fc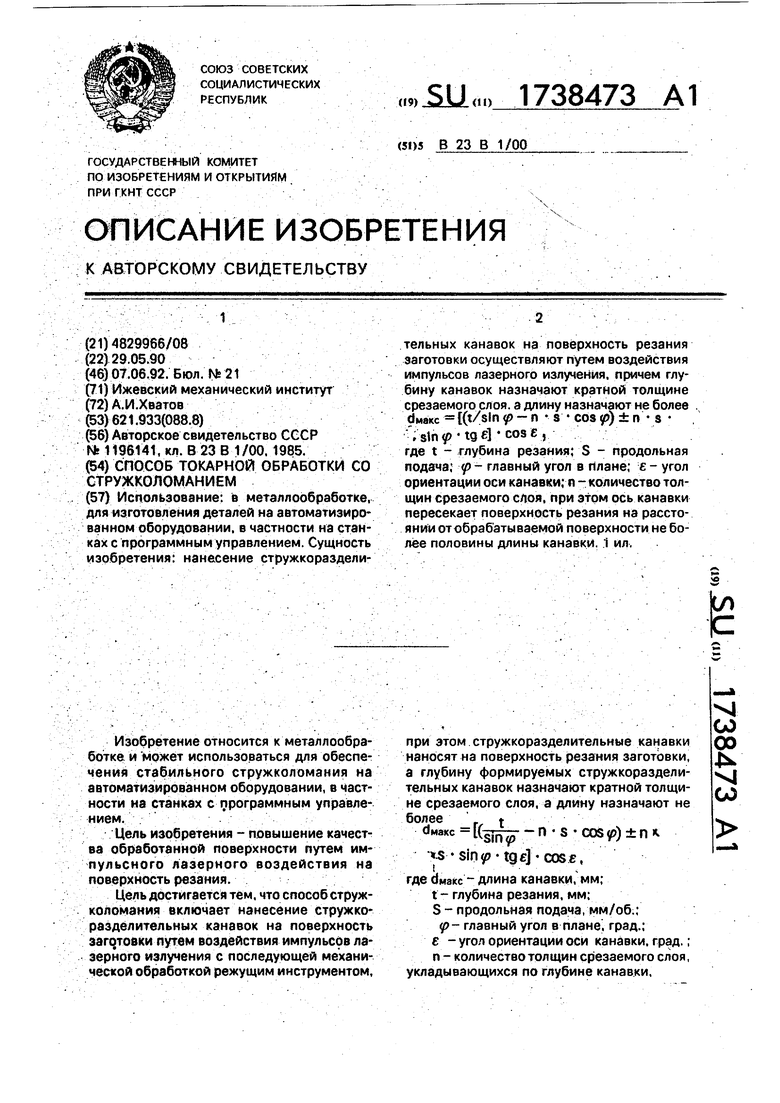


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2016 |
|
RU2641444C2 |
| Устройство для протягивания отверстий | 1985 |
|
SU1346357A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2019 |
|
RU2699469C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2021 |
|
RU2764449C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| Способ обработки резанием круглым вращающимся резцом | 1985 |
|
SU1342599A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| Способ механической обработки с дроблением стружки | 1984 |
|
SU1196141A1 |
| Способ механической обработки | 1985 |
|
SU1329914A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2014 |
|
RU2578875C1 |
Использование: в металлообработке, для изготовления деталей на автоматизированном оборудовании, в частности на станках с программным управлением. Сущность изобретения: нанесение стружкоразделительных канавок на поверхность резания заготовки осуществляют путем воздействия импульсов лазерного излучения, причем глубину канавок назначают кратной толщине срезаемого слоя, а длину назначают не более oWc l(t/slnф-п s ) ±п s ,stnp-где -cose, где t - глубина резания; S - продольная подача; р - главный угол в Плане; е - угол ориентации оси канавки; п - количество толщин срезаемого слоя, при этом ось канавки пересекает поверхность резания на расстоянии от обрабатываемой поверхности не более половины длины канавки. 1 ил.
Изобретение относится к металлообработке и может использоваться для обеспечения стабильного стружколомания на автоматизированном оборудовании, в частности на станках с программным управлением.
Цель изобретения - повышение качества обработанной поверхности путем импульсного лазерного воздействия на поверхность резания.
Цель достигается тем, что способ стружколомания включает нанесение стружко- разделительных канавок на поверхность заготовки путем воздействия импульсов лазерного излучения с последующей механической обработкой режущим инструментом,
при этом стружкоразделительные канавки наносят на поверхность резания заготовки, а глубину формируемых стружкораздели- тельных канавок назначают кратной толщине срезаемого слоя, а длину назначают не более{
1макс l( S COSfp) ±П
Sinyj-tgej-cose,
где длина канавки, мм;
t - глубина резания, мм;
S - продольная подача, мм/об.; р- главный угол в плане, град.;
е - угол ориентации оси канавки, град.;
п - количество толщин срезаемого слоя, укладывающихся по глубине канавки.
VI
СО 00
4
VJ
ы
при этом ось канавки пересекает поверхность резания на расстоянии от обрабатываемой поверхности не более половины длины канавки.
На чертеже показан срезаемый слой материала заготовки с контурами вариантов положения стружкоразделительных канавок А, Б, В при различной.ориентации луча лазера. Соответственно:
- перпендикулярно поверхности резания;
II- под углом к большим 90° (+ Ј);
III- под углом Ј меньшим 90° (- е ); а - толщина срезаемого слоя;
b - ширина срезаемого слоя;
di - длина канавки для р азличной ориентации луча лазера;
li - расстояние от обрабатываемой поверхности до оси канавки при различной ориентации луча лазера;
h - глубина канавки.
Способ осуществляется в следующей последовательности.
В зависимости от величины подачи S, глубины резания t и главного угла в плане р инструмента определяют размеры срезаемого слоя:
толщину а и ширину b по формулам
а S sin p; b t/sln p;
В соответствии с размерами срезаемого слоя задают глубину h канавки, кратной толщине а срезаемого слоя
h a -n, (1)
где п - количество толщин срезаемого слоя; Е - угол ориентации канавки;
наибольшую длину ймакс канавки t(b - п s cos (р ) ± п а tg Е
1 - п s cos р) ± п
cosЈ Ksin«
s
sin p tg e cos e, (2)
причем для обеспечения стабильного ломания стружки в месте нахождения канавки, ее фактическая длина d должна назначаться не менее половины ширины срезаемого слоя, расстояние It от обрабатываемой поверхности до точки пересечения оси канавки (оси луча лазера) с поверхностью резания не более половины длины dMaKc канавки.
В соответствии с размерами h, дмакс канавки определяют режимы импульсной работы лазера - энергию и длительность импульса.
В соответствии с требуемой длиной стружки назначают период следования импульсов по формуле
Urp . hф
т. .
Vpea a где |-коэффициент усадки стружки;
0
5
0
5
0
5
0
5
0
5
UTP - требуемая длина стружки;
Vpea - скорость резания;
h - глубина стружкоразделительной ка- навки;
а - толщина резания.
Луч лазера фокусируют на поверхность резания заготовки.
Осуществляют процесс механической обработки, в ходе которой лазер перемещается вместе с резцедержателем или отслеживает своим лучом поверхность резания заготовки при установке на отдельной подставке.
Размеры стружкоразделительной канавки глубина h, длина ймакс, угол е ориентации луча лазера (оси канавки) являются определяющими в достижении цели изобретения - достижение стабильного стружколо- мания при одновременном обеспечении качества обработанной поверхности.
Размеры канавки выбираются из условия, что луч лазера при однопроходной и многопроходной обработке, проходя через поверхность резания, не должен оставлять следы на формируемой обработанной поверхности заготовки. Кроме того, режимы работы самого лазера, в частности энергия в импульсе, длительность его действия должны обеспечивать не только размеры канавки, но и требуемую длину стружки при назначении периода следования импульсов. При этом при одной и той же требуемой длине стружки период следования импуль- сов-изменяется кратно отношению глубины стружкоразделительной канавки h к толщине срезаемого слоя а. Для снижения энергозатрат целесообразно назначать глубину h канавки кратную толщине резания а.
П р и м е р. На токарном станке мод. ИЖ-Т-400 осуществляется обработка заготовки из стали ЗОХРСА резцом из быстрорежущей стали с режимом резания: продольной подачей 0,3 мм/об.; глубиной резания 2 мм; скоростью резания 25 м/мин.
Геометрические параметры инструмента: передний угол 0°; задний угол 10°; главный угол в плане 45°.
Исходя из размеров срезаемого слоя: толщина а 0,3 sin 45° 0,2 мм; ширины b 2/sln 15° 2,8 мм; задаем глубину канавки h 0.2 5 1,0 мм, где п 5 - количество толщин срезаемого слоя, в которые проникает луч лазера; угол Ј ориентации оси канавки относительно поверхности резания назначаем Ј 90°, определяем наибольшую длину канавки по формуле (2):
ймакс 1,8мм;
задаем расстояние f 0,5 ймэкс 0,9 мм; назначаем режимы импульсной работы лазера для формирования стружкораздели- тельной канавки с размерами h - 1,0 мм. d 1,8 мм.
Для получения стружки длиной 100 мм назначаем период следования импульсов по формуле (3):
Т 0,04 мин.
При этом периоде следования импульсов обеспечивается стабильное стружколома- ние с получением требуемой длины стружки в процессе механической обработки заготовки.
Формула изобретения
Способ токарной обработки со стружко- ломанием, согласно которому на обрабатываемую поверхность заготовки наносят стружкоразделительные канавки путем воздействия на нее лазерным излучением с последующей механической обработкой режущим инструментом, отличающийс я тем, что, с целью повышения качества обрабатываемой поверхности, стружкоразделительные канавки наносят на поверхность резания заготовки, причем глубины канавок назначают кратной толщине срезаемого слоя, а длину назначают не более
-fcf
макс
tn
sinp - n-s-cos 0)± s sin#j- tge -cose,
где t - глубина резания;
S - продольная подача;
(p- главный угол в плане;
е - угол ориентации оси канавки;
п - количество толщин срезаемого слоя, при этом ось канавки пересекает поверхность резания на расстоянии от обрабатываемой поверхности не. более половины длины канавки.
| Способ механической обработки с дроблением стружки | 1984 |
|
SU1196141A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
