Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления стержневых изделий, в том числе ступенчатых с удлиненным конусом и фланцем.
Известен способ формирования заготовок шаровых пальцев с фасонной головкой и удлиненным конусом за три перехода (см. Холодная объемная штамповка. Справочник. Под ред. Г.А.Навроцкого. М.: Машиностроение, 1973, с.168-169, 229-230, рис.57), включающий отрезку исходной заготовки диаметром d0, выдавливание удлиненного конуса и стержня, высадку окончательной головки, редуцирование стержня за одну или две операции, высадку окончательной головки и формирование торцевой фаски стержня. Диаметр исходной заготовки d0 в этих процессах составляет d0≈d1, где d1 - наибольший диаметр удлиненного конуса готового изделия, а диаметр стержня d<d2, где d2 - меньший диаметр конуса. При этом выдавливание удлиненного конуса и стержня производят на одном переходе, а формирование головки осадкой производят за одну операцию.
Недостатком этого способа является низкая стойкость высадочного инструмента, степень деформации при прямом выдавливании конуса и стержня более 45%. При такой деформации не исключено формирование заусенца на торцевой поверхности со стороны задающего пуансона, который при последующей штамповки заготовки распрессовывают на головке в виде складки. При совмещении прямого выдавливания конуса с последующим выдавливанием стержня на одном переходе возможно заваривание (налипание частиц деформируемого материала на инструмент) матриц в области редуцирования стержня, поскольку подсмазочный слой (фосфатирование), нанесенный на исходный металл, снимется еще при выдавливании удлиненного конуса. Повышенная деформация и наличие сухого трения в очаге деформации снижают стойкость деформирующего инструмента и качество изделий.
Наиболее близким по технической сущности к заявляемому объекту является способ штамповки шарового пальца (см. патент RU №2138360 С1, 6 В21К 1/00, 1/76), заключающийся в отрезке исходной заготовки, редуцировании части стержня, формировании за два перехода предварительной головки в виде двух конических участков, сопряженных большим диаметром через бочкообразный элемент, высадке окончательной головки и стержня с коническим элементом, окончательном редуцировании стержня под резьбу. При этом объем штампуемой головки на первом переходе задают в пределах 0,6-0,75 объема головки готового изделия, диаметр большего основания усеченных конусов предварительной головки принимают 0,6-0,7 (0,8-0,9 для второго перехода) диаметра готовой головки. Окончательное редуцирование стержня под накатку резьбы производят после штамповки головки.
При изготовлении стержневых ступенчатых изделий с удлиненным конусом и цилиндрической головкой, например штепсели для электротяговых соединений, по вышеописанной технологии, в процессе штамповки возникают проблемы с качеством оформления цилиндрической головки и конической части стержня. Формирование предварительной головки в виде двух, примерно равных, усеченных конусов с промежуточным бочкообразным элементом, по высоте существенно уступающим высоте конусов, не обеспечивает формирование опорной поверхности цилиндрической головки. А применение приема окончательного формирования конической и цилиндрической частей стержня с головкой на одном переходе, при заданных параметрах предварительной заготовки, усложняет качественное оформление головки и конического участка стержня. При штамповке предварительная головка подсаживается и большим диаметром запирает воздушно-маслянную смесь в матрице, в области формирования опорной поверхности головки. С другой стороны, предварительно сформированная коническая часть стержня, подсаживаясь, также запирает стержневой канал матрицы в области меньшего диаметра конической части стержня. Образованный масляно-воздушный буфер препятствует течению деформируемого материала и формированию поверхностей заготовки.
Известный способ не содержит рекомендаций по выбору режимов деформации стержня, а именно конического участка, по операциям, обеспечивающих получение качественного изделия.
Таким образом, известный способ имеет ограниченные технические возможности в части изготовления деталей со ступенчатым стержнем, имеющим увеличенный по длине конический участок и цилиндрическую головку.
Техническая задача предлагаемого изобретения состоит в расширении технологических возможностей процесса штамповки деталей со ступенчатым стержнем, имеющим увеличенный по длине конический участок, повышении качества изготавливаемых изделий и стойкости инструмента.
Это достигается тем, что в способе изготовления стержневых изделий с головкой и коническим участком на стержне, включающем предварительное и окончательное формирование на исходной заготовке головки, формирование конического участка стержня и редуцирования участка стержня под накатку резьбы, формирование конического участка стержня осуществляют путем предварительной формовки, которую производят за два перехода, и окончательной формовки, при этом угол наклона образующей конического участка стержня к оси заготовки и длину упомянутого конического участка при его формировании на переходах предварительной формовки и при окончательной формовке принимают исходя из следующих соотношений:
α1>α2≥α; l1<l2≤l,
где α1, α2, α - угол наклона образующей конического участка стержня к оси заготовки соответственно при формировании конического участка на первом и втором переходах предварительной формовки и при окончательной формовке;
l1, l2, l - длина конического участка стержня при его формировании соответственно на первом и втором переходах предварительной формовки и при окончательной формовке.
При этом предварительное формирование головки производят путем оформления цилиндрической части и сопряженного с ней своим меньшим основанием конического участка, переходящего в цилиндрический участок, сопряженный со стержнем, при этом упомянутую цилиндрическую часть формируют диаметром, составляющим 1,05-1,1 от диаметра заготовки, а формирование головки осуществляют на первом переходе предварительной формовки при формировании конического участка стержня, при этом конический участок стержня на упомянутом первом переходе формируют высотой, превышающей высоту конического участка головки, а высоту части, включающей предварительно формируемые головку и конический участок стержня, задают не более 3,0 диаметров заготовки.
Способ предназначен для изготовления штепселей электротяговых соединений.
Изобретение поясняется чертежом, где на чертежах показана схема технологического процесса штамповки изделий с коническим стержневым участком за три перехода, где:
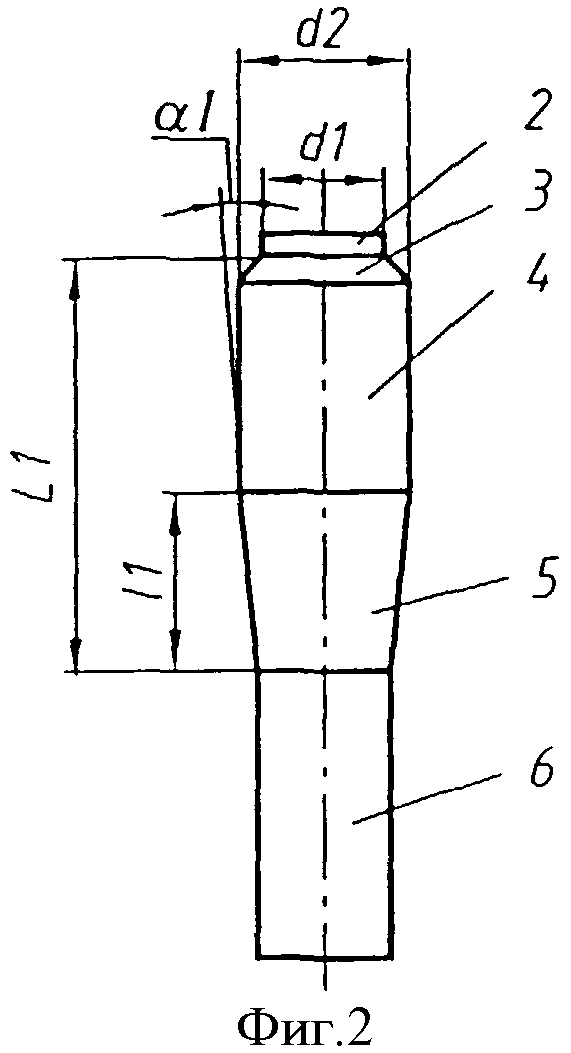
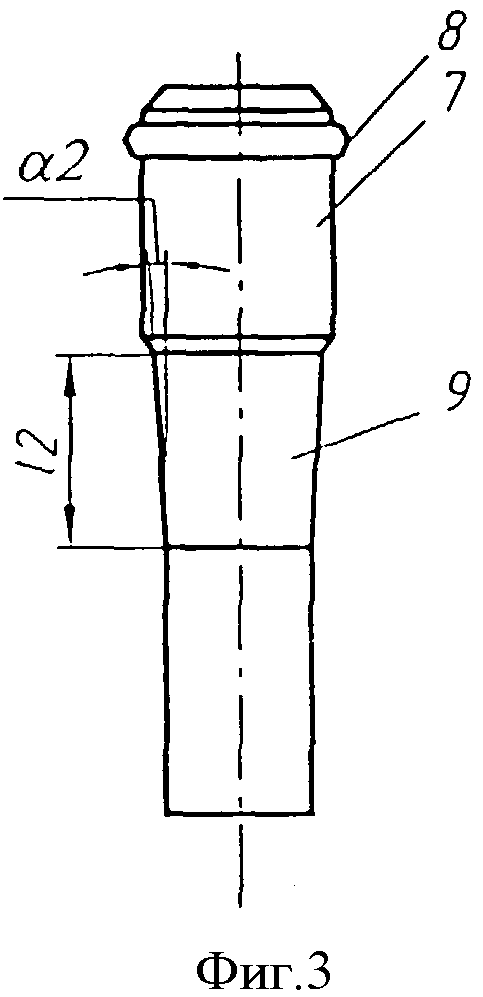
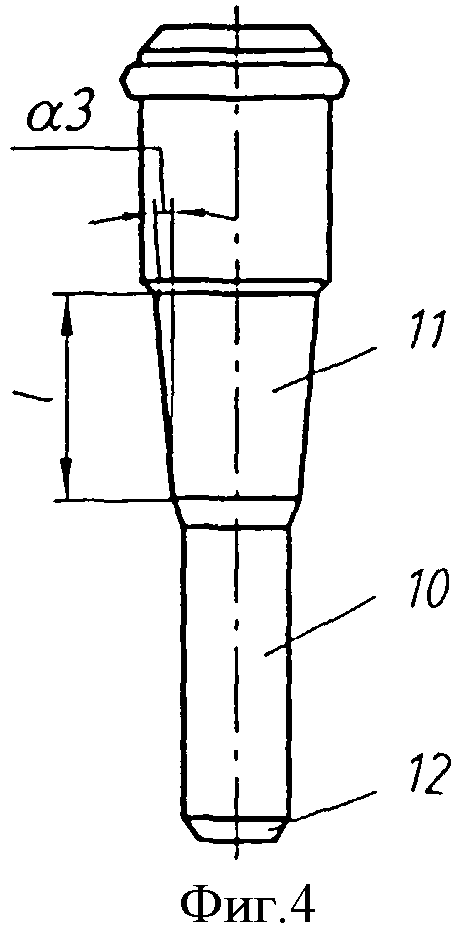
фиг.1 - исходная заготовка; фиг.2 - 1-ый переход, предварительная формовка головки и конического участка стержня; фиг.3 - 2-ой переход, высадка головки с фланцем и конического участка стержня; фиг.4 - 3-ий переход, редуцирование стержня под накатку резьбы и окончательное формирование конического участка стержня.
Способ осуществляется следующим образом. Отрезанную цилиндрическую заготовку 1 (фиг.1) передают на первую позицию холодно высадочного автомата (фиг.2), где предварительно оформляют головку и коническую часть стержня. Предварительная головка включает цилиндрический элемент 2, сопряженный с меньшим диаметром конического участка 3, переходящего в цилиндрический участок 4, и далее конический участок стержня 5, сопряженный со стержнем 6. Причем диаметр (d1) цилиндрической торцевой части 2 головки формируют в пределах 1,05-1,10 от диаметра (d0) исходной заготовки 1. Соотношение d1=(1,05...1,10)·d0 обеспечивает наилучшее перемещение деформируемой части заготовки с последующим ее защемлением в рабочем канале пуансона диаметром d1. Высоту L1, включающую часть предварительно формируемой головки, имеющей конический участок 3 и цилиндрический участок 4, и коническую часть стержня 5, задают в пределах не более 3,0 от диаметра исходной заготовки. При этом конический участок 5 высотой l1 формируют большей высоты, чем конический участок 3 с торцевой стороны головки. Именно такие соотношения параметров предварительной головки и конической части стержня обеспечивают исключение продольного изгиба при деформировании заготовки и равномерное, в диаметральном отношении, оформление предварительной головки и конического участка.
В данном случае, при условии выполнения соотношения L1/d0≤3,0, где L1 - длина свободно осаживаемой части заготовки (длина заготовки между зонами защемления в матрице и пуансоне), двухстороннее защемление заготовок (в пуансоне по участку 2 и в матрице по стержню 6) стабильно обеспечивает условие продольной устойчивости и соответственно равномерное оформление цилиндрической части головки 4 и конической части стержня 5. В случае формирования части предварительной головки, включающей разновысокие конические части и промежуточный цилиндрический участок, высотой более 3,0 от диаметра исходной заготовки также приводит к потере устойчивости заготовки при штамповке. Наименьшее значение высоты не ограничено, так как зависит от целого ряда параметров, в том числе: размера и формы окончательной головки, количества операций штамповки предварительных головок, формы предварительных головок, марки стали и так далее.
Применение параметра d1 за пределами заявленного диапазона увеличивает вероятность продольного изгиба заготовки при штамповке. При использовании параметра d1>1,ld0 увеличивается зазор между предварительной заготовкой и деформирующим инструментом, в данном случае пуансоном, что нарушает условие защемления заготовки в пуансоне (т.е. ростом соотношения L1/d0). Рост соотношения L1/d0 увеличивает вероятность появления отклонений от формы и размеров заготовки (смещение, недооформление головки и т.д.). При использовании параметра d1 менее заявленного, не идеально выровненная на правильно задающем устройстве автомата заготовка может не зайти до упора в цилиндрическую полость пуансона, что тоже приведет к росту соотношения L1/d0. Таким образом при задаче в пуансон и последующей высадке, заготовка может подвергнуться изгибу, что может привести к разрушению инструмента.
Формирование разновысоких конических участков 3 и 5 предварительно формируемой на первой операции заготовки, с конусом большей высоты 5 со стороны стержня 6, обусловлено следующим.
1. Конический участок 5 со стороны стержня 6 служит предварительно оформленной поверхностью для стержневой конической части изделия.
2. Меньший по высоте конический участок 3 предназначен только как переходной элемент от одной цилиндрической части головки 2 к другой 4, исключающий формирование складки при высадке окончательной головки. Увеличение высоты конического участка 3 технически нецелесообразно. С одной стороны, это может привести к увеличению ранее рассматриваемой высоты части головки L1 (фиг.2) и соответственно потере устойчивости заготовки при штамповке, с другой стороны, к снижению высоты промежуточной цилиндрической части головки 4, то есть снижению объема металла приходящегося на формирование головки путем смещения этого объема дополнительно в стержень 6, что тоже нежелательно.
Отштампованную на первом переходе заготовку переносят на вторую позицию, где формируют головку 7, в том числе и с фланцем 8, и коническую часть стержня 9 (фиг.2). Коническую часть стержня 9 формируют с упором на выталкиватель, увеличивая длину конической части 9 за счет деформирования цилиндрической части головки 4, конической части стержня 5 и стержня 6, ограничивая при этом диаметры оснований конической части 9, то есть угол образующей конической части стержня второго перехода α2<α1, где α1 - угол образующей конической части стержня первого перехода. Применение этого приема позволяет избежать создание масляно-воздушного буфера в рабочем канале матрицы, улучшить оформление конической части стержня 9. При этом часть ранее сформированного конуса 5 со стороны меньшего основания не выдавливается в коническую полость матрицы, а подсаживается в ней, что обеспечивает сохранность смазки и подсмазочного слоя (фосфатного покрытия). Наличие смазки снижает трение не только при высадке, но и при выталкивании заготовки, обеспечивая снижение технологических усилий и интенсивность износа инструмента.
Наличие цилиндрического участка 2 на торцевой части предварительной головки заготовки 1-го перехода, заданного диапазона (фиг.2), обеспечивает полное оформление части головки 7 со стороны стержня 9 (фиг.3). Так как формирование головки производят осадкой, трение металла об поверхность матрицы снижает интенсивность подсадки части металла, находящегося в матрице по сравнению со свободно осаживаемой частью металла, деформируемой в межштамповом пространстве. Таким образом, гораздо интенсивнее оформляется часть головки, расположенная ближе к торцевой поверхности матрицы. Эта часть запирает канал матрицы и препятствует подсадке более глубоких слоев металла, расположенных внутри матрицы. Обеспечить равномерное оформление головки можно за счет следующего.
1. Увеличения технологического усилия и объема металла, приходящегося на формирование головки, но это не гарантирует стабильного обеспечения качественного формирования головки. При этом увеличивается объем металла на формирование заготовки, снижается стойкость инструмента, растет объем металла, уходящего в отходы, повышается вероятность продольного изгиба заготовки на первом переходе.
2. Применения исходной заготовки с меньшим поперечным сечением в торцевой части головки 2, чем в той части 4, которая приходится на головку в месте ее сопряжения со стержневой частью. То есть под высадку цилиндрической головки требуется ступенчатая заготовка с меньшим диаметром у торцевой поверхности (d1<d2).
Применение предварительной головки с цилиндрическим участком 2 указанного диапазона обеспечивает формирование головки 7 на последующей прессовой операции.
Отштампованную на втором переходе заготовку переносят на третью позицию (фиг.3), где редуцируют стержень 10 под накатку резьбы и окончательно формируют коническую часть стержня 11 и торцевую фаску 12 на стержне. Угол образующей конической части стержня третьего перехода или угол образующей конической части стержня готового изделия α принят из условия α≤α2 (пояснения описаны ранее).
Существенные признаки, отличающие заявленное изобретение от ближайшего аналога, обеспечивают решение поставленной задачи и достижение цели - расширение технологических возможностей процесса, повышении качества изготавливаемых изделий и стойкости инструмента.
Способ изготовления заготовок штепселей для дроссельных перемычек по ТУ 32 ЦШ 2052-97, имеющих ступенчатый стержень с удлиненным конусом, осуществляется на четырехпозиционном холодновысадочном автомате QPBA-161 (фирма "Мальмеди", Германия) из сталей 10 и 10 кп ГОСТ 10702-78 следующим образом. На I переходе из исходной заготовки диаметром d0=20,9 мм производят предварительную высадку головки длиной L1=46-50 мм (2,2d0-2,4d0), а высота конических участков выполнена L2=5 мм, L3=18-24 мм. Причем диаметр торцевого цилиндрического участка головки d1=22,3 мм, что составляет 7,07 от диаметра исходного металла. На втором переходе штамповали цилиндрическую головку D=28 мм с фланцем диаметром D2=32-36 мм. При этом осадкой формировали коническую часть стержня высотой 26-27,5 мм. На третьем переходе производили редуцирование стержня под накатку резьбы, редуцирование торцевой фаски на стержне, формируя при этом коническую часть стержня на готовый размер высотой 28 мм.
Представленная схема деформирования обеспечивает достаточную устойчивость заготовки при штамповке предварительной головки и стабильное, хорошее оформление изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУТЕВЫХ ШУРУПОВ | 1996 |
|
RU2100127C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2004 |
|
RU2265494C1 |
| СПОСОБ ШТАМПОВКИ БОЛТОВ С МНОГОГРАННОЙ ГОЛОВКОЙ | 2002 |
|
RU2236926C1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении стержневых изделий типа штепселей для электротяговых соединений. Производят предварительное и окончательное формирование на исходной заготовке головки, формируют конический участок стержня и редуцируют участок под накатку резьбы. Конический участок формируют путем предварительной формовки за два перехода и окончательной формовки. Угол наклона образующей конического участка к оси заготовки и длину этого участка при его формировании на переходах предварительной формовки и при окончательной формовке принимают исходя из приведенных соотношений. В результате обеспечивается расширение технологических возможностей способа, повышение качества получаемых изделий и стойкости используемого инструмента. 3 з.п. ф-лы, 4 ил.
α1>α2≥α;
l1<l2≤l,
где α1, α2, α - угол наклона образующей конического участка стержня к оси заготовки соответственно при формировании конического участка на первом и втором переходах предварительной формовки и при окончательной формовке;
l1, l2, l - длина конического участка стержня при его формировании соответственно на первом и втором переходах предварительной формовки и при окончательной формовке.
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ С ОБРАТНЫМ КОНУСОМ | 1995 |
|
RU2080202C1 |
| Способ изготовления полуфабрикатов болтов | 1982 |
|
SU1090479A1 |
| US 6408501 B1, 25.06.2002 | |||
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ГИПСА | 2000 |
|
RU2186306C2 |

