Изобретение относится к трубопроводному транспорту и может быть использовано при монтаже трубопроводов, имеющих внутреннюю защитную облицовку.
Известен способ соединения металлических труб с внутренней облицовкой, включающий сварку смежных слоев облицовки и обматывание шва гофрированной со слоем клея лентой и обжатие [1].
Известный способ не обеспечивает достаточной герметичности и прочности соединения.
Наиболее близким к изобретению по технической сущности является способ соединения металлических труб с внутренней облицовкой, включающий заполнение пространства между торцами труб армированным твердеющим материалом, сваривание смежных концов облицовки, обматывание шва гофрированной со слоем клея лентой и ее обжатие, соединение труб муфтой, деформируемой до затекания ее металла в кольцевые канавки, расположенные на концах соединительных труб [2] .
Известный способ приводит к созданию соединения, имеющего низкое допустимое рабочее давление до 4 МПа, недостаточно надежную герметизацию пространства между металлической и полиэтиленовой трубой, сужение проходного сечения трубопроводов из-за центрирующей втулки. Вследствие этого трубопровод, смонтированный по известному способу, не представляется возможным использовать для транспортировки агрессивных жидкостей под высоким давлением.
В изобретении решается задача повышения максимального рабочего давления.
Задача решается тем, что в способе соединения металлических труб с внутренней облицовкой, включающем сваривание смежных концов внутренней облицовки, заполнение пространства между торцами труб герметизирующим материалом, соединение труб наружной муфтой и ее обжатие, согласно изобретению, предварительно удаляют часть металла с торцов металлических труб, на внутренней поверхности муфты выполняют канавки, в канавки муфты вставляют кольца из цветного металла.
Признаками изобретения являются:
1) удаление металлической части с торцов труб;
2) выполнение на внутренней поверхности муфты канавок;
3) вставка в канавки муфты уплотнительных колец из цветного металла;
4) сваривание смежных концов внутренней облицовки;
5) заполнение пространства между торцами труб герметизирующим материалом;
6) соединение труб наружной муфтой;
7) обжатие муфты на металлической трубе.
Признаки 4 - 7 являются общими с прототипом, признаки 1 - 3 являются существенными отличительными признаками изобретения.
При соединении металлических труб с внутренней облицовкой важным моментом является герметичность соединения и его прочность. При определении этих параметров решающим является максимальное рабочее давление, обеспечиваемое соединением. В изобретении решается задача повышения максимального рабочего давления, обеспечиваемого соединением. Задача решается следующей совокупностью действий.
С торцов удаляют часть металла труб на величину порядка 5 мм. Сваривают смежные концы внутренней облицовки, например, полиэтиленовой. Для сварки полиэтиленовой внутренней облицовки в промежуток между торцами свариваемых труб вводят нагреватель и разогревают торцы полиэтиленовой внутренней облицовки до 180 - 220oC. Отводят нагреватель и сжимают торцы труб под давлением до 0,5 МПа. Выдерживают трубы в сжатом состоянии до остывания сварного шва. Заполняют пространство между торцами труб герметизирующим материалом. Для этого покрывают сварной шов герметиком-автосилом силиконовым с добавкой водостойкого клея УНБ-В3. Контролируют сварной шов сжатым воздухом.
На внутренней поверхности муфты выполняют канавки. Вставляют в канавки муфты уплотнительные кольца из цветного металла, например из алюминия, меди и т. п. Размещают наружную муфту на месте соединения труб. Фиксируют торец муфты. Обжимают муфту с кольцами из цветного металла на металлической трубе протяжкой зафиксированной муфты через фильерное отверстие втулки обжимного устройства. В результате деформации муфта прочно закрепляется на наружной поверхности труб. После этого проводят гидравлические испытания собранного трубопровода под давлением до 12,5 МПа.
Пример конкретного выполнения.
Конструкция, образующаяся в процессе соединения труб, представлена на чертеже. Металлические трубы 1 с внутренней полиэтиленовой облицовкой 2 соединены муфтой 3 с канавками 4, в которых размещены кольца из цветного металла 5. Соединение дополнительно герметизировано герметиком 6.
Металлическая труба 1 выполнена из стали ст. 20, имеет диаметр 76 мм, толщину стенки 5 мм. Внутренняя полиэтиленовая облицовка 2 выполнена из трубы полиэтилена низкой плотности диаметром 66 мм с толщиной стенки 3 мм. Муфта 3 выполнена из стальной трубы ст. 20. Внутренний диаметр муфты 3 на 2 мм больше наружного диаметра стальной трубы 1. На внутренней поверхности муфты 3 выполнены четыре канавки 4, в которых размещены кольца 5 из алюминиевой проволоки диаметром 3 мм.
Удаляют по 5 мм с торцов металлических труб 1. Сваривают смежные концы внутренней облицовки 2. Для сварки полиэтиленовой внутренней облицовки в промежуток между торцами свариваемых труб 2 вводят нагреватель и разогревают торцы полиэтиленовой внутренней облицовки до температуры 180 - 220oC. Отводят нагреватель и сжимают торцы труб 2 под давлением до 0,5 МПа. Выдерживают трубы 2 в сжатом состоянии до остывания сварного шва. Заполняют пространство между торцами металлических труб 1 герметизирующим материалом 6. Для этого покрывают сварной шов герметиком-автосилом силиконовым с добавкой водостойкого клея УНБ-В3.
Размещают наружную муфту 3 на месте соединения труб 1 и 2. Фиксируют торец муфты 3 от перемещения. Обжимают муфту 3 с кольцами из цветного металла 5 на металлической трубе 1 протяжкой зафиксированной муфты 3 через фильерное отверстие втулки обжимного устройства 7.
Испытания смонтированного трубопровода показали, что трубопровод выдерживает давление 10 МПа и более, в то время как трубопровод по прототипу выдерживает до 4 МПа. Конструкция позволяет использовать трубопровод для транспортировки агрессивных жидкостей.
Применение предложенного способа позволит повысить эксплуатационные свойства трубопровода, расширить область его применения.
Источники информации
1. Авторское свидетельство СССР N 214983, F 16 L 9/14, 1965.
2. Авторское свидетельство СССР N 966382, F 16 L 13/11, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2000 |
|
RU2156395C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2000 |
|
RU2162184C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2000 |
|
RU2162183C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2236628C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ, СНАБЖЕННЫХ ВНУТРЕННЕЙ ОБОЛОЧКОЙ | 2002 |
|
RU2232334C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2168101C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2164638C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406007C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
Изобретение относится к трубопроводному транспорту и может быть использовано при монтаже трубопроводов, имеющих внутреннюю защитную облицовку. Удаляют часть металла с торцов металлических труб. На внутренней поверхности муфты выполняют канавки. В канавки муфты вставляют кольца из цветного металла. Сваривают смежные концы внутренней облицовки. Заполняют пространство между торцами труб герметизирующим материалом. Соединяют трубы наружной муфтой. Обжимают муфту. Изобретение повышает рабочее давление в трубопроводе до максимального. 1 ил.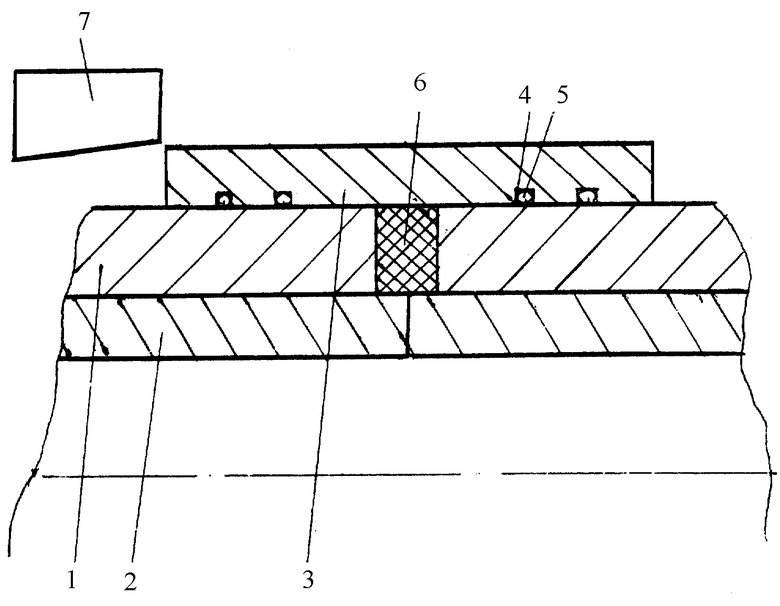
Способ соединения трубопроводов для транспортировки агрессивных жидкостей, включающий сваривание смежных концов внутренней облицовки, соединение труб наружной муфтой и ее обжатие, отличающийся тем, что предварительно удаляют часть металла с торцов металлических труб, заполняют пространство между торцами труб герметизирующим материалом, на внутренней поверхности муфты выполняют канавки, в канавки муфты вставляют кольца из цветного металла.
| Способ соединения металлических труб,снабженных внутренней облицовкой | 1980 |
|
SU966382A1 |
| Способ соединения металлических труб,снабженных внутренней оболочкой из термопластического материала | 1984 |
|
SU1188437A1 |
| Способ соединения труб с внутренней облицовкой | 1989 |
|
SU1737216A1 |
| Неразъемное соединение труб | 1984 |
|
SU1285252A1 |
| DE 3343547 A1, 07.06.84 | |||
| DE 3423952 A1, 09.01.86. | |||

