I
(21)4667065/02
(22)27.03.39
(46) 30.03.91. Бюл. № 12
(71)Производственное объединение Челябинский тракторный завод
им. В.И.Ленина
(72)А.А.Жасминов, М.А.Слепченко, А.В.Агафонов и К.А.Думановская (53) 621.785.79 (038.3)
(56) Авторское свидетельство СССР № 394440, кл. С 21 D 1/06, 1971.
Головин Г.Ф. и Зимин Н.Б. Технология термической обработки металлов с применением индукционного нагрева. Библиотека высокочастотника-термиста, 1979, вып.З, с.99-100.
(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОМОДУЛЬНЫХ ЗУБЧАТЫХ КОЛЕС (57) Изобретение относится к машиностроению. Цель изобретения - повышение качества термообработки путем увеличения циклической прочности. Способ включает импульсный предварительный нагрев до 470-500°С, индукционный нагрев, зубьев до температуры закалки со скоростью 13-14 град/с, охлаждение под слоем масла масляным душем давлением 2-3,5 кгс/см2 и низкий отпуск. Способ позволяет существенно повысить циклическую прочность и долговечность зубчатого колеса. 1 табл.о
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки цилиндрических зубчатых колес | 1981 |
|
SU1087556A1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201460C2 |
| ИНДУКЦИОННОЕ УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ С ИХ ВРАЩЕНИЕМ | 2010 |
|
RU2464323C2 |
| Способ термической обработки изделий из высокопрочного чугуна | 1985 |
|
SU1330187A1 |
| Способ термической обработки крупномодульных эвольвентных зубчатых колес | 1989 |
|
SU1740456A1 |
| Способ поверхностной термической обработки изделий | 1991 |
|
SU1792985A1 |
| Способ упрочнения зубчатых колес и шестерен | 1986 |
|
SU1392115A1 |
| Способ термической обработки рельсов | 1977 |
|
SU837070A1 |
| ПОТОЧНАЯ ЛИНИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ БУРИЛЬНЫХ ТРУБ | 2005 |
|
RU2291904C1 |
| Способ термической обработки изделий из серого чугуна | 1986 |
|
SU1477750A1 |
Изобретение относится к машиностроению, конкретно к способам термообработки крупномодульных зубчатых колес.
Цель изобретения - повышение качества термообработки путем увеличения циклической прочности.
Пример. Проводилась термическая обработка крупномодульного зубчатого колеса большого диаметра (0582 мм) при ширине зуба 102 мм с модулем I - II из стали 45Г на закалочной установке, представляющей собой металлический бак, в котором расположены спрейер, система охлаждения и пневматическое устройство с оправкой, позволяющей перемещать зубчатое колесо из индуктора в спрейер. Спрейер и бак соединены с насосом типа ЗК12, что создает замкнутую гидравлическую систему. Над баком на
стойках установлен многовитковый кольцевой индуктор-трансформатор. Пневматическое устройство позволяет перемещать деталь вертикально вверх и вниз из зоны индуктора в зону спрейера. На оправку, находящуюся в зоне индуктора, устанавливают зубчатое колесо. При этом индуктор-транс-, форматор непосредственно через контакторы подключается к генератору ТЗЧ типа ВГО/500/2,5 при частоте тока 2500 Гц.
Зубчатое колесо нагревают в течение 23-30 с затем следует пауза 25 - 30 с, затем опять нагрев в течение 23-30 с, пауза - 25-30 с, нагрев 23-30 с, пауза 25-30 с, в результате достигается температура 470 - 500°С. Затем нагревают зубчатый венец зубчатого колеса до закалочной температуры (950-980°С) при частоте
сэ со
00 00
to
тока 2500 Гц со скоростью нагрева 13-14 град/с.
Далее зубчатое колесо вместе с оправкой перемещают в зону охлажде- ния - зону кольцевого спрейера с радиальными отверстиями ф 2 мм,установленного в масляной ванне. Зубчатое колесо во время охлаждения вращают со скоростью 2 об/мин. Охлажде- iние идет под слоем масла (температура масла 30-90°С) масляным душем давлением 2-3,5 кгс/см до температуры самоотпуска. Время охлаждения 2-3 мин. При этом достигается оста- точная температура зубчатого колеса 150-200 С. Затем зубчатое колесо промывают, подвергают низкому отпуску 180-200°С в течение 2 ч, далее зуб.чатый венец подвергают дробенак- лепу.
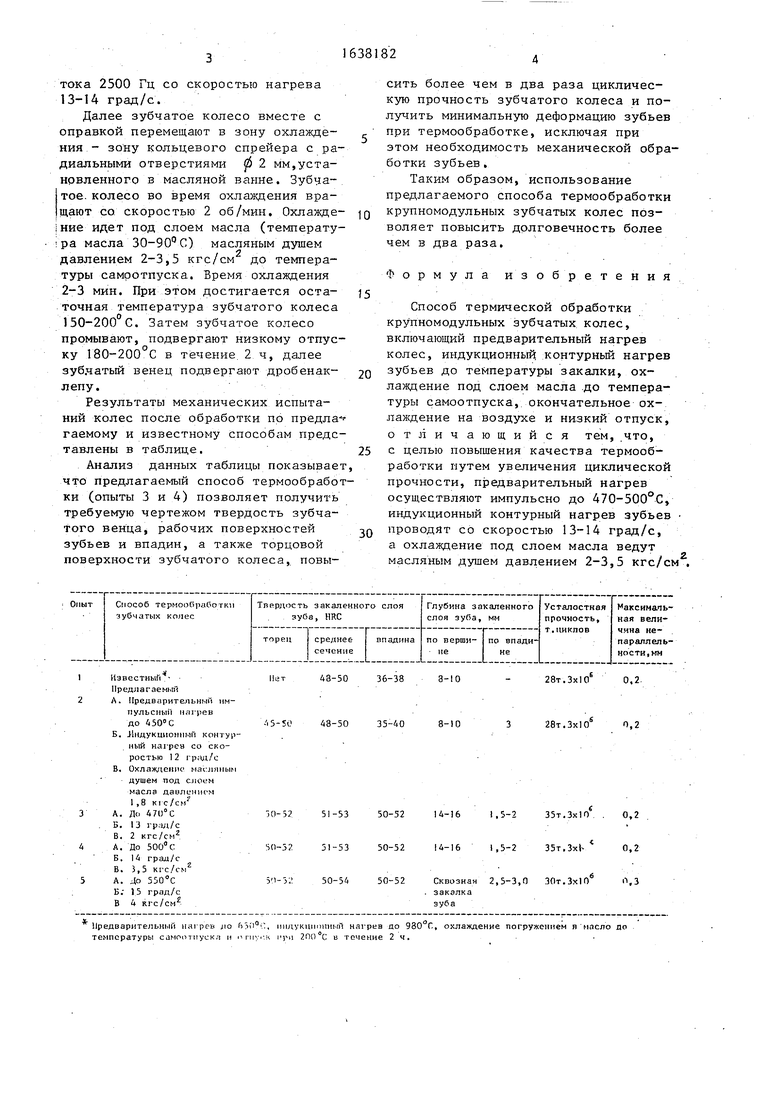
Результаты механических испытаний колес после обработки по предла- - гаемому и известному способам представлены в таблице.
Анализ данных таблицы показывает что предлагаемый способ термообработки (опыты 3 и 4) позволяет получить требуемую чертежом твердость зубчатого венца, рабочих поверхностей зубьев и впадин, а также торцовой поверхности зубчатого колеса, повыИзвестныйПредлагаемый
A.Предваритепьннй импульсным Hcii рев
до «50° С
Б. .Индукционным KOHiyp- ный naipea со скоростью 1 2 i р.щ/с
B.Охлаждение1 ма лпным душем под слоем масла давлением
I ,8
A.До 47()°С Б. 13 ipWc
B.2 кгс/см2
A.До 500°С Б, 14 град/с
B.3,5 кгс/см2 A. Jo 550°С
Б; 15 град/с
В U К с/см2
Нет
43-5036-38
- i5-SO48-5035-40
3-10
3-10
28т.3х1060,2
28т.3x100,2
.0-5251-5350-5214-161,5-235т.3x100,2
SO-3 31-5350-5214-161,5-235т.ЗхЬ0,2
5-1-3.150-5450-52Сквозная 2,5-3,0 30т.3x10
закалка зуба
сить более чем в два раза циклическую прочность зубчатого колеса и получить минимальную деформацию зубьев при термообработке, исключая при этом необходимость механической обработки зубьев.
Таким образом, использование предлагаемого способа термообработки крупномодульных зубчатых колес позволяет повысить долговечность более чем в два раза.
Формула изобретения
Способ термической обработки крупномодульных зубчатых колес, включающий предварительный нагрев колес, индукционный контурный нагрев зубьев до температуры закалки, охлаждение под слоем масла до температуры самоотпуска, окончательное охлаждение на воздухе и низкий отпуск, отличающийся тем, что, с целью повышения качества термообработки путем увеличения циклической прочности, предварительный нагрев осуществляют импульсно до 470-500°С, индукционный контурный нагрев зубьев проводят со скоростью 13-14 град/с, а охлаждение под слоем масла ведут масляным душем давлением 2-3,5 кгс/с
3-10
28т.3х1060,2
3-10
28т.3x100,2
