1134
Изобретение относится к области обработки материалов резанием и может быть использовано при обработке вращающимися резцами деталей с -повьшен- ныни требованиями к качеству формируемой поверхности,
Цель изобретения - повьшение качества обработки и стойкости резца путем локализации зоны сдвига и деформационного воздействия на нее минимальными усилиями.
На фиг. 1 представлена схема обработки; на фиг. 2 - сечение А-А на фиг. 1.
Сйойоб осуществляется следующим образом.
При обработке по методу отслаивания заготовки 1 врезающимся с частотой п круглым резцом 2, ось которого ориентируют перпендикулярно оси заготовки, а сам резец перемещают вдоль ее оси с подачей S наносят лучами лазеров 3 и 4 опережающие канавки, од
fiy из которых, канавку 5, располагают 25 Роны обрабатьюаемой поверхности и по
линии среза в направлении т еформадии срезаемого слоя, отличающий- с я тем, что, с целью повышения качества обработки и стой| ости резца, канавку по линии среза наносят на глубину 1, определяемую из соотношения
по линии среза в направлении, совпадающем с направлением деформации срезаемого слоя, и наносят на глубину 1, определяемую из соотношения
l acosp cos(p-p-a , где - коэффициент усадки стружки; а - толщина среза; и угол сдвига при резании без
канавки;
У - передний угол,
а вторую канавку 6 наносят со стороны обрабатываемой поверхности на глубину 1, превьипающую глубину впадины микронеровностей обрабатьшаемой поверхности, и ориентируют вдоль плоскости, проходящей через вершину канавки 5 и под углом 45 к ней.
При этом наличие канавки 5 вызывает переход плоскости сдвига в плоскость 7, расположенную под оптимальным для деформации сдвига углом 45 , при котором напряжения сдвига и силы резания минимальны, а нанесение канавки 6 облегчает сдвиговые деформа30
35
40
l acos/3 (со8ф-у)-а) , где - коэффициент усадки стружки; а - толщина среза; В - угол сдвиг а при резании без
канавок; У - передний угол,
а канавку со стороны обрабатьшаемой поверхности выполняют на глубину, превышающую глубину впадин ее микро- неровностей, и ориентируют вдоль плоскости, проходящей через вершину
канавки, наносимой по линии сЪеза, 45о
и под углом 45 к ней.
2. Способ по п. 1, отличающийся тем, что канавки наносят с помощью лазера.
дии, сосредотачивая из в узкой области у плоскости.
Пример. При обработке заготовки диаметром 50 мм из жаропрочной стали по предлагаемому способу, производимой с глубиной резания 4 мм и подачей ,21 мм/об, минимальная сила резания составляет 207 кг/с, минимальная шероховат.ость обработанной поверхности 6,2 мкм и максимальная стойкость резца - 42 мин, что превосходит соответствующие результаты, полученные при аналогичной обработке,
но без нанесения канавок (минимальная сила резания 425 кг/с, минимальная шероховатость 17 мкм, максимальная стойкость резца 17 мин).
Формула изобретения
1. Способ обработки резанием круглым вращающимся резцом, включающий опережающее нанесение канавок со сто35
40
l acos/3 (со8ф-у)-а) , где - коэффициент усадки стружки; а - толщина среза; В - угол сдвиг а при резании без
канавок; У - передний угол,
а канавку со стороны обрабатьшаемой поверхности выполняют на глубину, превышающую глубину впадин ее микро- неровностей, и ориентируют вдоль плоскости, проходящей через вершину
канавки, наносимой по линии сЪеза, 45о
и под углом 45 к ней.
2. Способ по п. 1, отличающийся тем, что канавки наносят с помощью лазера.
У////7////.
Фиг, 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием | 1981 |
|
SU975208A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| Способ токарной обработки со стружколоманием | 1990 |
|
SU1738473A1 |
| Резец (его варианты) | 1983 |
|
SU1156863A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
| Головка зубодолбежная для кругового контурного строгания | 1983 |
|
SU1117159A1 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ АУСТЕНИТНОГО КЛАССА С ДРОБЛЕНИЕМ СТРУЖКИ | 2023 |
|
RU2804202C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2014 |
|
RU2578875C1 |
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
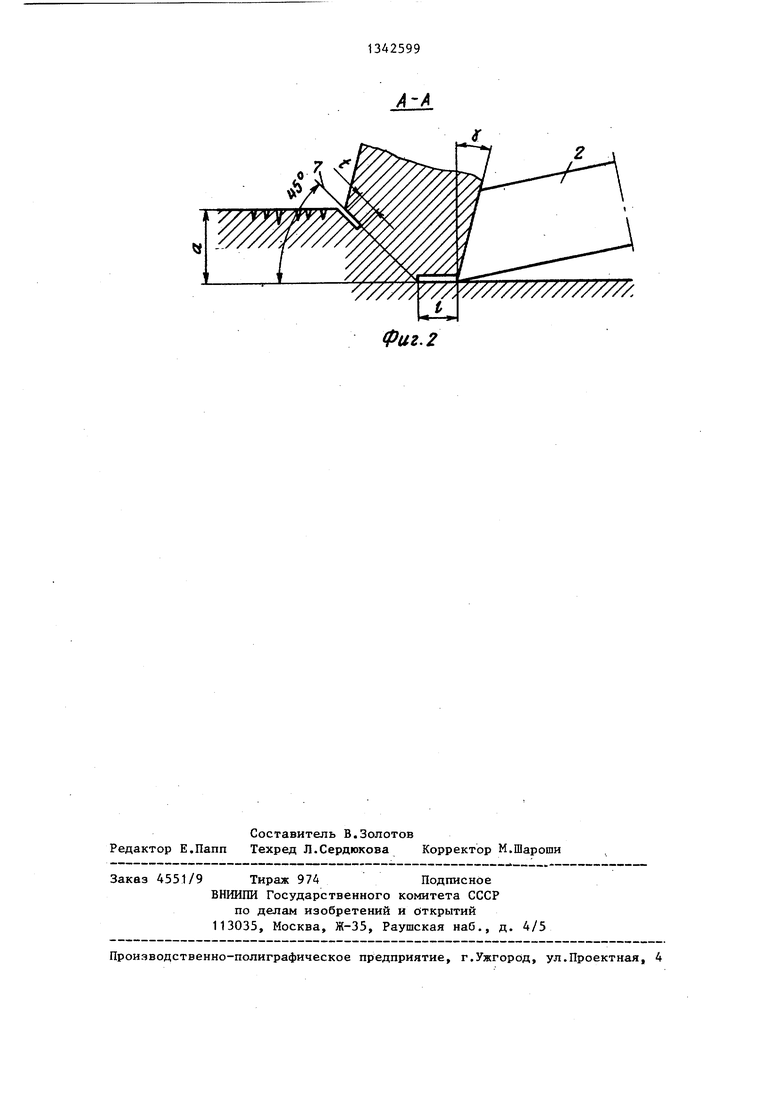
Изобретение относится к обработке материалов резанием и может быть использовано при обработке вращаю1чи- мися резцами деталей с повышенными требованиями к качеству формируемой . поверхности. Целью изобретения является повышение качества обработки и стойкости режущего инструмента путем локализации зоны сдвига и деформационного воздействия на нее минимальными усилиями. Для этого на заготовку 1, обрабатываемую вращающимся резцом 2, наносят лучами 3, 4 лазера две опережающие канавки. Одну из них, канавку 5, располагают по линии среза и наносят на глубину l -a Cos|3: :cos (p-(f)-a, где - коэффициент усадки стружки; а - толщина среза; /3 - угол сдвига при резании без канавок; У - передний угол, а другую канавку 6 наносят со стороны обрабатываемой по- верхност И на глубину, превьшающуто глубину впадин ее микронеровностей, и ориентируют вдоль плоскости, проходящей через вершину канавки 5 и под углом 45 к ней. 1 з.п. ф-лы, 2 ил. (О (Л П фиг. 1
| Способ резания металлов | 1978 |
|
SU837555A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
