(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок цилиндров двигателя внутреннего сгорания | 1988 |
|
SU1629583A1 |
| Блок цилиндров двигателя внутреннего сгорания | 1987 |
|
SU1483071A1 |
| СПОСОБ РЕМОНТА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2180281C1 |
| СПОСОБ РЕМОНТА АГРЕГАТОВ И УЗЛОВ МАШИНЫ | 2008 |
|
RU2380246C1 |
| Способ восстановления радиальных зазоров в концевых и диафрагменных уплотнениях паровой турбины | 1989 |
|
SU1724901A1 |
| Способ обработки гильзы цилиндра | 1991 |
|
SU1807926A3 |
| Блок цилиндров двигателя внутреннего сгорания | 1982 |
|
SU1113581A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2319591C2 |
| СПОСОБ КАЛИБРОВКИ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ С ЧЕРЕДУЮЩИМСЯ НАПРАВЛЕНИЕМ НАКЛОНОВ В ВАЛКАХ КЛЕТИ ДУО ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2018 |
|
RU2684126C1 |
| СПОСОБ МОНТАЖА И ДЕМОНТАЖА КЛАПАНОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2393079C2 |
Использование: восстановление транспортных средств. После снятия головки блока двигателя производят раздачу гильз в двух взаимно перпендикулярных плоскостях. Одна из плоскостей совпадает с плоскостью качания шатуна. Измеряют величину зазоров между цилиндрическими поверхностями опорных буртов гильз и расточек блока в плоскости качания шатуна. В зависимости от величин этих зазоров и овальности гильз определяют толщину компенсаторов, выполненных в виде дугообразных пластин. Пластины устанавливают в зазоры между поверхностями опорных буртов и расточек блока симметрично относительно плоскостей качания шатуна. 2 ил.
Изобретение относится к машиностроению и может быть использовано преимущественно при ремонте двигателей внутреннего сгорания с пользованным блоком цилиндров.
Одной из основных причин снятия двигателя с эксплуатации является износ гильз цилиндров. Наиболее интенсивно изнашиваются гильзы в плоскостях качания шатунов, т. е. происходит овализация гильз. Наибольший износ по образующим цилиндров находится в верхней части гильз в месте остановки компресионного кольца. С ростом овальности в гильзах увеличиваются механические потери и расходы горючесмазочных материалов. Особый интерес представляют поиски путей компенсации овальности зеркал гильз без снятия двигателя с автомобиля.
Известен способ увеличения долговечности гильз, заключающийся в снятии головки блока и развороте изношенной гильзы
на 90° по отношению к первоначальному положению (Билик Ш.М., Микрогеометрия деталей машин. М.: Машиностроение, 1973, с. 319).
Способ позволяет увеличить долговечность гильз в предельных случаях в два раза. Однако по известному способу не представляется возможным уменьшить неплотности в цилиндрах после разворота гильз, при этом овальности в них в первоначальный период эксплуатации двигателя после ремонта сохраняются.
Наиболее близким к заявляемому является способ ремонта двигателей внутреннего сгорания (авт. св. СССР №4601590/25-06, кл. F 02 F 1/00), заключающийся в снятии головки блока и установке в зазоры между цилиндрическими поверхностями опорных буртов гильз и расточек блока компенсаторов в виде дугообразных пластин, которые
XI
СО 00
ел
00
о
располагают диаметрально-противоположно и симметрично относительно плоскостей качания шатуна, при этом толщину пластин определяют в зависимости от овальности гильзы и средней величины зазора между цилиндрическими поверхностями опорного бурта гильзы и расточки блока, при этом пластины имеют одинаковую толщину.
Выбранные и установленные по известному способу компенсаторы позволяют снижать эксплуатационную овальность в гильзах непосредственно после их установки. Однако по известному способу не достигается полной компенсации овальности в гильзах по следующим причинам: во-первых, в незатянутом блоке цилиндров (при снятых головках блока), ввиду имеющих место различных силах трения в местах посадочных поясов гильз и блока и сравнительно небольшой радиальной жесткости гильз, последние находятся в упруго-напряженном состоянии, что приводит к погрешности измерения и компенсации овсльности в гильзах, образовавшейся в результате износа; во-вторых, в приработанном двигателе гильзы занимают положение в блоке, отличное от положения, соответствующего первоначальному состоянию (после сборки), что обусловливает различие зазоров между цилиндрическими поверхностями опорных буртов гильз и расточками блока. По известному способу компенсаторы овальности имеют одинаковую толщину, что приводит в результате ремонта к смещению гильз в блоке относительно-их положения в приработанном двигателе.
Следовательно, недостатком известного способа является недостаточная точность компенсации овальности гильз.
Цель изобретения - повышение качества ремонта путем увеличения точности компенсации овальности гильз.
Указанная цель достигается тем, что по известному способу, заключающемуся в снятии головки блока и установке в зазоры между цилиндрическими поверхностями опорных буртов гильз и расточек блока ком- пенсаторов в вида дугообразных пластин, которые располагают диаметрально противоположно и симметрично относительно плоскостей качания шатуна, при этом толщину пластин определяют в зависимости от величины овальности и зазора между цилиндрическими поверхностями опорного бурта гильзы и расточек блока, после снятия головки блока осуществляют раздачу гильз в двух взаимно перпендикулярных плоскостях, одна из которых совпадает с плоскостью качания шатуна, на величину зазора между цилиндрическими
поверхностями опорных буртов гильз и расточек блока, измерение величин зазоров производят в плоскости качания шатуна для каждого из компенсаторов отдельно, одно- временно с измерением величины овальности гильз, а толщину пластин определяют из следующих соотношений:
ai bi + 0,5 (Di - D2),
+ 0,5(01-D2),
о
где ai и 32 - толщины пластин соответственно первого и второго компенсаторов гильз; bi и Ьа -величина зазоров между цилиндрическими поверхностями опорного бурта гильзы и расточки блока для первого и второго компенсаторов гильзы;
DI и D2 - внутренние диаметры гильзы, измеренные соответственно в плоскости качания шатуна и перпендикулярной ей плоскости.
Выполнение ремонта по предлагаемому способу позволяет учитывать сложившееся расположение гильз в блоке цилиндров
в приработанном двигателе благодаря измерению зазоров между цилиндрическими поверхностями буртов гильз и расточками блока в местах расположения компенсаторов, а также повысить точность определения овальности гильз, образовавшейся в результате износа, благодаря раздаче гильз в двух взаимно перпендикулярных плоскостях для снятия упруго-напряженного состояния гильз.
Это обеспечивает повышение точности компенсации овальности гильз, при этом достигается снижение расхода эксплуатационных материалов и повышение долговечности цилиндро-поршневой группы
ДВС,
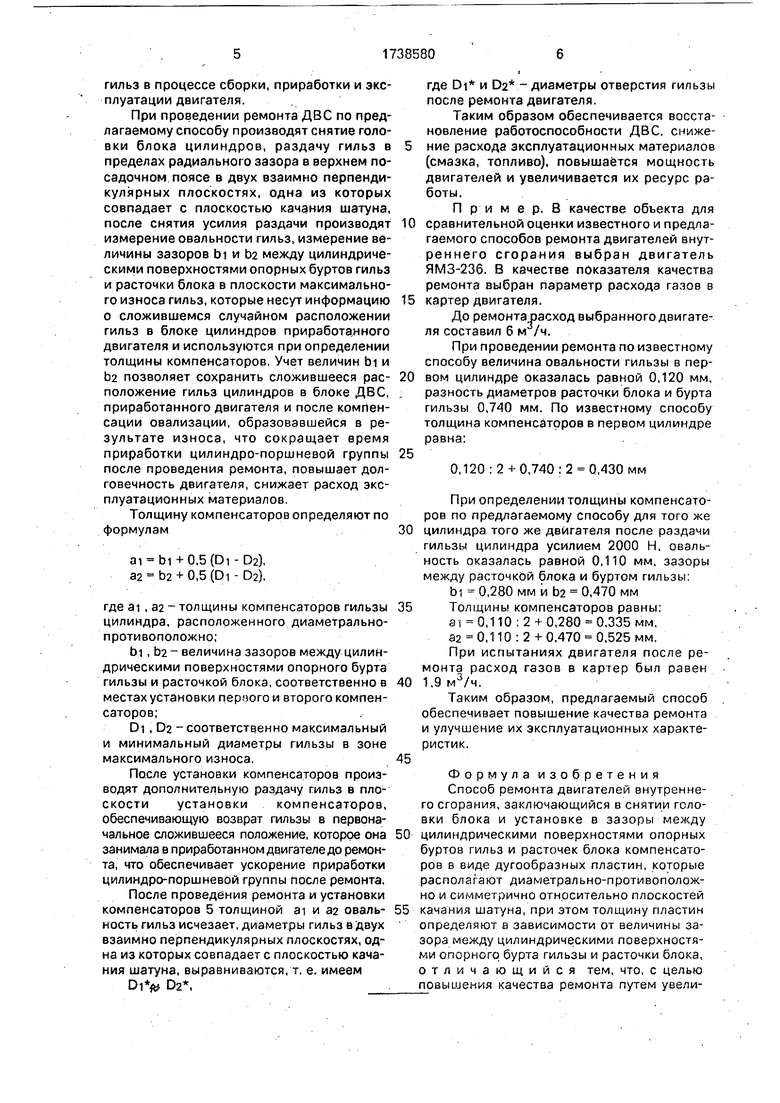
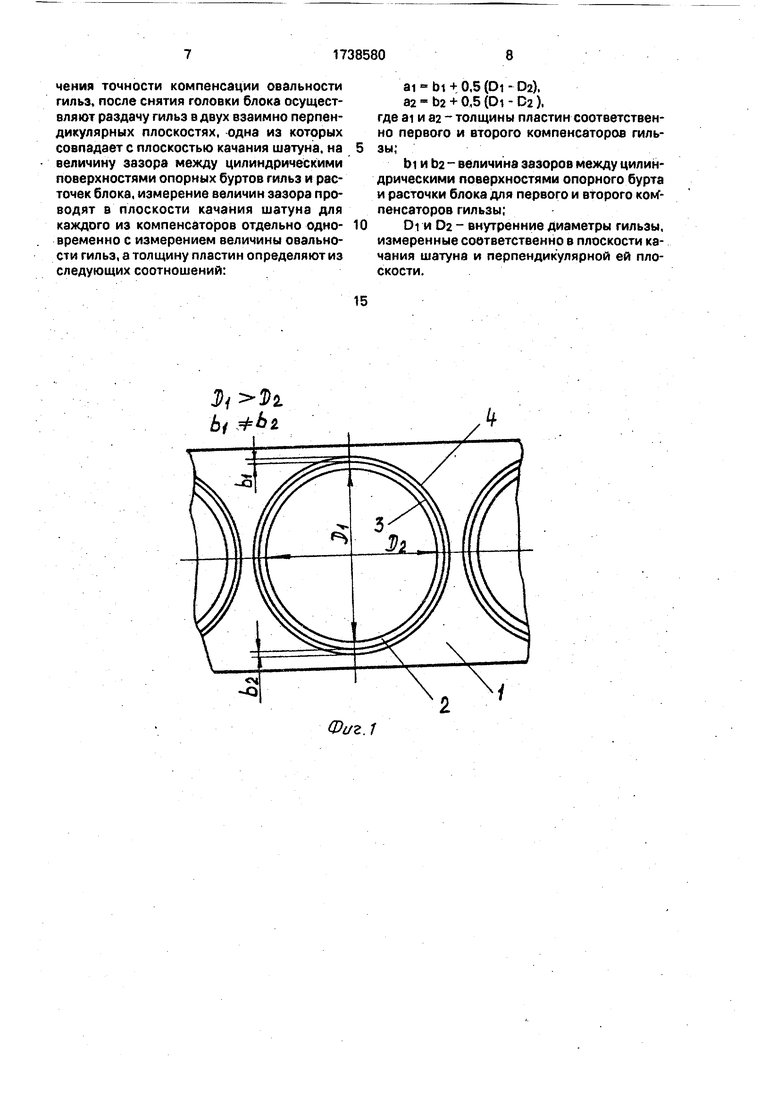
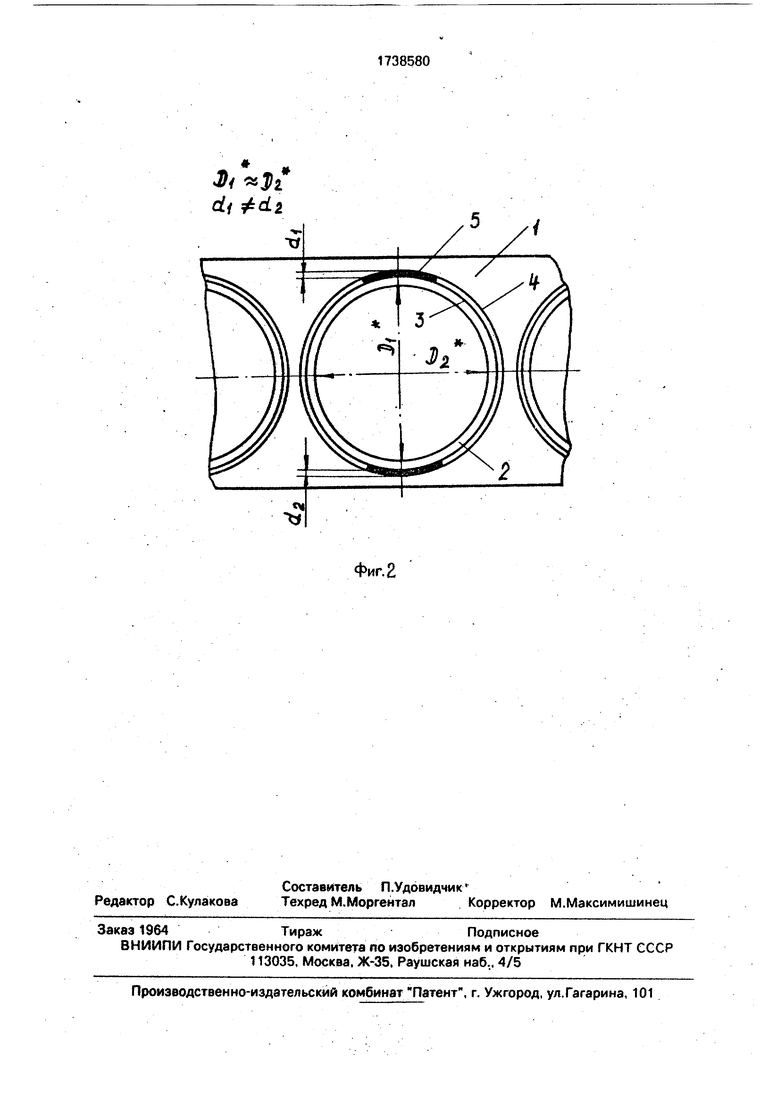
На фиг. 1 показан вид на блок цилиндров со стороны присадочной плоскости, со снятой головкой блока до проведения ремонта; на фиг. 2 - вид на блок цилиндров со
стороны привалочной плоскости со снятой головкой блока после проведения ремонта. В блоке цилиндров 1 (фиг. 1 и 2) установлены гильзы 2 цилиндров. Внутренние цилиндрические поверхности гильз 2 в
процессе эксплуатации двигателя изнашиваются с образованием овальности, при этом большая ось овала расположена в плоскости качания шатунов, т. е. Di D2. Между цилиндрическими поверхностями 3 опорных буртов гильз 2 и цилиндрическими поверхностями 4 расточек блока цилиндров 1 имеются зазоры bi и Ьа, в которые устанавливаются компенсаторы 5, при этом, как правило, зазоры имеют различные величи- ны, т. е. bi Ґ 02 и зависит от самоустановки
гильз в процессе сборки, приработки и эксплуатации двигателя.
При проведении ремонта ДВС по предлагаемому способу производят снятие головки блока цилиндров, раздачу гильз в пределах радиального зазора в верхнем посадочном поясе в двух взаимно перпендикулярных плоскостях, одна из которых совпадает с плоскостью качания шатуна, после снятия усилия раздачи производят измерение овальности гильз, измерение величины зазоров bi и D2 между цилиндрическими поверхностями опорных буртов гильз и расточки блока в плоскости максимального износа гильз, которые несут информацию о сложившемся случайном расположении гильз в блоке цилиндров приработанного двигателя и используются при определении толщины компенсаторов, Учет величин bi и Ь2 позволяет сохранить сложившееся расположение гильз цилиндров в блоке ДВС, приработанного двигателя и после компенсации овализации, образовавшейся в результате износа, что сокращает время приработки цилиндро-поршневой группы после проведения ремонта, повышает долговечность двигателя, снижает расход эксплуатационных материалов.
Толщину компенсаторов определяют по формулам
ai bi +0,5(Di - 02),
32 D2 + 0,5(D1 - D2),
где ai, 32 - толщины компенсаторов гильзы цилиндрэ, расположенного диаметрально- противоположно;
bi, 02 - величина зазоров между цилиндрическими поверхностями опорного бурта гильзы и расточкой блока, соответственно в местах установки первого и второго компенсаторов;
Di, D2 - соответственно максимальный и минимальный диаметры гильзы в зоне максимального износа.
После установки компенсаторов производят дополнительную раздачу гильз в плоскости установки компенсаторов, обеспечивающую возврат гильзы в первоначальное сложившееся положение, которое она занимала в приработанном двигателе до ремонта, что обеспечивает ускорение приработки цилиндро-поршневой группы после ремонта.
После проведения ремонта и установки компенсаторов 5 толщиной ai и az овальность гильз исчезает, диаметры гильз в двух взаимно перпендикулярных плоскостях, одна из которых совпадает с плоскостью качания шатуна, выравниваются, т, е. имеем
DiV Da,
где DI и D2 -диаметры отверстия гильзы после ремонта двигателя.
Таким образом обеспечивается восстановление работоспособности ДВС, сниже- 5 ние расхода эксплуатационных материалов (смазка, топливо), повышается мощность двигателей и увеличивается их ресурс работы.
П р и м е р. В качестве объекта для 10 сравнительной оценки известного и предлагаемого способов ремонта двигателей внут- реннего сгорания выбран двигатель ЯМЗ-236. В качестве показателя качества ремонта выбран параметр расхода газов в 5 картер двигателя.
До ремонта расход выбранного двигателя составил 6 м /ч.
При проведении ремонта по известному способу величина овальности гильзы в пер- 0 вом цилиндре оказалась равной 0,120 мм, разность диаметров расточки блока и бурта гильзы 0,740 мм. По известному способу толщина компенсаторов в первом цилиндре равна: 5
0,120 : 2 + 0,740 ; 2 0,430 мм
При определении толщины компенсаторов по предлагаемому способу для того же 0 цилиндра того же двигателя после раздачи гильзы цилиндра усилием 2000 Н, овальность оказалась равной 0,110 мм, зазоры между расточкой блока и буртом гильзы.
bi 0,280 мм и D2 0,470 мм 5 Толщины компенсаторов равны;
ai 0,110 : 2 + 0,280 0,335 мм,
32 0,110 : 2 + 0,470 0,525 мм.
При испытаниях двигателя после ремонта расход газов в каргер был равен 0 1.9 м3/ч.
Таким образом, предлагаемый способ обеспечивает повышение качества ремонта и улучшение их эксплуатационных характеристик. 5
Формула изобретения
Способ ремонта двигателей внутреннего сгорания, заключающийся в снятии головки блока и установке в зазоры между 0 цилиндрическими поверхностями опорных буртов гильз и расточек блока компенсаторов в виде дугообразных пластин, которые располагают диаметрально-противоположно и симметрично относительно плоскостей 5 качания шатуна, при этом толщину пластин определяют в зависимости от величины зазора между цилиндрическими поверхностями опорного бурта гильзы и расточки блока, отличающийся тем, что, с целью повышения качества ремонта путем увеличения точности компенсации овальности гильз, после снятия головки блока осуществляют раздачу гильз в двух взаимно перпендикулярных плоскостях, одна из которых совпадает с плоскостью качания шатуна на величину зазора между цилиндрическими поверхностями опорных буртов гильз и расточек блока, измерение величин зазора проводят в плоскости качания шатуна для каждого из компенсаторов отдельно одновременно с измерением величины овальности гильз, а толщину пластин определяют из следующих соотношений:
. bl Ьь
Фаг.1
0
ai bi + 0,5(Di-D2).
аа - 02 + 0,5 (Di - D2),
где ai и 82 - толщины пластин соответственно первого и второго компенсаторов гильЗЫ,
bi и Ь2 - величина зазоров между цилиндрическими поверхностями опорного бурта и расточки блока для первого и второго компенсаторов гильзы;
DI и D2 - внутренние диаметры гильзы измеренные соответственно в плоскости качания шатуна и перпендикулярной ей плоскости.
J/ «
Фиг.2
| Блок цилиндров двигателя внутреннего сгорания | 1988 |
|
SU1629583A1 |
| кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
