Изобретение относится к изготовлению плетеных трубчатых изделий, в частности труб с межслойными связями слоев по толщине стенки и с набором общей толщины по длине изделия, применяемых, например, в самолетостроении в качестве воздухозаборников.
Наиболее близким к предлагаемому является способ получения плетеного трубчатого изделия, заключающийся в переплетении на поверхности оправки двух групп нитей путем их перемещения по замкнутой синусоиде с образованием узловых точек перехода нитей, при этом через эти узловые точки перехода основных групп нитей перемещают по замкнутой синусоиде вдоль оправки дополнительную группу нитей.
Способ позволяет получать полые трубчатые изделия с межслойной связью по высоте их стенок, при этом стенки изделий содержат слои.плотно связанные друг с другом.
Однако способ непригоден для получения изделий с разнесенными наружными слоями и ячеистым заполнителем в качестве межслойной связи.
Целью изобретения является расширение технологических возможностей за счет получения изделий с ячеистым заполнителем.
Поставленная цель достигается тем, что в способе получения плетеного трубчатого изделия с межслойными связями слоев по его толщине, заключающемся в перемещении на оправке группы нитей по синусоиде со смещением их относительно друг друга в радиальном направлении и образованием узловых точек перехода от одного слоя к другому, в процессе плетения синусоидаль 1
00
о
-N о
ные витки радиально смещенных нитей непрерывно наращивают с осевым смещением их узловых точек по винтовым спиралям.
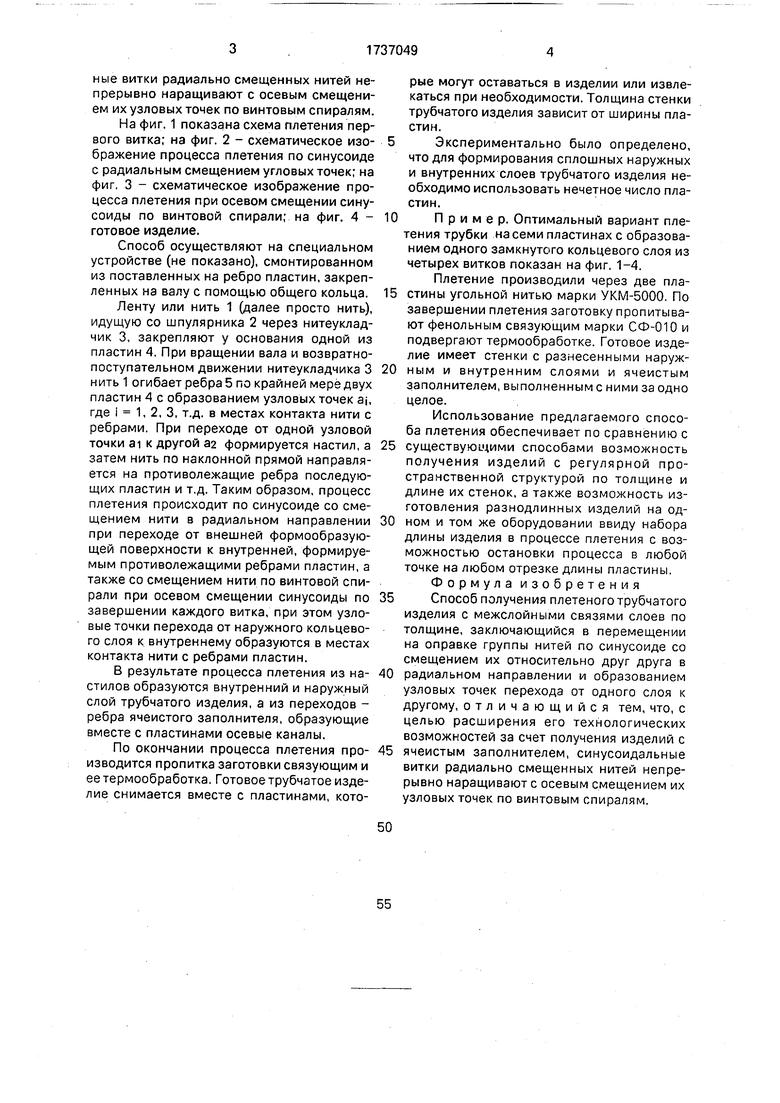
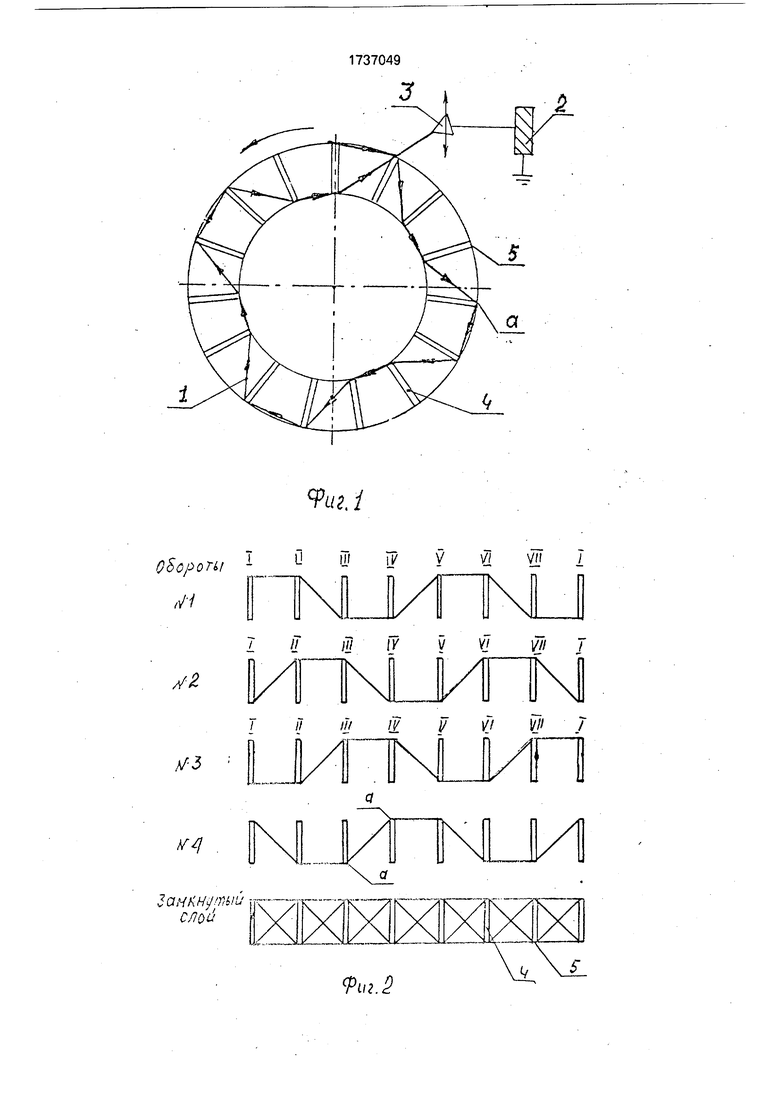
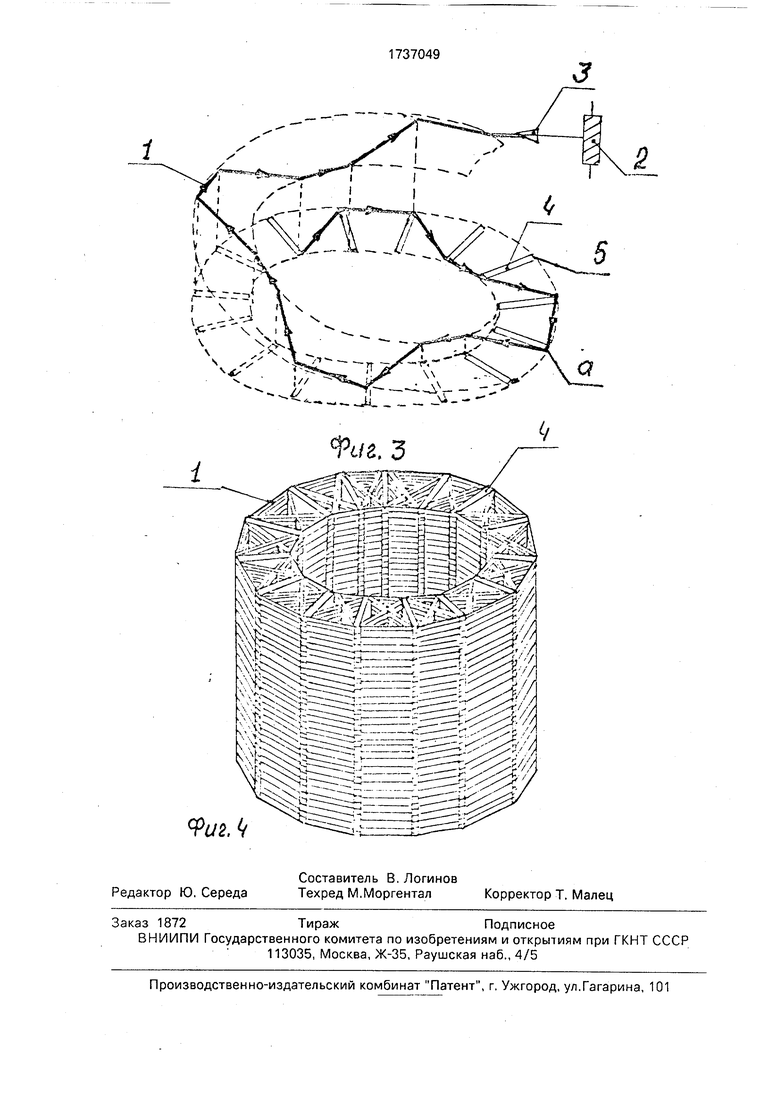
На фиг. 1 показана схема плетения первого витка; на фиг. 2 - схематическое изображение процесса плетения по синусоиде с радиальным смещением угловых точек; на фиг. 3 - схематическое изображение процесса плетения при осевом смещении синусоиды по винтовой спирали; на фиг. 4 - готовое изделие.
Способ осуществляют на специальном устройстве (не показано), смонтированном из поставленных на ребро пластин, закрепленных на валу с помощью общего кольца.
Ленту или нить 1 (далее просто нить), идущую со шпулярника 2 через нитеуклад- чик 3, закрепляют у основания одной из пластин 4. При вращении вала и возвратно- поступательном движении нитеукладчика 3 нить 1 огибает ребра 5 по крайней мере двух пластин 4 с образованием узловых точек aj, где i 1, 2. 3. т.д. в местах контакта нити с ребрами. При переходе от одной узловой точки ai к другой аа формируется настил, а затем нить по наклонной прямой направляется на противолежащие ребра последующих пластин и т.д. Таким образом, процесс плетения происходит по синусоиде со смещением нити в радиальном направлении при переходе от внешней формообразующей поверхности к внутренней, формируемым противолежащими ребрами пластин, а также со смещением нити по винтовой спирали при осевом смещении синусоиды по завершении каждого витка, при этом узловые точки перехода от наружного кольцевого слоя к внутреннему образуются в местах контакта нити с ребрами пластин.
В результате процесса плетения из настилов образуются внутренний и наружный слой трубчатого изделия, а из переходов - ребра ячеистого заполнителя, образующие вместе с пластинами осевые каналы.
По окончании процесса плетения производится пропитка заготовки связующим и ее термообработка. Готовое трубчатое изделие снимается вместе с пластинами, которые могут оставаться в изделии или извлекаться при необходимости. Толщина стенки трубчатого изделия зависит от ширины пластин.
Экспериментально было определено,
что для формирования сплошных наружных и внутренних слоев трубчатого изделия необходимо использовать нечетное число пластин.
Пример. Оптимальный вариант плетения трубки на семи пластинах с образованием одного замкнутого кольцевого слоя из четырех витков показан на фиг. 1-4.
Плетение производили через две пластины угольной нитью марки УКМ-5000. По завершении плетения заготовку пропитывают фенольным связующим марки СФ-010 и подвергают термообработке. Готовое изделие имеет стенки с разнесенными наружным и внутренним слоями и ячеистым заполнителем, выполненным с ними за одно целое.
Использование предлагаемого способа плетения обеспечивает по сравнению с
существующими способами возможность получения изделий с регулярной пространственной структурой по толщине и длине их стенок, а также возможность изготовления разнодлинных изделий на одном и том же оборудовании ввиду набора длины изделия в процессе плетения с возможностью остановки процесса в любой точке на любом отрезке длины пластины. Формула изобретения
Способ получения плетеного трубчатого изделия с межслойными связями слоев по толщине, заключающийся в перемещении на оправке группы нитей по синусоиде со смещением их относительно друг друга в
радиальном направлении и образованием узловых точек перехода от одного слоя к другому, отличающийся тем, что, с целью расширения его технологических возможностей за счет получения изделий с
ячеистым заполнителем, синусоидальные витки радиально смещенных нитей непрерывно наращивают с осевым смещением их узловых точек по винтовым спиралям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения плетеного трубчатого изделия | 1982 |
|
SU1353852A1 |
| Способ изготовления трубчатых плетеных изделий | 1990 |
|
SU1835442A1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083371C1 |
| Амортизатор | 1990 |
|
SU1805239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ГАЗОВОЙ ТУРБИНЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И КОРПУС, ПОЛУЧЕННЫЙ ТАКИМ СПОСОБОМ | 2008 |
|
RU2450130C2 |
| Способ получения трубчатого плетеного изделия | 1982 |
|
SU1370163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКА | 2002 |
|
RU2217313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОМПОЗИЦИОННАЯ ОКАНТОВКА ИЛЛЮМИНАТОРА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2481954C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2111120C1 |
| СПОСОБ СОЗДАНИЯ КОМПОЗИТНОГО УГЛОВОГО СОЕДИНИТЕЛЬНОГО ЭЛЕМЕНТА НА БАЗЕ ЦЕЛЬНОТКАНОЙ 3D ПРЕФОРМЫ С ПЕРЕМЕНОЙ СТРУКТУРЫ АРМИРОВАНИЯ | 2023 |
|
RU2818055C1 |
Изобретение относится к области изготовления плетеных трубчатых изделий, в частности труб, с межслойными связями слоев по толщине стенки и с набором общей толщины изделия и позволяет расширить технологические возможности способа получения плетеных изделий за счет получения изделий с ячеистым заполнителем. Способ заключается в перемещении нитей по синусоиде со смещением их относительно друг друга в радиальном направлении и образованием узловых точек перехода от одного слоя к другому в непрерывном наращивании синусоидальных витков при осевом смещении их узловых точек по винтовым спиралям. 4 ил.
Чиг.1
О ц/ у У П W J
1 a in iy у w I/// j
Т il til /I j/ VJ /Jl J
Заикн ми
слой
Vlll.S
1
Уиг.Ь
| Способ получения плетеного трубчатого изделия | 1982 |
|
SU1353852A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
