Изобретение относится к сварочной технике, в частности к способам контактной точечной сварки, и может найти применение для получения неразъемных соединений из металлов и сплавов.
Цель изобретения - расширение технологических возможностей способа сварки.
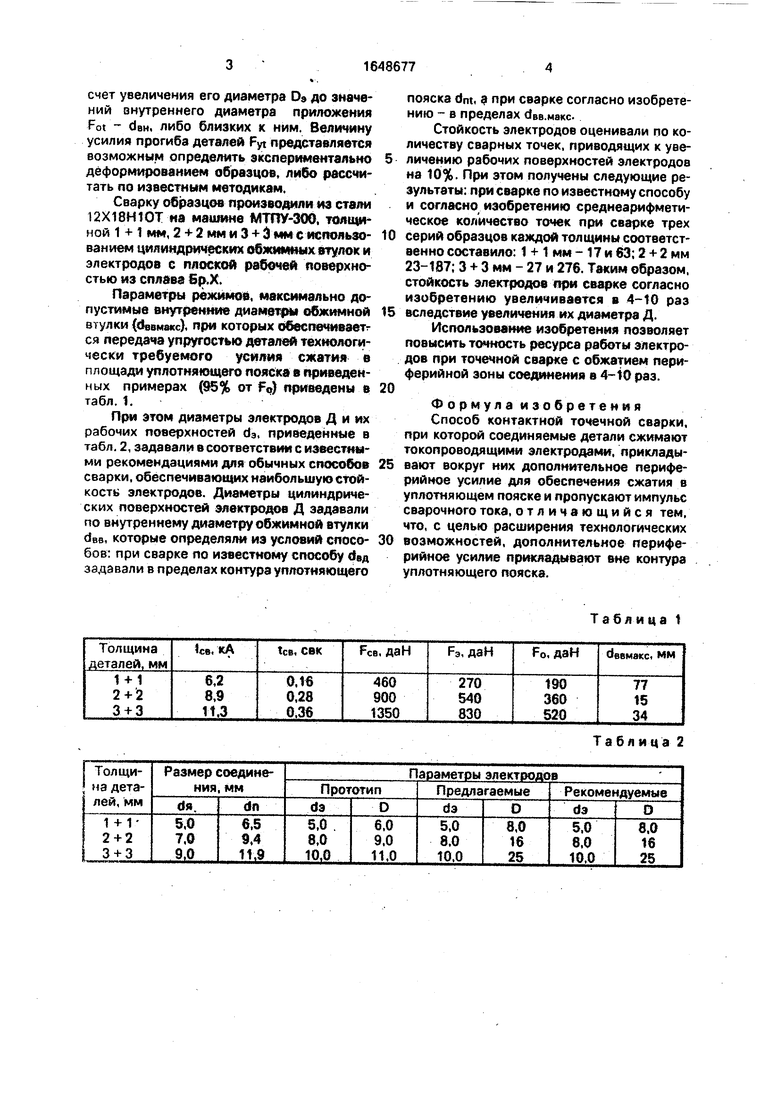
На чертеже показана схема равновесия силовой системы электрод - детали - электрод.
То коп ро водящие электроды 1 с диаметром Оэ и обжимные втулки 2 с внутренним диаметром dee и наружным диаметром е)Вн сжимают свариваемые дета ли 3, соответственно, усилиями F3t и Fot. В плоскости сварочного контакта эти усилия уравновешиваются, если пренебречь электродинамическими силами взаимного отталкивания свариваемых деталей 3, вследствие растекания в них тока, силой, развиваемой давлением расплавленного металла в ядре, диаметром dat по его площади РЯ1 усилием в
площади уплотняющего пояска Fnt, и усилием в площади кольцевого контакта Рщ, расположенного вне контура уплотняющего пояска Lit. Вследствие того, что при сварке металл вытесняется в направлении контакта деталь-деталь с образованием рельефа вне контура уплотняющего пояска Lit высотой Rpt, представляется возможным передавать часть усилия обжатия Fyt в зону сварки (в контур L,t) за счет силового сопротивления деталей их прогибу соц до соприкосновения. Таким образом, в зону сварки может быть передана часть усилия обжатия F0t, прилагаемого между контурами L2 и , за вычетом его части, уравновешиваемой в кольцевом контуре FKt и упругим сопротивлением деталей РД1 при их сближении до соприкосновения, но не больше усилия Pyt сопротивления деталей их суммарному прогибу между контурами LU и L2 на величину высоты уплотняющего пояска Rpt. Это позволяет увеличить стойкость электродов за
Os 00 О VJ VJ
счет увеличения его диаметра D9 до значений внутреннего диаметра приложения Fot - dBH, либо близких к ним. Величину усилия прогиба деталей Fyt представляется возможным определить экспериментально деформированием образцов, либо рассчитать по известным методикам.
Сварку образцов производили из стали 12Х18Н10Т на машине МТПУ-300, толщиной 1 + 1 мм, 2 + 2 мм и 3 + 3 мм с испояьзо- ванием цилиндрических обжимных втулок и электродов с плоской рабочей поверхностью из сплава Бр.Х.
Параметры режимов, максимально допустимые внутренние диаметры обжимной втулки (бввмакс), при которых обеспечивается передача упругостью деталей технологически требуемого усилия сжатия в площади уплотняющего пояска в приведен- ных примерах (95% от F0) приведены в табл.1.
При этом диаметры электродов Д и их рабочих поверхностей d3, приведенные в табл. 2, задавали в соответствии с известными рекомендациями для обычных способов сварки, обеспечивающих наибольшую стойкость электродов. Диаметры цилиндрических поверхностей электродов Д задавали по внутреннему диаметру обжимной втулки dee, которые определяли из условий спосо- бов: при сварке по известному способу бед задавали в пределах контура уплотняющего
пояска dm. а при сварке согласно изобретению - в пределах dee.макс.
Стойкость электродов оценивали по количеству сварных точек, приводящих к увеличению рабочих поверхностей электродов на 10%. При этом получены следующие результаты: при сварке по известному способу и согласно изобретению среднеарифметическое количество точек при сварке трех серий образцов каждой толщины соответственно составило: 1 + 1 мм - 17 и 63; 2 + 2 мм 23-187; 3 + 3 мм - 27 и 276. Таким образом, стойкость электродов при сварке согласно изобретению увеличивается в 4-10 раз вследствие увеличения их диаметра Д.
Использование изобретения позволяет повысить точность ресурса работы электродов при точечной сварке с обжатием периферийной зоны соединения в 4-10 раз.
Формула изобретения Способ контактной точечной сварки, при которой соединяемые детали сжимают токопроводящими электродами, прикладывают вокруг них дополнительное периферийное усилие для обеспечения сжатия в уплотняющем пояске и пропускают импульс сварочного тока, отличающийся тем, что, с целью расширения технологических возможностей, дополнительное периферийное усилие прикладывают вне контура уплотняющего пояска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной точечной сварки | 1990 |
|
SU1738548A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| Способ контактной точечной сварки | 1991 |
|
SU1808574A1 |
| Способ контактной точечной сварки | 1982 |
|
SU1031685A1 |
| Способ контактной точечной сварки | 1988 |
|
SU1669666A1 |
| Способ контактной точечной сварки и электрод для его осуществления | 1989 |
|
SU1609577A2 |
| Способ контактной точечной сварки деталей неравных толщин | 1989 |
|
SU1682083A1 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829371A1 |
| Способ контактной точечной сварки | 1979 |
|
SU841859A1 |

Изобретение относится к сварочной технике, в частности к способам контактной точечной сварки, и может быть использовано для получения неразъемных соединений из металлов и сплавов. Цель изобретения - расширение технологических возможностей. Дополнительное периферийное усилие обжатия прикладывают вне контура уплотняющего пояска. При сварке металл вытесняется в контакте деталь-деталь с образованием рельефа вне контура уплотняющего пояска. Это дает возможность передать часть периферийного усилия обжатия в зону сварки за счет силового сопро- тивления деталей их прогибу до соприкосновения. Стойкость электродов увеличивается за счет увеличения его диаметра. 1 ил., 2 табл.
Таблица 1
Таблица 2
| Способ контактной точечной сварки | 1982 |
|
SU1018825A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
