Изобретение относится к производству сварочных материалов - плавящихся электродов, порошковых проволок.
Известен способ изготовления порошковой проволоки, согласно которому внутреннюю поверхность стальной оболочки покрывают металлом, входящим в состав шихты.
Недостатки способа - неплотное заполнение шихтой проволоки, снижающее коэффициент заполнения; сложность равномерного перемешивания шихты, в состав которой входит углерод в виде сажи; снижение качества наплавленного металла иг-за неоднородности шихты (плохое смешивание шихты с сажей).
Известен способ изготовления порошковой проволоки, при котором металлическую ленту профилируют в желоб, заполняют его приготовленной порошкообразной шихтой, завальцовывают желоб в заготовку в формирующей фильере с последующим многократным волочением и полученную
порошковую проволоку подвергают тепловой обработке.
Недостатки прототипа - реализация, этого способа не позволяет достичь надехс- ного уплотнения шихты в случаях, когда в шихте находятся плохо смешиваемые материалы (например, сажа); неравномерное поступление легирующих, раскисляющих флюсующих элементов порошковой проволоки в сварочную ванну в процессе плавления проволоки из-за плохого смешивания компонентов с сажей; в связи с неравномерным смешиванием шихты снижается качество наплавленного металла.
Целью изобретения является повышение качества наплавленного металла при наплавке и сварке порошковыми проволоками, содержащими сажу (как раскислите ль).
Поставленная цель достигается тем, что металлическую ленту в виде желоба перед заполнением ее шихтой предварительно обрабатывают восстановительным пламенем
х
О
О
с о о
газовой горелки с одновременным введением в пламя газовой горелки органического вещества в твердом виде.
Сущность изобретения заключается в следующем.
При обработке металлической ленты восстановительным пламенем газовой горелки с добавкой органического вещества на ленте осаждается сажа в виде тонкого слоя. Таким образом, исключается операция введения сажи в шихту и перемешивание сажи с шихтой, Введение сажи в порошковую проволоку в виде тонкого слоя на металлической ленте позволяет получить однородность свойства шихты порошковой проволоки. Это в свою очередь позволяет надежно раскислять наплавленный металл, повышая его качество.
Использование газовой горелки позволяет повысить качество наплавленного металла за счет повышения однородности свойств шихты порошковой проволоки.
Способ осуществляется следующим образом.
Металлическую ленту после профилирования ее в виде желоба обрабатывают (внутреннюю часть желоба) восстановительным пламенем газовой горелки с добавлением органического вещества в твердом виде. В восстановительном пламени газ, вой горелки и в органике имеется избыл - ное количество свободного углерода, который осаждается на внутренних стенк зх желоба в виде тонкого слоя сажи. Использование сажи в виде раскислителя (причс перемешивать сажу с шихтой не требуется) позволяет повысить качество наплавлен го металла особенно при сварке и наплавке пропанокислородным пламенем, так как при этом виде сварки наблюдается выгорание углерода из сварочной ванны. Поэтому его компенсация происходит путем введения в сварочную порошковую проволоку сажи. Сажа в порошковой проволоке служит раскислителем. В связи с тем, что наплавка или сварка ведется на пропанокислородной смеси окислительным пламенем, сажа окисляется избытком кислорода, способствуя повышению температуры сварочной ванны. Сажа, раскисляя металл, образует окись углерода, которая поднимается на поверхность сварочной ьанкы, увлекает за собой окислы, а это снижает количество неметаллических включений в наплавленном металле, повышая его качество. Сажа восполняет потерю углерода, повышает твердость наплавленного слоя.
Пример. Изготавливают порошковую
проволоку следующего состава, мас.%: Ферромарганец14
Ферротитан9
Плавиковый шпат21
Алюминиевый порошок5,4
Криалит45
Кадмий борфтористый4,0
СажаОстальное
а также порошковую проволоку по извест ному способу.
Для изготовления проволоки применяют стальную ленту 0,8 кп размером 0,9 х 16. Металлическую ленту после профилирования ее в виде желоба обрабатывают(вн- т- реннюю часть желоба) восстановительным пламенем газовой горелки с номером накс нечника 2 и диаметром канала сопла 1 3 мм при расходе ацетилена 230-250 м3/ч и с добавкой в пламя горелки винипластового прутка 0 3 мм.
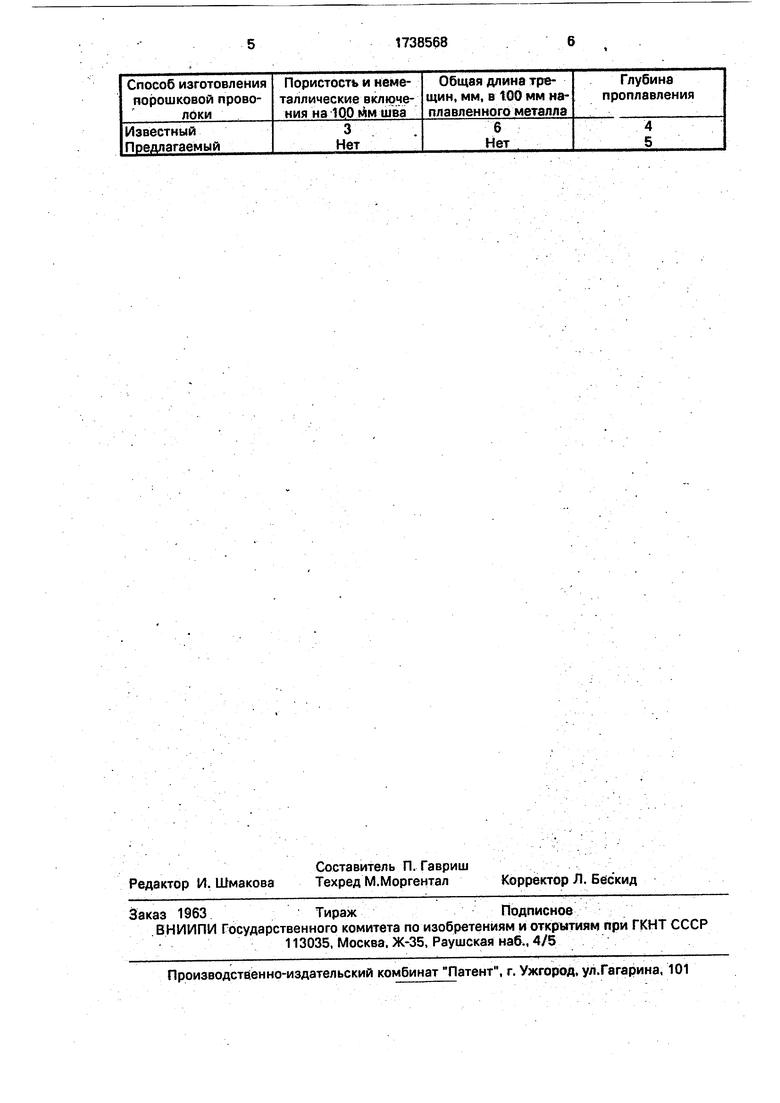
Выполняют сварку пластин толщине мм из стали 20 горелкой ГЗУ2С с использованием пропанокислородной смеси. логические показатели известного предлагаемого способов изготовления . , рошковой проволоки даны R таблице.
Как следует из приведенных данных, предлагаемый способ в сравнении с прототипом обеспечивает повышение качес. наплавленного металла при наплавке с ис пользованием поопанокислородного п.м- мени.
Формула изобретения Способ изготовления порошковой проволоки, при котором металлическую ленту вальцуют в желоб и заполняют порошкообразной шихтой, отличающийся тем, что, с целью повышения качества наплав- ленного металла за счет обеспечения однородности свойств порошковой проволоки, содержащей в составе шихты углерод в виде сажи, внутреннюю поверхность желоба перед заполнением шихтой обрабатывают восстановительным пламенем газовой горелки с одновременным введением г, пламя органического вещества в твердом виде.
| название | год | авторы | номер документа |
|---|---|---|---|
| Порошковая проволока | 1986 |
|
SU1416290A1 |
| Способ восстановления рельсов с дефектами на поверхности катания автоматической электродуговой наплавкой | 2016 |
|
RU2654253C2 |
| Порошковая проволока | 1976 |
|
SU586973A1 |
| Порошковая проволока | 2021 |
|
RU2757635C1 |
| Порошковая проволока | 2024 |
|
RU2825974C1 |
| Порошковая проволока | 1983 |
|
SU1123814A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ СПЛАВА НА ОСНОВЕ АЛЮМИНИДА НИКЕЛЯ NiAl | 2004 |
|
RU2274536C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2021 |
|
RU2762690C1 |
| Порошковая проволока для сварки среднелегированных высокопрочных сталей | 2023 |
|
RU2820636C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518211C1 |
Использование: при изготовлении проволоки, шихта которой включает сажу. Сущность изобретения: из металлической ленты формируют желоб. Обрабатывают восстановительным пламенем газовой горелки. В плэмя вводят органическое вещество в твердом виде. На внутренней поверхности ленты осаждается углерод в виде сажи. Производят заполнение желоба шихтой. Способ обеспечивает однородность свойств порошковой проволоки и повышение ее качества. 1 табл.
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Походня U.K | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Соломорезка | 1918 |
|
SU157A1 |
