1 |
| Агрегат для приклейки к тетрадям, например форзацев, и окантовки тетрадей | 1958 |
|
SU121117A1 |
| МАШИНА ДЛЯ ЭТИКЕТИРОВАНИЯ | 2005 |
|
RU2293047C1 |
| УСТРОЙСТВО НАМОТКИ И ФОРМИРОВАНИЯ ЗАГОТОВОК БУМАЖНЫХ МНОГОСЛОЙНЫХ МЕШКОВ С ЛАМИНИРОВАННЫМ СЛОЕМ | 2002 |
|
RU2233745C1 |
| Устройство для изготовления рулонных изоляционных материалов | 1982 |
|
SU1072920A1 |
Сущность изобретения: установка содержит смонтированные на раме узел рулонной зарядки бумажной ленты, направляющие и обводные валики, механизм гофрирования, включающий два взаимодействующих между собой биговочных валика с ножами и эластичными прокладками, двумя смонтированными на раме обоймами держателей для шнуровых бобин и приводом синхронного вращения валиков. Обводные валики расположены на разных высотах для транспортировки ленты в прямом и обратном направлениях. Обоймы держателей расположены перед обводными валиками, установленными в начале плоскостей прямого и обратного транспортирования ленты, над которыми смонтированы обогреватели. Клеевые ванны расположены после каждой обоймы держателей, при этом клеевые валики выполнены с поперечными канавками для распределения ветвей шнуров. Ванны снабжены термоэлементами для расплава раствора полиэтилена. 1 з.п.ф-лы, 6 ил. 00 с
тг
f Фиг.2
Фиг.З
Вид В
18
Фиг Л
19
17
лФиг. 5
л-д
Фиг. 6
| Автомат Бернштейна Г.Д. для изготовления заготовок бумажных масляных фильтров | 1956 |
|
SU1178624A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
