Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2087785C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2236628C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2232334C1 |
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2103593C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2000 |
|
RU2156395C1 |
| ЭЛЕКТРОЛИЗЕР И ПРИМЕНЯЕМЫЕ В НЕМ КОНСТРУКЦИОННЫЕ ЭЛЕМЕНТЫ | 2004 |
|
RU2344203C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 1999 |
|
RU2147097C1 |
| СОЕДИНИТЕЛЬНЫЙ ПРОВОДНОЙ ЖГУТ ДЛЯ ВОЗВРАТНОГО ТОКА И СПОСОБ ЕГО МОНТАЖА НА РАМЕ КОМПОЗИТНОГО ФЮЗЕЛЯЖА | 2013 |
|
RU2634706C2 |
Сущность изобретения: сваривают облицовочный слой труб. Устанавливают между концами труб переходную втулку и размещают муфту в зоне соединения. Втулку выполняют из материала облицовочного слоя, ее наружную поверхность покрывают плакирующим слоем из материала муфты. Сварку облицовочного слоя производят совместно с втулкой после ее установки между трубами. Муфту после ее размещения в зоне соединения труб склеивают с втулкой через плакирующий слой. Сварку осуществляют электронагревательными элементами, вмонтированными в муфту и втулку. 1 з п. ф-лы, 1 ил.
Изобретение относится к способам соединения труб, точнее к способам соединения труб посредством клея с использованием материала, заполняющего пространство между частями стыка, и может быть использовано при соединении труб, применяемых преимущественно в химической промышленности для транспортировки агрессивной среды с высоким давлением и температурой.
Известен способ соединения труб с внутренней облицовкой посредством муфты и скрепление ее с концами труб с помощью клея.
Известен другой способ соединения труб с внутренней облицовкой, включающий сварку облицовочного слоя труб, установку между концами труб переходной втулки и размещение муфты в зоне соединения. Муфта в данном случае выполнена из металла, переходная втулка - из армированного твердеющего материала, а облицовка - из материала типа полиэтилен. Концы облицовки труб сварены между собой.
Недостатком данного способа является то, что он не обеспечивает достаточную надежность соединения труб.
Объясняется это отслоением облицовочного слоя от втулки при эксплуатации соединения, особенно при перепадах давления в трубах вследствие того, что переходная втулка и облицовочный слой выполнены из разных материалов, а это при эксплуатации соединения, особенно при перепадах давления в трубах, вызывает отслоение от втулки и ее разрыв.
Цель изобретения - повышение надежности соединения путем исключения отслоения соединяемых элементов.
Указанная цель достигается тем, что в известном соединении труб с внутренней облицовкой, включающем сварку облицоVI
CJ
м
вечного слоя труб, установку между концами труб переходной втулки и размещение муфты в зоне соединения, переходную втулку выполняют из материала облицовочного слоя, ее наружную поверхность покрывают плакирующим слоем из материала муфты, сварку облицовочного слоя труб производят совместно с переходной втулкой после ее установки между трубами, а муфту после ее размещения в зоне соединения труб склей- вают с переходной втулкой, склейку ее с муфтой могут осуществлять с помощью электронагревательных элементов, вмонтированных в переходную втулку и муфту.
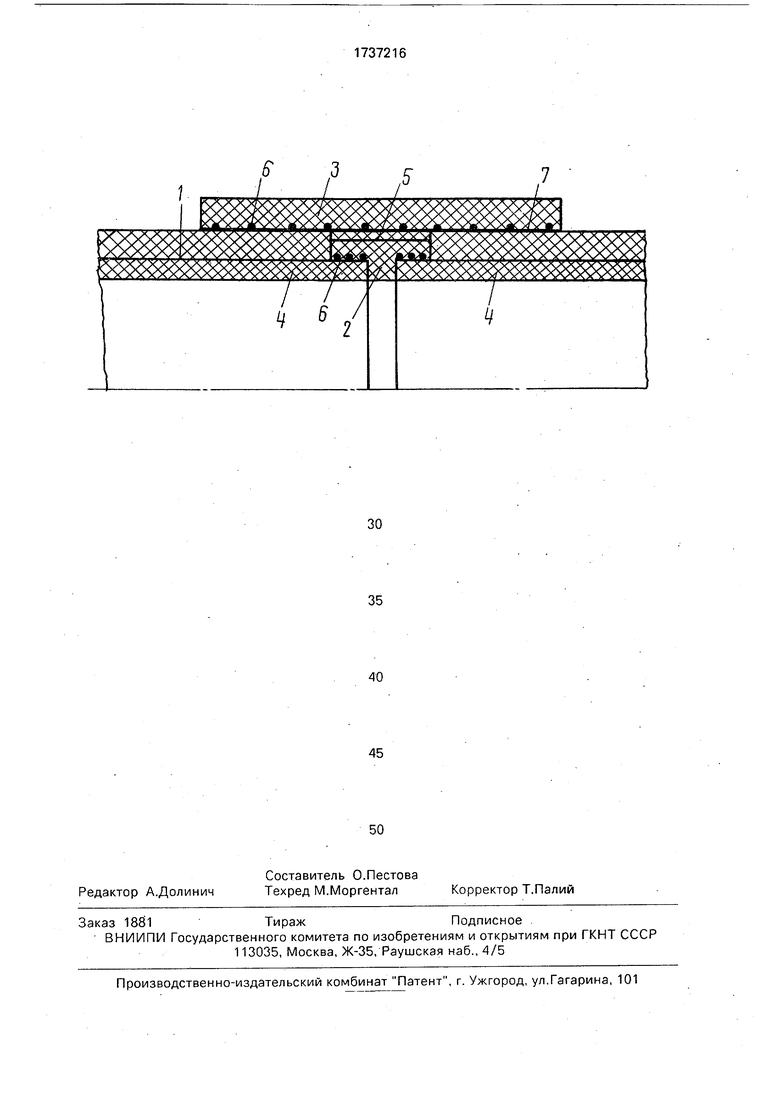
На чертеже приведен способ соедине- ния труб с внутренней облицовкой.
Способ включает установку между концами труб 1 переходной втулки 2, размещение в зоне соединения муфты 3, а также сварку облицовочного слоя 4 труб 1.
Переходную втулку 2 выполняют из материала облицовочного слоя 4, ее наружную поверхность покрывают плакирующим слоем 5 из материала муфты 3. Сварку облицовочного слоя 4 труб 1 производят совместно с переходной втулкой 2 после ее установки между трубами 1, а муфту 3 после ее размещения в зоне соединения труб 1 склеиваютс переходной втулкой 2 через плакирующий слой 5.
Сварку облицовочного слоя 4 с переходной втулкой 2 и склейку ее с муфтой 3 можно осуществлять с помощью электронагревательных элементов, например в виде проволочных спиралей 6, вмонтированных в переходную втулку 2 и муфту 3.
Облицовка 4 и переходная втулка 2 могут быть выполнены, например, из полиэтилена ПЭНП или поликарбоната ПК-1 и т.п. материала.
Муфта 3 может быть выполнена, например, из стали 20 или стали СТ-3, В этом случае плакирующий слой 5 выполняют из того же материала, например, в виде металлической сетки или пленки, вплавленных в наружную боковую поверхность втулки 2.
Если муфта3(итрубы 1) выполнены из углепластика КМУ-4Л, плакирующий слой 5 выполняют из армирующих волокон этого материала или углеродной ленты (напри- мер, ЛУП-0,2).
Если муфта 3 и плакирующий слой 5 выполнены из металла, стеклопластика или углепластика, они могут быть склеены клеем К-153.
В случае выполнения муфты 3 и плакирующего слоя 5 из стеклопластика или углепластика они могут быть склеены клеем УП5-207-1.
Сборку соединения осуществляют следующим образом.
Разогревают внутреннюю поверхность втулки 2 и сопрягаемые с ней концы облицовки 4 труб 1. Устанавливают втулку 2 между концами труб 1 (см. чертеж), перемещают последние навстречу друг другу. В результате происходит сварка втулки 2 с облицовкой 4 труб 1.
После этого она наружную боковую поверхность концов труб 1 и плакирующий слой 5 втулки 2, а также на внутреннюю боковую поверхность муфты 3 наносят клей, устанавливают муфту 3 в зоне стыка (см. чертеж) и производят разогрев и отверждение клеевого слоя 7.
Для уменьшения времени на соединение труб 1 сварку облицовки 4 с втулкой 2, а также склейку муфты 3 с плакирующим слоем 5 втулки 2 и концами труб 1 осуществляют одновременно путем пропускания тока по спирали 6. В результате разогрева последних происходит сварка и склейка упомянутых деталей.
Формула изобретения
| Способ соединения металлических труб,снабженных внутренней облицовкой | 1980 |
|
SU966382A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
