сл
с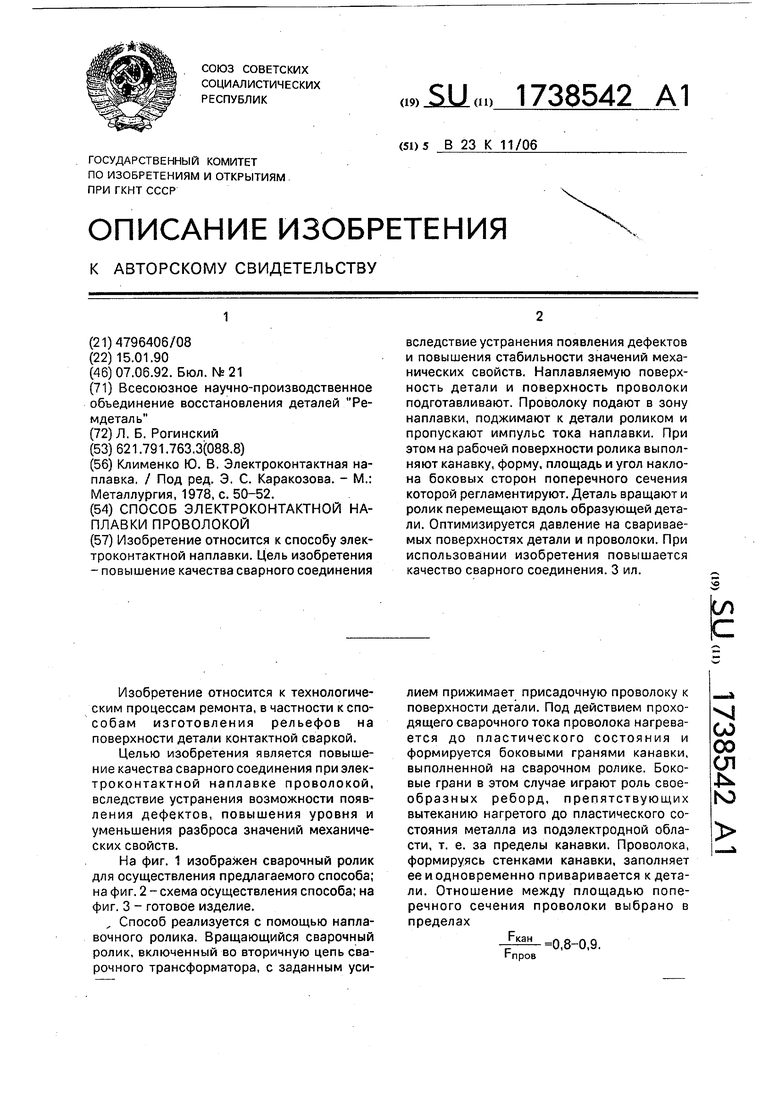
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2006 |
|
RU2328366C2 |
| Присадка для электроконтактной приварки | 2019 |
|
RU2700890C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2006 |
|
RU2338635C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗОНЫ ОБРАЗОВАНИЯ СОЕДИНЕНИЯ МЕТАЛЛОПОКРЫТИЯ С ОСНОВОЙ ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2278009C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной проволоки | 2024 |
|
RU2832984C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА РОЛИКА-ЭЛЕКТРОДА ПРИ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКЕ | 2005 |
|
RU2284888C1 |
| Способ электрокантактной наплавки | 1975 |
|
SU513808A1 |
Изобретение относится к способу электроконтактной наплавки. Цель изобретения - повышение качества сварного соединения вследствие устранения появления дефектов и повышения стабильности значений механических свойств. Наплавляемую поверхность детали и поверхность проволоки подготавливают. Проволоку подают в зону наплавки, поджимают к детали роликом и пропускают импульс тока наплавки. При этом на рабочей поверхности ролика выполняют канавку, форму, площадь и угол наклона боковых сторон поперечного сечения которой регламентируют. Деталь вращают и ролик перемещают вдоль образующей детали. Оптимизируется давление на свариваемых поверхностях детали и проволоки. При использовании изобретения повышается качество сварного соединения. 3 ил.
Изобретение относится к технологическим процессам ремонта, в частности к способам изготовления рельефов на поверхности детали контактной сваркой.
Целью изобретения является повышение качества сварного соединения при электроконтактной наплавке проволокой, вследствие устранения возможности появления дефектов, повышения уровня и уменьшения разброса значений механических свойств.
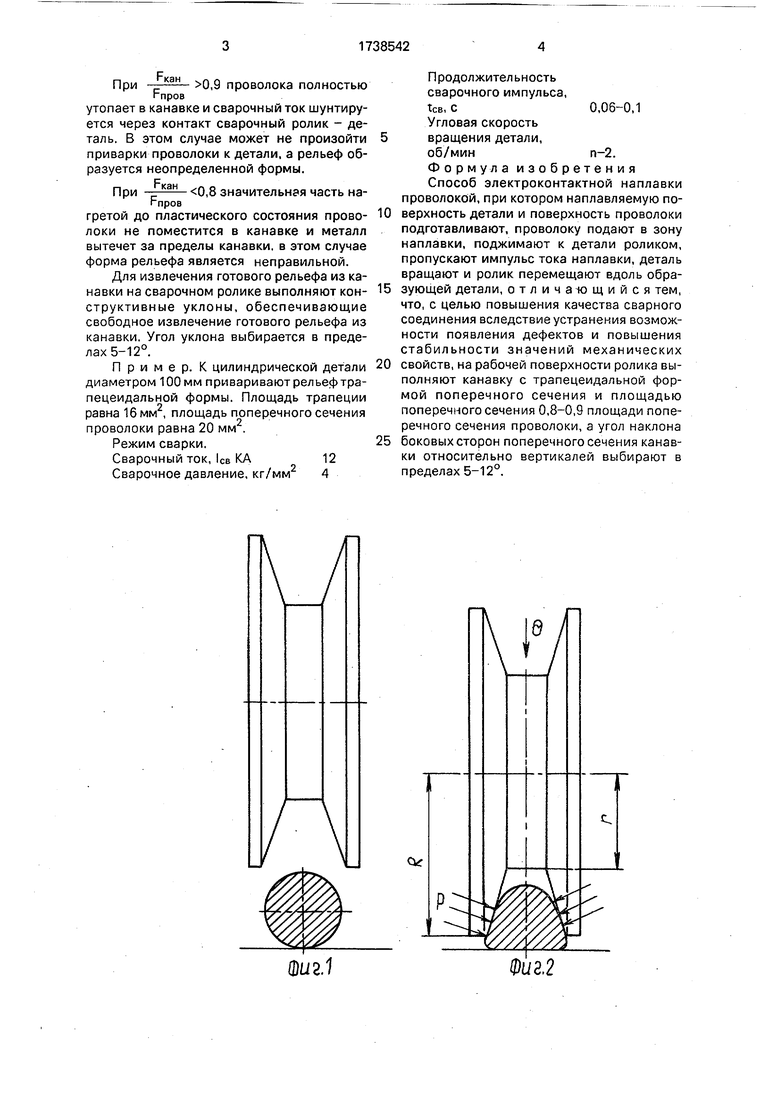
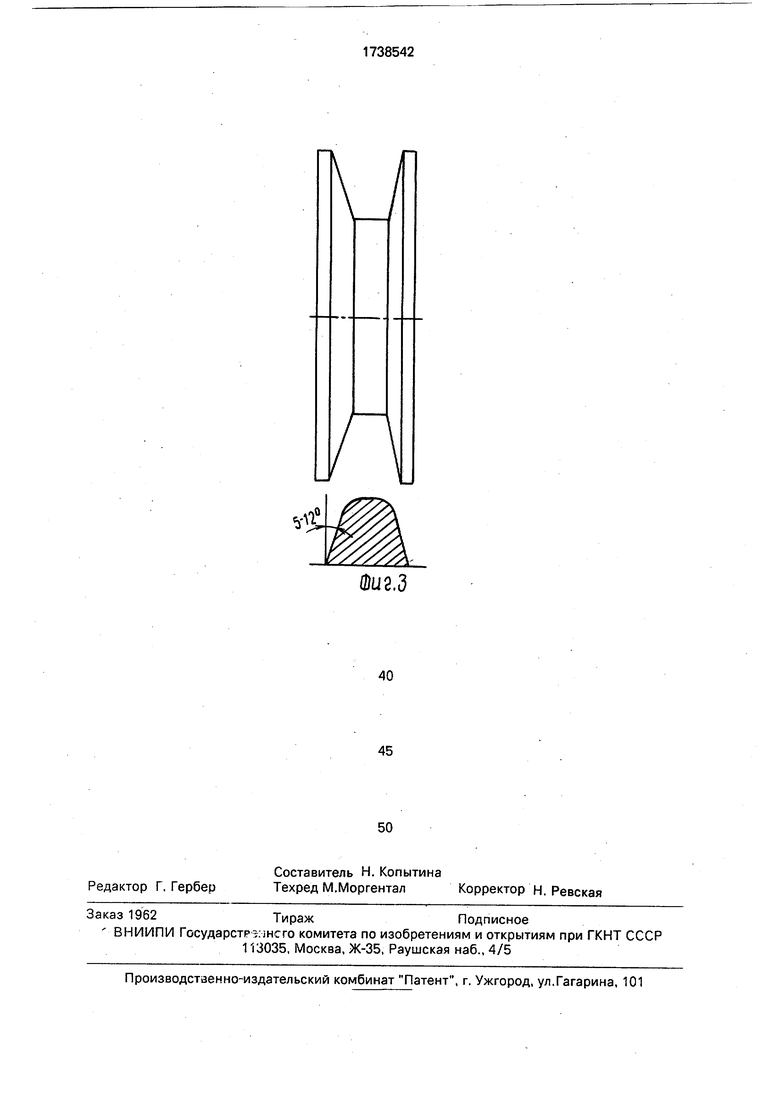
На фиг. 1 изображен сварочный ролик для осуществления предлагаемого способа; на фиг. 2 - схема осуществления способа; на фиг. 3 - готовое изделие.
„ Способ реализуется с помощью наплавочного ролика. Вращающийся сварочный ролик, включенный во вторичную цепь сварочного трансформатора, с заданным усилием прижимает присадочную проволоку к поверхности детали. Под действием проходящего сварочного тока проволока нагревается до пластического состояния и формируется боковыми гранями канавки, выполненной на сварочном ролике. Боковые грани в этом случае играют роль своеобразных реборд, препятствующих вытеканию нагретого до пластического состояния металла из подэлектродной области, т. е. за пределы канавки. Проволока, формируясь стенками канавки, заполняет ее и одновременно приваривается к детали. Отношение между площадью поперечного сечения проволоки выбрано в пределах
Гкан
пров
0,8-0,9.
VI
CJ 00 СЛ Јь Ю
При
кан
Рпров
0,9 проволока полностью
утопает в канавке и сварочный ток шунтируется через контакт сварочный ролик - деталь. В этом случае может не произойти приварки проволоки к детали, а рельеф образуется неопределенной формы.
При кан 0,8 значительная часть наF пров
гретой до пластического состояния проволоки не поместится в канавке и металл вытечет за пределы канавки, в этом случае форма рельефа является неправильной.
Для извлечения готового рельефа из канавки на сварочном ролике выполняют конструктивные уклоны, обеспечивающие свободное извлечение готового рельефа из канавки. Угол уклона выбирается в пределах 5-12°.
П р и м е р. К цилиндрической детали диаметром 100мм приваривают рельеф трапецеидальной формы. Площадь трапеции равна 16мм2, площадь поперечного сечения проволоки равна 20 мм .
Режим сварки.
Сварочный ток, Ice KA12
Сварочное давление, кг/мм 4
Шиг.1
П родол жител ь н ость
сварочного импульса,
tee, с0,06-0,1
Угловая скорость вращения детали,
об/минп-2.
Формула изобретения
Способ электроконтактной наплавки проволокой, при котором наплавляемую по- верхность детали и поверхность проволоки подготавливают, проволоку подают в зону наплавки, поджимают к детали роликом, пропускают импульс тока наплавки, деталь вращают и ролик перемещают вдоль обра- зующей детали, отличающийся тем, что, с целью повышения качества сварного соединения вследствие устранения возможности появления дефектов и повышения стабильности значений механических свойств, на рабочей поверхности ролика выполняют канавку с трапецеидальной формой поперечного сечения и площадью поперечного сечения 0,8-0,9 площади поперечного сечения проволоки, а угол наклона боковых сторон поперечного сечения канавки относительно вертикалей выбирают в пределах 5-12°.
Фиа.2
0U2.3
| Клименко Ю | |||
| В | |||
| Электроконтактная наплавка, / Под ред | |||
| Э | |||
| С | |||
| Каракозова | |||
| - М.: Металлургия, 1978, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
