Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для изготовления поковок типа вал.
Общеизвестны ковочные штампы для горячей штамповки, гравюры которых в сечении выполнены по номинальным размерам поковки с учетом усадки.
Известны также ковочные штампы для изготовления поковок типа вал, ручьи верхней и нижней частей которых образуют фигуру горячей поковки номинальных размеров.
Однако при работе такими штампами часто имеют место случаи недоштамповки поковок в вертикальном направлении, тем самым существенно искажается форма поковок, размеры выходят за пределы плюсового допуска.
Все это усложняет механическую обработку поковок, приводит к браку. Недош- тамповка вызывается тем, что часто сами заготовки под штамповку изготовлены с плюсовым допуском на размер, не всегда
стабильна температура нагрева заготовок, что влияет на процесс формообразования.
Целью изобретения является повышение качества поковок за счет достижения точности их геометрических размеров путем уменьшения недоштамповки в вертикальном направлении.
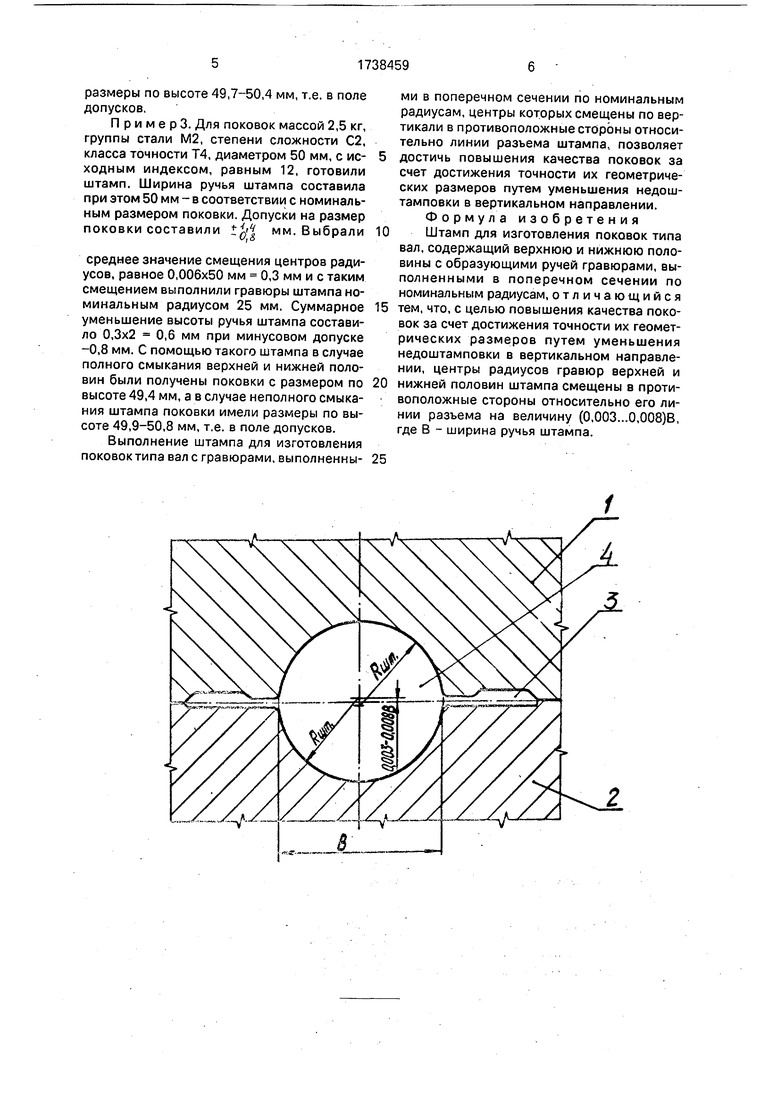
Поставленная цель достигается тем, что в предлагаемом штампе, содержащем верхнюю и нижнюю половины с образующими ручей гравюрами, выполненными в поперечном сечении по номинальным радиусам, центры радиусов гравюр верхней и нижней половин штампа смещены в противоположные стороны относительно его линии разъема на величину (0,003...0,008)8, где В - ширина ручья штампа.
Радиусы гравюр в поперечном сечении соответствуют номинальному размеру штампа для получения поковок номинального размера.
Центр радиуса сечения гравюры верхней половины штампа смещен вниз в сторону нижней половины, а центр радиуса
Ё
XI СО 00
ел ю
сечения гравюры нижней половины штампа смещен вверх в сторону верхней половины.
На чертеже показан предлагаемый штамп для изготовления поковок типа вал.
Штамп включает верхнюю 1 и нижнюю 2 половины с гравюрами, очерченными радиусами со смещенными относительно линии разъема центрами, заусенечные канавки 3, ручей штампа 4,
Интервал величины смещения центров, радиусов (0,003-0,008)6 подобран экспериментальным путем, Нижняя граница - исходя из необходимости исключения недоштамповки в вертикальном направлении, верхняя граница - из условия исключения выхода размера по высоте поковки за пределы минусового допуска, т.е. интервал выбран таким, чтобы размер по высоте поковки всегда укладывался в поле допусков.
При этом учитывалось, что после штамповки необходимо иметь размер по высоте не на пределе минусового допуска, а с запасом, т.е. с остаточной величиной минусового допуска (0,1 -0,15) д , где д- минусовый допуск. Это гарантирует возможность при выполнении последующих операций по обрезке облоя и правке поковок не выходить, вследствие смятия, за минусовый допуск по высоте.
Значение величины смещения центров радиусов ближе к нижней границе интервала принимают при изготовлении штампов для поковок с более низкими значениями группы стали, степени сложности, класса точности, т,е. для поковок, имеющих более низкий исходный индекс по ГОСТ 7505-89, т.к. в этом случае допуски на поковки имеют меньшие значения. Значение величины смещения ближе к верхней границе интервала принимают при изготовлении штампов для поковок, имеющих наибольшие значения группы стали, класса точности, степени сложности, т.е. имеющих более высокое значение исходного индекса, так как в этом случае допуски на поковки имеют большие значения.
Экспериментальная проверка показа- -ла, что при смещении центров радиусов на величину меньше 0,003В существенно снижается положительный эффект и наблюдаются случаи недоштамповки, а при смещении центров радиусов на величину больше 0,008В размер поковки по высоте выходит за пределы минусового допуска, т.е. поковки выпадают в брак.
Штамповка ведется следующим образом,
При деформации металла в штампе при смыкании верхней 1 и нижней 2 половин штампа происходит заполнение окончательного ручья 4. Избыточный металл вытекает в заусенечные канавки 3.
В случае полного смыкания верхней и нижней половин штампа минусовый допуск по высоте поковки не выбирается полностью. Остается запас минусового допуска не менее (0,1-0,15) д .
При неполном смыкании верхней и нижней половин штампа получают размер по высоте поковки, близкий к номинальному
или в пределах плюсового допуска. Недоштамповки не происходит. Получение горизонтального размера поковки, близкого к номинальному, обеспечивается номинальной величиной радиусов ручьев штампа.
Пример. Для поковок массой 2,5 кг группы стали М1, степени сложности С1, класса точности ТЗ диаметром 50 мм с исходным индексом по ГОСТ 7505-89, равным 8, готовили штамп. Ширина ручья штампа
составила при этом 50 мм - в соответствии с номинальным размером поковки. Допуски на размер поковки составили 1 мм.
Выбрали нижнее граничное значение смещения центров радиусов, равное 0,003 х 50 мм 0,15 мм и с таким смещением выполнили гравюры штампа номинальным радиусом 25 мм.
Суммарное уменьшение высоты ручья штампа составило 0,15x2 0,3 мм при минусовом допуске - 0,4 мм. С помощью такого штампа в случае полного смыкания верхней и нижней половин были получены поковки с
размерами по высоте 49,7 мм. В случае неполного смыкания верхней и нижней половин штампа поковки имели размер по высоте 50,0-50,6 мм, т.е. в поле допусков, П р и м е р 2. Для поковки массой 2,5 кг,
группы стали МЗ, степени сложности СЗ, класса точности Т5, диаметром 50 мм, с исходным индексом, равным 14, готовили штамп.
Ширина ручья штампа составила 50 мм
- в соответствии с номинальным размером поковки. Допуски на размер поковмм. Выбрали
ки составили +
верхнее граничное значение смещения цен- тров радиусов, равное 0,008x50 мм 0,4 мм, и с таким смещением выполнили гравюры штампа номинальным радиусом 25 мм. Суммарное уменьшение высоты ручья штампа составило 0,4x2 0,8 мм при минусовом допуске - 1,0 мм. С помощью такого штампа в случае полного смыкания верхней и нижней половин были получены поковки с размером по высоте 4У, 2 мм, а в случае неполного смыкания штампа поковки имели
размеры по высоте 49,7-50,4 мм, т.е. в поле допусков,
ПримерЗ. Для поковок массой 2,5 кг, группы стали М2, степени сложности С2, класса точности Т4, диаметром 50 мм, с ис- ходным индексом, равным 12, готовили штамп. Ширина ручья штампа составила при этом 50 мм - в соответствии с номинальным размером поковки. Допуски на размер поковки составили мм. Выбрали
среднее значение смещения центров радиусов, равное 0,006x50 мм 0,3 мм и с таким смещением выполнили гравюры штампа номинальным радиусом 25 мм. Суммарное уменьшение высоты ручья штампа составило 0,3x2 0,6 мм при минусовом допуске -0,8 мм. С помощью такого штампа в случае полного смыкания верхней и нижней половин были получены поковки с размером по высоте 49,4 мм, а в случае неполного смыкания штампа поковки имели размеры по высоте 49,9-50,8 мм, т.е. в поле допусков.
Выполнение штампа для изготовления поковоктипа вал с гравюрами, выполненны-
ми в поперечном сечении по номинальным радиусам, центры которых смещены по вертикали в противоположные стороны относительно линии разъема штампа, позволяет достичь повышения качества поковок за счет достижения точности их геометрических размеров путем уменьшения недош- тамповки в вертикальном направлении. Формула изобретения Штамп для изготовления поковок типа вал, содержащий верхнюю и нижнюю половины с образующими ручей гравюрами, выполненными в поперечном сечении по номинальным радиусам, отличающийся тем, что, с целью повышения качества поковок за счет достижения точности их геометрических размеров путем уменьшения недоштамповки в вертикальном направлении, центры радиусов гравюр верхней и нижней половин штампа смещены в противоположные стороны относительно его линии разъема на величину (0,003...0,008)В, где В - ширина ручья штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ | 2003 |
|
RU2254198C1 |
| Штамп для многоручьевой открытой объемной штамповки | 1978 |
|
SU764817A1 |
| Штамп для объемной штамповки поковок | 1986 |
|
SU1368101A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Совмещенный штамп для многоручьевой объемной штамповки поковок с ребрами жесткости | 1985 |
|
SU1328053A1 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ | 2010 |
|
RU2450884C2 |
Использование: штамп содержит верхнюю и нижнюю половины с гравюрами. Гравюры образуют ручей и выполнены по радиусам. Центры радиусов смещены по вертикали в противоположные стороны относительно линии разъема штампа: Величина смещения составляет(0,003...0,008)8, где В - ширина ручья штампа. В процессе штамповки достигается точность геометрических размеров поковок за счет уменьшения недоштамповки в вертикальном направлении 1 ил.
| Бабенко В.А | |||
| и др | |||
| Объемная штамповка | |||
| Атлас схем и типовых конструкций штампов | |||
| М.: Машиностроение, 1982, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
