Изобретение относится к технологии переработки армированных пластиков горячего отверждения методом автоклавного формования и может быть использовано в машиностроении и других областях техники.
Целью изобретения является повышение технологичности способа и качества изделий.
Пример 1. При изготовлении углепла- стиковой тонкостенной оболочки типа раструба с линейными размерами: диаметр большего торца 2000 мм, диаметр малого торца 500 мм, длина 2000 мм и толщина 20 мм производят намотку на оправку ленты из углеродной ткани марки УТЛ (ТУ 88 УССР 06280-81), пропитанную фенолформальдегидным связующим марки ФН (ТУ 6-05- 1187-75), до требуемой толщины. На полученную намоткой заготовку устанавливают термостойкую диафрагму, выполненную из полиамидной пленки (ТУ 19-255-84), после чего ее помещают в автоклав (типа АП-6), т.е. в его камеру формования, где производят нагрев заготовки до температуры отверждения связующего, .равной 155 С со скоростью 15°С/ч и создают в камере формования избыточное давление, равное 4,0 МПа. Производят отверждение заготовки в течение времени, определяемого из расчета 15 мин на 1 мм толщины заготовки при одновременном ее вакуумировании. По окончании отверждения заготовки производят сброс давления формования в два этапа.
Os
ю
го
00
ел
На первом этапе, одновременно с охлаждением заготовки до температуры окружающей среды, производят сброс давления на величину, определяемую из уравнения
АР р- (п-ь) (273°+tn)
где ДР - величина снижения давления формования, МПа;
Р - давление формования заготовки равное 4,0 МПа;
tn - температура отверждения заготовки равная 155°С;
t0 - температура окружающей среды, равная 20°С, т.е. на величину
ЛР 4 0 ( 1 26 Mia u (273 + 155)
со скоростью, величину которой определяют по зависимости
полненный из теплопроводного материала, устанавливают ее в камеру формования автоклава, где производят нагрев заготовки до температуры ее отверждения, равной
180°С со скоростью 15°С/ч и создают давление формования, равное 3,0 МПа. Отверждение заготовки производят в течение времени, определяемого из расчета 10 мин на 1 мм толщины оболочки при одновременном ее вакуумировании. По окончании отверждения производят сброс давления в два этапа. На первом этапе, одновременно с охлаждением заготовки до температуры окружающей среды, производят сброс давления на величину, равную
ЛР - Р ( ° ) - 3-° ( 18° 20.) - 1 ПЕМГЬ (273+tn)(273 + 110) 1-°6МПа
20
где Р 3,0 МПа, tn 180°С, to 20°С,
со скоростью, величина которой равна
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий из слоистых пластиков горячего отверждения | 1988 |
|
SU1666322A1 |
| Способ автоклавного формования изделий из пластиков горячего отверждения | 1990 |
|
SU1807940A3 |
| Способ формования изделий из пластиков горячего отверждения | 1990 |
|
SU1740187A1 |
| Способ изготовления изделий из пластиков горячего отверждения | 1990 |
|
SU1781070A1 |
| Способ герметизации изделий при их вакуум-автоклавном формовании | 1990 |
|
SU1794688A1 |
| Способ изготовления изделий из пластиков горячего отверждения | 1990 |
|
SU1735030A1 |
| Устройство для изготовления кольцевых изделий из волокнистых материалов | 1989 |
|
SU1699789A2 |
| Способ жидкостной обработки тканого материала | 1989 |
|
SU1673664A1 |
| Устройство для жидкостной обработки тканого материала | 1989 |
|
SU1684370A1 |
| Способ жидкостной обработки тканого материала | 1989 |
|
SU1673665A2 |
Изобретение относится к технологии переработки армированных пластиков горячего отверждения методом автоклавного формования и может быть использовано в машиностроении и других областях. Цель изобретения - повышение технологичности способа и качества изделий. Для этого сброс давления формования производят в два этапа. На первом этапе одновременно с охлаждением заготовки до температуры окружающей среды снижают давление формования на величину, определяемую из уравнения ДР P(tn -10)/(273 + tn), где Д Р - величина снижения давления. МПа; Р - давление формования заготовки, МПа; tn - температура отверждения заготовки, °С; to - температура окружающей среды, °С, со скоростью, определяемой по зависимости vp Р/(273 + tn)vT, где vp - скорость снижения давления формования, МПа/ч; vi - скорость охлаждения заготовки до температуры окружающей среды, °С/ч. На втором этапе производят сброс избыточного давления в камере формования со скоростью 5-15 МПа/ч с одновременным подогревом газа до температуры окружающей среды 1 табл. w &
VD
р (273+tn) VT
где Vp - скорость снижения давления формования, МПа/час;
VT - скорость охлаждения заготовки до температуры окружающей среды, равная 15°С/час, т.е. со скоростью
VP
4,0
Т273+155)- МПа/ча
Os)
На втором этапе производят сброс избыточного давления в камере формования, равного разнице между давлением формо- вания заготовки Р и величиной снижения давления формования Р, т.е. 2,74 МПа, со скоростью 5 МПа/ч с одновременным подогревом газа до температуры окружающей среды. По окончании сброса давления зато- товку извлекают из камеры формования и направляют на последующую технологическую операцию, например, механическую обработку.
Пример 2. При изготовлении стекло- пластиковой тонкостенной оболочки с линейными размерами, как в примере 1, на основе эпоксикремнийорганического связующего марки СТЭК (ОСТ 92-0957-74) и стек- лоткани марки Т-10-Т (ТУ 6-11-361-75) производят послойную укладку материала заготовки, пропитанного связующим СТЭК, на оправку. На заготовку устанавливают герметичный разделительный элемент, выvp
Pn
(273 + tn) z 0.99 МПа/ч
VT
3,0
(273 +180 )
гдеУт 15°С/ч.
На втором этапе производят сброс избыточного давления в камере формования, равного 1,94 МПа, со скоростью 15 МПа/ч с одновременным подогревом газа до температуры окружающей среды. По окончании сброса давления заготовку извлекают из камеры формования и направляют на последующую технологическую операцию, например, механическую обработку.
Пример 3. При изготовлении изделия из стеклопластика марки ЭФ-ТС-П производят послойную выкладку пропитанной эпоксидным связующим марки ФФЭ-70 (ОСТ 92-0957-74) стеклоткани марки Т-10-80 (ГОСТ 19170-73) на жесткую форму до требуемой толщины, На полученную выкладкой заготовку устанавливают термостойкую диафрагму, например, эластичный мешок из резины типа 51-2087 (ТУ 38-105589-79), после чего ее помещают в камеру формования автоклава, где производят нагрев со скоростью 20°С/ч до температуры отверждения связующего 160°С и создают давление формования, равное 3,0 МПа. Затем производят отверждение заготовки при одновременном ее вакуумировании в течение времени, взятого из расчета 10 мин на 1 мм толщины заготовки, по окончании которого заготовку охлаждают до 20°С со скоростью 20°С/ч с одновременным сбросом давления на величину, равную
АР PJJQ-I U (16°-20) 0.99МПа (273+17)(273 + 160)
где Р 3,0 МПа, to 20°C, tn 160°C,
со скоростью, равной
VP (273+Tn) VT (273+°160) 2° i 0,14 МПа/ч
где VT 20°С/ч.
На втором этапе производят сброс избыточного давления в камере формования, равного 2,01 МПа, со скоростью 10 МПа/ч с одновременным подогревом газа до температуры окружающей среды. По окончании сброса давления заготовку извлекают из камеры формования и направляют на последующую технологическую операцию, например механическую обработку.
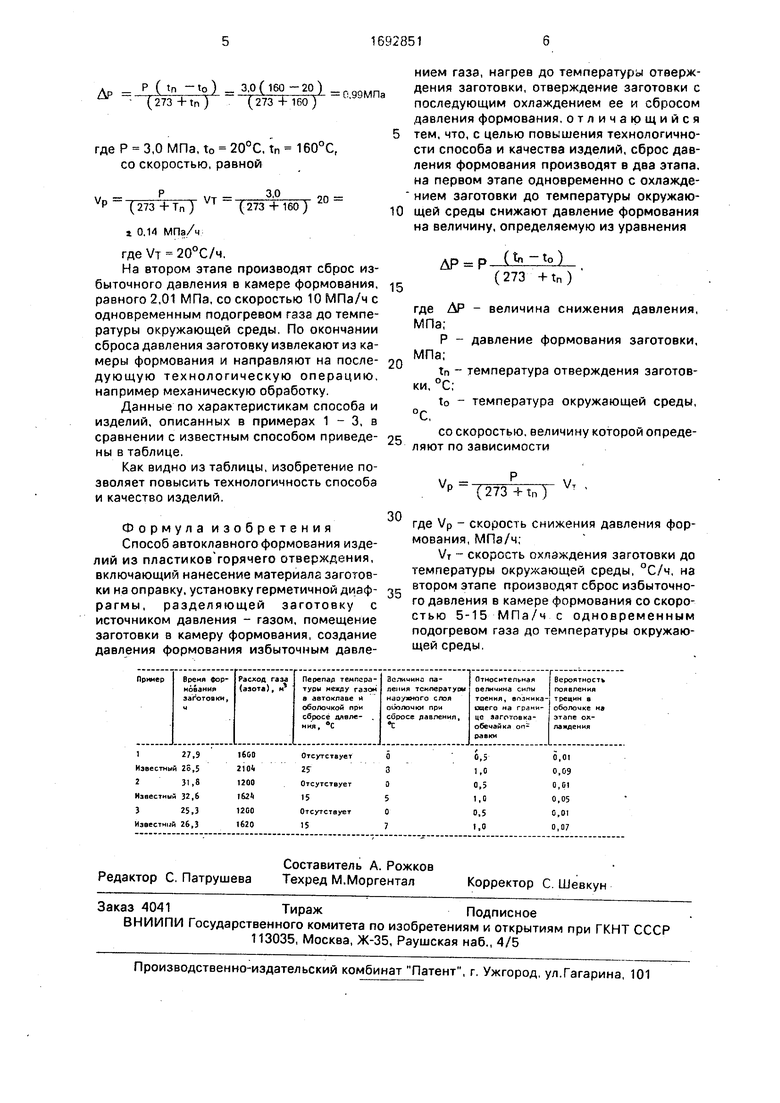
Данные по характеристикам способа и изделий, описанных в примерах 1 - 3, в сравнении с известным способом приведены в таблице.
Как видно из таблицы, изобретение позволяет повысить технологичность способа и качество изделий.
Формула изобретения Способ автоклавного формования изделий из пластиков горячего отверждения, включающий нанесение материала заготовки на оправку, установку герметичной диаф- рагмы, разделяющей заготовку с источником давления - газом, помещение заготовки в камеру формования, создание давления формования избыточным давле
5
0
нием газа, нагрев до температуры отверждения заготовки, отверждение заготовки с последующим охлаждением ее и сбросом давления формования, отличающийся тем, что, с целью повышения технологичности способа и качества изделий, сброс давления формования производят в два этапа, на первом этапе одновременно с охлаждением заготовки до температуры окружающей среды снижают давление формования на величину, определяемую из уравнения
() .
( 273 + tn )
где ДР - величина снижения давления,
МПа;
Р - давление формования заготовки,
МПа;
tn - температура отверждения заготовки, °С;
ЭС,
to - температура окружающей среды, со скоростью, величину которой определяют по зависимости
Vp (273 +tn)
VT
где Vp - скорость снижения давления формования, МПа/ч;
VT - скорость охлаждения заготовки до температуры окружающей среды, °С/ч, на втором этапе производят сброс избыточного давления в камере формования со скоростью 5-15 МПа/ч с одновременным подогревом газа до температуры окружающей среды.
| Горяинова А.В | |||
| Стеклопластики в машиностроении | |||
| М.: Машгиз, 1961, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
| Углеродные.волокна./ Под ред | |||
| С.Сима- муры, изд-во Мир, 1987, с, 89. | |||
