, 1
(21)4612584/13 (22)05.12.88 (46)15.07.91. Бюл. Ms 26
(71)Опытно-конструкторское и технологическое бюро расфасовочного и упаковочного оборудования
(72)П.Ф.Куличенков, О.И.Третьяков, И.Л.Шапошников, В.И.Зацепин и А.С.Галь- чевский
(53)621.798.4(088.8)
(56) Авторское свидетельство СССР
№ 1359202, кл. В 65 В 9/06. 1985.
Авторское свидетельство СССР № 1565757, кл. В 65 В 43/04, 1987.
(54) СПОСОБ УПАКОВЫВАНИЯ СЫПУЧЕГО ПРОДУКТА В ПАКЕТЫ ИЗ ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА (57) Изобретение относится к упаковочной технике и может быть использовано в химической, пищевой и других отраслях промышленности. Цель изобретения - повышение качества упаковывания. Для этого патрубок 6 и днище пакета 5 прижимают к подведенной под днище опоре 7 и удерживают в этом состоянии в процессе подачи продукта в патрубок 6. При наполнении продуктом пакета 5, осуществляемом путем выведения патрубка 6 из пакета 5, патрубку 6 сообщают осевые колебания. Опора 7 может иметь подложку из мягкого материала. 1 з.п.ф-лы, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления пакета из рукавного термопластичного материала с боковыми складками,имеющего плоское дно прямоугольной формы,и заполнения его продуктом | 1985 |
|
SU1359202A1 |
| Устройство для упаковывания продуктов | 1988 |
|
SU1729917A1 |
| Способ упаковывания пылящих продуктов в пакеты из термопластичного пленочного материала | 1985 |
|
SU1333614A1 |
| Устройство для упаковывания сыпучих продуктов в пакеты из термопластичного материала | 1991 |
|
SU1824351A1 |
| Способ упаковывания упругих волокнистых материалов | 1990 |
|
SU1738694A1 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ СВАРКИ В УПАКОВОЧНОЙ МАШИНЕ | 2017 |
|
RU2743520C2 |
| Устройство для наполнения и запечатывания пакетов из термопластичной пленки порошкообразным продуктом | 1986 |
|
SU1391989A1 |
| Способ упаковывания пылящих продуктов в пакеты | 1989 |
|
SU1640017A1 |
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
SU1697370A1 |
Изобретение относится к упаковочной технике и может быть использовано в химической, пищевой и других отраслях промышленности. Цель изобретения - повышение качества упаковывания. Для этого патрубок 6 и днище пакета 5 прижимают к подведенной под днище опоре 7 и удерживают в этом состоянии в процессе подачи продукта в патрубок 6. При наполнении продуктом пакета 5, осуществляемом путем выведения патрубка 6 из пакета 5, патрубку 6 сообщают осевые колебания. Опора 7 может иметь подложку из мягкого материала. 1 з.п.ф-лы, 1 ил.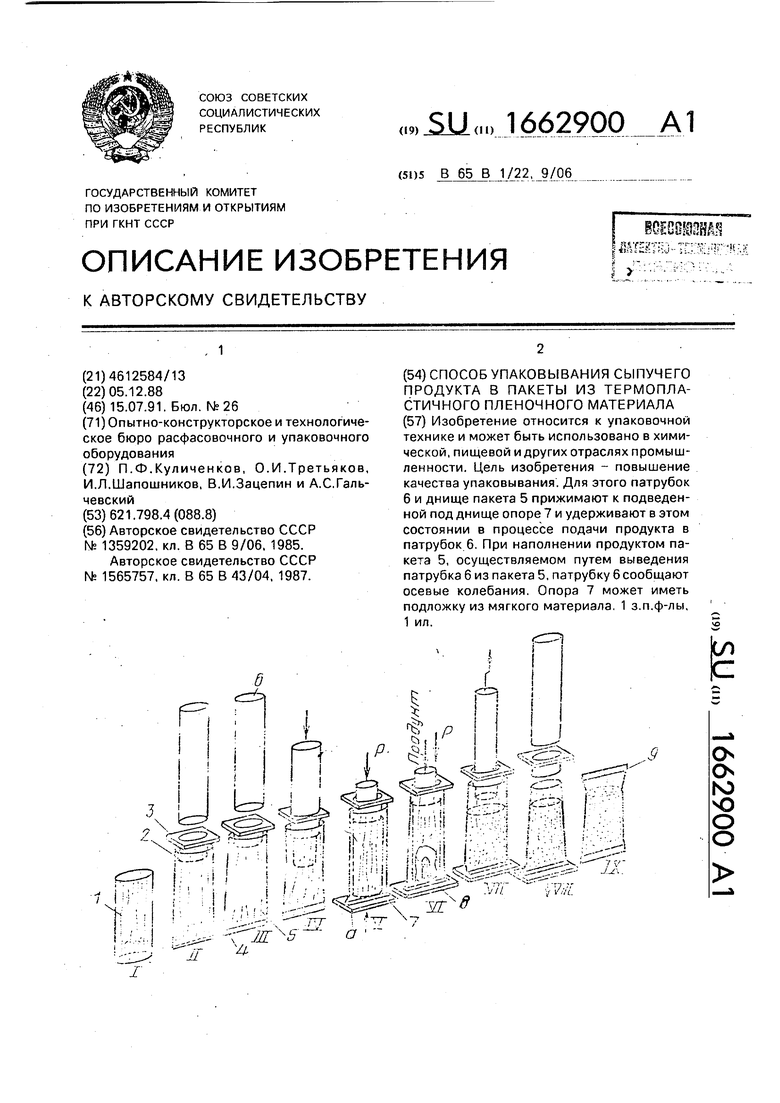
Г
J
А
f.lj tr - Г I
--. ЈIт i I - i -i ;
. : | I , .
- :, .: ,;гм| Ь ... ,-
a
л
О О
ю ю о о
Изобретение относится к упаковочной технике, в частности к способам изготовления пакетов из термопластичного пленочного материала и заполнения их продуктом, преимущественно пылящим, и может быть использовано в пищевой, химической и других отраслях промышленности.
Цель изобретения - повышение качества упаковывания.
На чертеже изображена последовательность выполнения операций способа,
Способ осуществляют следующим образом.
Заготовку 1 из рукавного термопластичного материала одним из ее концов 2, который становится горловиной пакета (поз, ) надевают на полую оправку 3 и фиксируют на последней (поз. II), после чего на свободном конце заготовки 2 образуют поперечный сварной шов 4 (поз. il). Таким образом формируют пакет 5. Далее в пакет 5 через отверстие в оправке 3 вводят патрубок 6 до упора его нижнего торца в сварной шов 4 для образования плоского устойчивого дна а (поз. iV и V), после чего под дно пакета 5 подводятопору, причем после подведения опоры 7 патрубок 6 и дно пакета 5 прижимают к ней и удерживают в этом состоянии в процессе подачи продукта 8 в патрубок 6 (поз. VI). После этого осуществляют наполнение пакета 5 продуктом путем выведения из него патрубка 6, причем в это время патрубку 6 сообщают осевые колебания (поз. VII). Это улучшает пересыпание продукта 8 из патрубка 6 в пакет 5, исключает его зависание и сводообра зование на выходном конце патрубка 6, вследствие чего повышается точность дозирования.
Для подведения под дно пакета 5 может быть использована опора 7, имеющая подложку из мягкого материала, например из пористой резины, благодаря чему торец патрубка 6 внедряется в подложку, что гарантирует максимальное перекрытие выпускного торца патрубка б в процессе наполнения его продуктом 8.
Далее горловину заполненного продуктом 8 пакета 5 снимают с оправки 3 и запечатывают поперечным сварным швом 9 (поз. Х).
П р и м е р. От плоскосложенной рукавной полиэтиленовой пленки толщины 0,1 мм при шири-не рукава 195 мм отрезают заготовку длиной 275 мм, из которой изготавливают пакет путем поперечной сварки одного конца термоконтактным способом при ширине шва 4 мм,
Горловину пакета надевают вручную на полую оправку, имеющую периметр 380 мм
(в поперечном сечении), и фиксируют на последней посредством зажимов.
Далее через полую оправку в полость пакета сверху вниз вводят полый тонкостен- ный патрубок, имеющий периметр 370 мм (в поперечном сечении) до упора его нижнего торца в нижний шов и образования у пакета плоского и устойчивого дна и осуществляют подведение опоры под дно пакета, имею- 0 щей подложку из пористой резины, причем после подведения опоры патрубок и дно пакета плотно прижимают к упомянутой опоре. Затем в патрубок подают пылящий сыпучий продукт, например CMC Лотос, 5 дозой 1730см , после чего патрубок извле- кют из пакета и продукт наполняет последний. При извлечении патрубка из пакета патрубку сообщают колебания в продоль- 0 ном (осевом) направлении с помощью, например, эксцентрикового механизма с частотой колебаний 120 /мин. Далее горловину заполненного таким образом пакета снимают с оправки v, запечатывают сваркой 5 термоконтактным способом с получением - сварного шва шириной 4 мм.
В процессе осуществления способа за счет того, что патрубок и дно пакета после подведения под них опоры прижимают к 0 последней и удерживают в этом состоянии а процессе подачи продукта в патрубок, обеспечивается полное перекрытие выпускного конца патрубка, что снижает возможность просачивания частиц продукта, 5 особенно пылящего, между патрубком и стенками пакета на внутреннюю поверхность горловины последнего, а это исключает брак при последующей сварке. Использование опоры, имеющей подложку 0 из мягкого материала, за счет внедрения торца патрубка с пакетом в подложку гарантирует максимальное перекрытие выходного конца патрубка в процессе наполнения его продуктом.
5Благодаря тому, что патрубку при его
извлечении из пакета сообщают колебания в продольном направлении, улучшается пересыпание продукта, исключается его зависание и сводообразование на выпускном 0 конце патрубка, что повышает точность до- зирования. Таким образом, такая совокупность операций и их последовательность позволяет повысить качество упаковывания. 5 Формул а изобретения
введением пакет через оправку патрубка до упора в сварной шов для образования плоского устойчивого дна, подведение под дно пакета опоры, подачу продукта в патрубок и наполнение пакета продуктом путем выведения из него патрубка, о т л и ч a tout и и с я тем, что, с целью повышения качества упаковывания, после подведения опоры патрубок и дно пакета прижимают к
ней и удерживают в этом состоянии в процессе подачи продукта в патрубок, а при выведении патрубка из пакета ему сообща- ют осевые колебания.