Изобретение относится к способам формования изделий из пластиков горячего отверждения и может быть использовано в химической промышленности, машиностроении и других областях техники.
Известен способ прессования изделий из пластиков горячего отверждения, включающий укладку материала sai отовки на оправку, установку герметичной мембраны, разделяющей заготовку с источником давления - инертным газом, нагрев заготовки до температуры полимеризации материала заготовки с отсоединенным источником давления, создание давления прессования за счет температурного расширения газа, отверждение заготовки при нагревании и охлаждение.
Недостатками указанного способа является то, что в процессе формования происходит объемная усадка заготовки, которая приводит к увеличению газового объема в камере формования, и, следовательно, происходит падение давления формования, что
ухудшает качество изготавливаемого изделия.
Наиболее близким к описываемому способу по технической сущности и достигаемому результату является способ формования изделий из пластиков горячего отверждения методом автоклавного формования, включающий укладку материала заготовки на жесткую форму, установку диафрагмы, разделяющий заготовку с источником давления формования - инертным газом, помещение заготовки в камеру формования, создание давления формования с последующим нагревом до температуры отверждения заготовки, отверждение заготовки при нагревании и охлаждение заготовки.
Изделия, изготовленные этим способом имеют высокое качество формуемой поверхности и низкую пористость за счет обеспечения постоянной величины давления формования при нагреве заготовки. Однако, при нагреве заготовки в камере формования для обеспечения постоянной величины давления формования необходиСО
С
vj N
О 00
|
мо сбрасывать часть избыточного давления, вызванного тепловым расширением газа путем сброса нагретого газа в окружающую среду, что приводит к повышенному расходу инертного газа - азота и усложнению способа.
Целью изобретения является повышение технологичности способа и уменьшение расхода инертного газа.
Поставленная цель достигается тем, что заготовку помещают в камеру формования, объем которой определяют из уравнения:
VK
Уд + Уосн
Кз
где VK - обьем камеры формования, м , Уд - первоначальный объем заготовки, м3, VQCH - объем оснастки, устанавливаемый с заготовкой в камеру формования, м3, К3 - коэффициент загрузки объема камеры формования, величину которого определяют из неравенства
75)слинейными размерами: внутреннийди- аметр 2000 мм, наружный диаметр 2200 мм, длина 1500 мм, производят послойную намотку ленты из углеткани марки УТЛ, пропитанной связующим марки ФН, на жесткую оправку, диаметр которой равен 2000 мм и длина 1500 мм, до наружного диаметра заготовки равного 2260 мм, выбранного с учетом объемной усадки заготовки при ее
формовании и того обстоятельства, что коэффициент объемной усадки заготовки (Ку) при формовании для данного примера равен 0,3.
На заготовку устанавливают термостойкую диафрагму, разделяющую ее с источником давления - инертным газом - азотом, выполненную в виде эластичной оболочки из пленки полиамидной неориентированной марки Т (ТУ 6-19-255-84).
Заготовку устанавливают в камеру формования, объем которой определяют из уравнения

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из слоистых пластиков горячего отверждения | 1988 |
|
SU1666322A1 |
| Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа | 2017 |
|
RU2665775C1 |
| Способ автоклавного формования изделий из пластиков горячего отверждения | 1990 |
|
SU1807940A3 |
| Способ автоклавного формования изделий из пластиков горячего отверждения | 1989 |
|
SU1692851A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ УГЛЕРОДНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1990 |
|
SU1788684A1 |
| Способ изготовления керамических литейных форм | 1980 |
|
SU944740A1 |
| Способ изготовления изделий из пластиков горячего отверждения | 1990 |
|
SU1781070A1 |
| СПОСОБ ФОРМОВАНИЯ ОСЕСИММЕТРИЧНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2083367C1 |
| Способ изготовления изделий из пластиков горячего отверждения | 1990 |
|
SU1735030A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
Сущность изобретения: при формовании изделия заготовку помещают в камеру формования, объем которой определяют из уравнения Ук (/д + Лэсн)., гдеХ/к-объем камеры формования, м , /д - первоначальный объем заготовки, м ; VQCH - объем оснастки, устанавливаемый с заготовкой в камеру формования, м ; К3 - коэффициент загрузки объема камеры формования, величину которого определяют из неравенства, указанного в описании. 2 табл.
ш -(| +Лгг )(з з+1„) ) ,.-,,
0 Л,7(т + « РТт+ 5 тГН-й ) ) L c.lL Jt Ь К ™. )( A «i;0
;(J73+ ln)TT + 1ос.Г) - 11 I (ЙЭ-1 In} ( - °t -k75
где to - начальная температура нагрева заготовки, равная температуре окружающей среды, °С;
tn - конечная температура нагрева заготовки, равная температуре отверждения связующего, °С;
КУ - коэффициент объемной усадки заготовки;
Косн - коэффициент отношения объема оснастки к объему заготовки, равный 0,1 - 10; (5Р1 -допустимоеотносительное понижение давления формования равное 0-0,1; дР2 - допустимое относител ьное повышение давления формования равное 0-0.1;
при коэффициенте объемной усадки заготовки, величину которого определяют из неравенства
f - (1 - ft-ьч )Ј:з i - (t + Э Р„ 12ГО-4 i,, ) ( м г.„г, , Й ГГ :РЧр)(зпТ--Го
где Кэшах- коэффициент максимальной загрузки камеры формования равный 0,95; др - допустимое относительное отклонение давления формования равное -0,1 - +0,1.
Пример1.При изготовлении оболочки из пластика горячего отверждения на основе наполнителя из углеткани марки УТЛ (ТУ 88УССР 0-6280-81) и фенолоформальдегид- ного связующего марки ФН (ТУ 6-05-1187VK
Уд + Уосн
Кз
25где УК - объем камеры формования, м ;
Уд - первоначальный объем заготовки, м
.3
VA т-(2,262-22). 15 13 М|3|
Уосн-объем оснастки, устанавливаемой с заготовкой в камере формования, м ,
7Г. О2-,
Уосн . 1,5 4,7м3
(величиной объема, занимаемого раздели- 5 тельным элементом, пренебрегаем для данного примера из-за ее малой величины);
К3 - коэффициент загрузки объема камеры формования, определяемый из неравенства:
271+ In -(1 1(273 «-I, jf-(t ,,„1
(,.-)о гст-г-о Wtaj Ai-Ki ,c.--.,rK1
.. Hn-(l -I ЙР, ) I loj-fl I Г .)
чл + ,„-)от-Ki,;j-(т+лосгтЛ„;)(i i-к„сн -,-)
где to - начальная температура нагрева заготовки, равная температуре окружаю- щей среды, а именно 20°С;
tn - конечная температура нагрева заготовки, равная температуре отверждения связующего, а именно 155°С;
Ку - коэффициент объемной усадки за- готовки, равный 0,3;
Косн - коэффициент отношения объема оснастки к объему заготовки, равный 3,6;
5Р1 -допустимое относительное понижение давления формования, равное 0,1;
dp2 - допустимое относительное повышение давления формования равное 0,1, т.е.
0,83 К3 0,9В указанном интервале выбирают оптимальное значение коэффициента К3 0,865, тогда
1,3 +4,7
VK
6,94 м3.
0,865
Создают давление в камере формования, равное 4,0 МПа, и производят нагрев заготовки до 155°С со скоростью 15°С/ч.
Затем отверждают заготовку при давлении 4,0 МПа и температуре 155°С в течение времени, взятого из расчета 10 мин на 1 мм толщины оболочки. Заготовку при нагреве и отверждении вакуумируют.
По окончании отверждения заготовки производят сброс избыточного давления газа в камере формования и охлаждают заготовку до температуры окружающей среды.
Извлекают заготовку из камеры формования и направляют на последующую технологическую операцию, например мехобработку.
П р и м е р 2. Производят изготовление оболочки из того же наполнителя и связующего, с теми же линейными размерами и по той же технологической схеме, что в примере 1, только заготовку устанавливают в камеру формования, объем которой равен
v Уд+УОСН ,1.3+4,7 7„М3 VK Q-gg7,23м
при К3 0,83 (минимальное значение).
П р и м е р 3. Производят изготовление углеплзстиковой оболочки из того же наполнителя и связующего, с теми же линейными размерами и по той же технологической схеме, что в примере 1, только заготовку помещают в камере формования, объем которой равен
у Уд+Уосн 1,3+4,7 fifi7M3
VKRl096 67м
при К3 0,9 (максимальное значение).
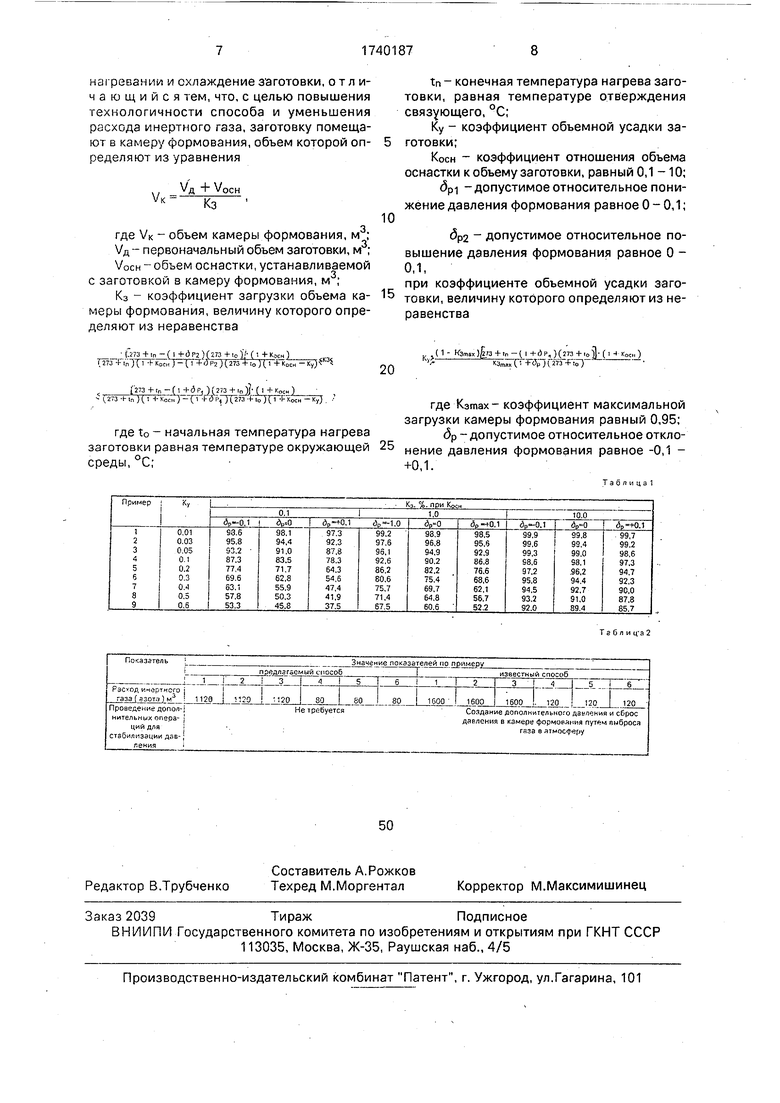
В табл.1 приведены значения коэффициентов загрузки объема камеры формования для случаев, когда t0 20°C; tn 155°С, Косн 0,1; 1,0; 10, Ку 0,01 -0,6, др -0,1; 0;+0,1.
П р и м е р 4. При изготовлении стекло- пластиковой оболочки на основе марки стеклоткани марки Т-10 (ГОСТ 19170-73) и эпоксидного связующего марки ЭДТ-10П (ОСТ 92-0957-74) с теми же линейными размерами, что и в примере 1, производят те же технологические операции, как в примере 1. При этом создают давление в камере формования, равное 0,3 МПа, и производят нагрев до температуры отверждения
связующего равной 160°С. Для данного примера коэффициент объемной усадки заготовки равен 0,2,следовательно
5V,(. 1Д-1.2...
KOCH - 3,92.
Заготовку устанавливают в камеру фор- мования, объем которой определяют из
уравнения
v Уд+Уосн
WКЗ
при этом К3 определяют из неравенства
„, ь, -M-li-ijfjo- icj (1 м 1
(.и I 1iiT-ioU0 C ч-вЫП 1 + |7КГи.Г-.
20,|этт I ш-О-| г Длз- о (И к . J
(2 1 -Г.п ДТ:ге«П-(Т+ ОР ;Пг| М -4
0
5
0
0
5
0,89 К3 3 0,94 5 при К3 0,915
.. 4.7 + 1.2 з
УКгГгГТЕЬ,4Ь М .
0,915
П р и м е р 5. Производят изготовление оболочки по примеру 4, но выбирают К3 0,89, следовательно заготовку устанавливают в камеру формования, объем которой равен
6,62 м3.
.. 4,7+1.2 VK089
П р и м е р 6. Производят изготовление оболочки по примеру 4, но выбирают К3 0,94, следовательно, заготовку устанавливают в камеру формования, объем которой равен
.. 4.7 + 1,2 -«« а
VK 0.94 628 м
В табл. 2 приведены сравнительные характеристики способа в соответствии с настоящим изобретением и известного (по прототипу).
Как видно из табл.2, способ в соответствии с изобретением позволяет повысить технологичность способа и уменьшить расход инертного газа.
Формула изобретения
Способ формования изделий из пластиков горячего отверждения,, включающий укладку материала заготовки на жесткую форму, установку диафрагмы, разделяющей заготовку с источником давления формования - инертным газом, помещение заготовки в камеру формования, создание давления формования с последующим нагревом до температуры отверждения заготовки, отверждение заготовки при
нагревании и охлаждение заготовки, отличающийся тем, что, с целью повышения технологичности способа и уменьшения расхода инертного газа, заготовку помещают в камеру формования, объем которой определяют из уравнения
+ V,
оси
КЗ
2
где VK - объем камеры формования, м ;
/д- первоначальный объем заготовки, м ;
VOCH объем оснастки, устанавливаемой с заготовкой в камеру формования, м ;
К3 - коэффициент загрузки объема камеры формования, величину которого определяют из неравенства
Р73 + In - ( I )(273 + lo ) ; ( + ош ), ,К1,
Т Ч- 1„ХГ+ ГГ ТТ + 3Frjr sT- oK -i-Кос« Тч) «
( + п -О +а, )(273 + ю)- О ),
- р73 + ti)( Н-Чссч - (1 ИЗ И, Д27.1 f 1о ) ( 1 + Косм - Ку)
где t0- начальная температура нагрева заготовки равная температуре окружающей среды,°С;
Показатель
Значение показателей по примеру
Предлагаемый способJ
з i A is б i 1
инертнсго i
газа f езотд ) м3 1120 i Д120 Ц20j 80
Проведег(ие допо/i-jНе требуется
нительмых операций для
стабилизации дав- ленич
-
0
5
tn - конечная температура нагрева заготовки, равная температуре отверждения связующего, °С;
Ку - коэффициент объемной усадки заготовки;
KOCH коэффициент отношения объема оснастки к объему заготовки, равный 0,1-10; 5р1 -допустимое относительное понижение давления формования равное 0 - 0,1;
5Р2 - допустимое относительное повышение давления формования равное 0 - 0,1,
при коэффициенте объемной усадки заготовки, величину которого определяют из неравенства
„ .(1- Кзпих)Ј/3 + tr -(. I + ЙР, )(273 +.„)) ( I - Коси )
.fc. ..7:-f-i)-.
0
где Кзтах- коэффициент максимальной загрузки камеры формования равный 0,95; 5р -допустимое относительное откло- нение давления формования равное -0,1 - +0,1.
Т а б л и ц а 1
Те б л и ц-а2
известный способ
1600
120
120
Создание дополнительного давления и сброс
дарления в камере формовлиия выброса
газа в атмосферу
| Способ прессования изделий из пластиков горячего отверждения | 1986 |
|
SU1388301A1 |
| Солесос | 1922 |
|
SU29A1 |
| Углеродные волокна | |||
| Под ред | |||
| С.Сима- муры, Из-во Мир | |||
| М., 1987, с.86 - 90. | |||
