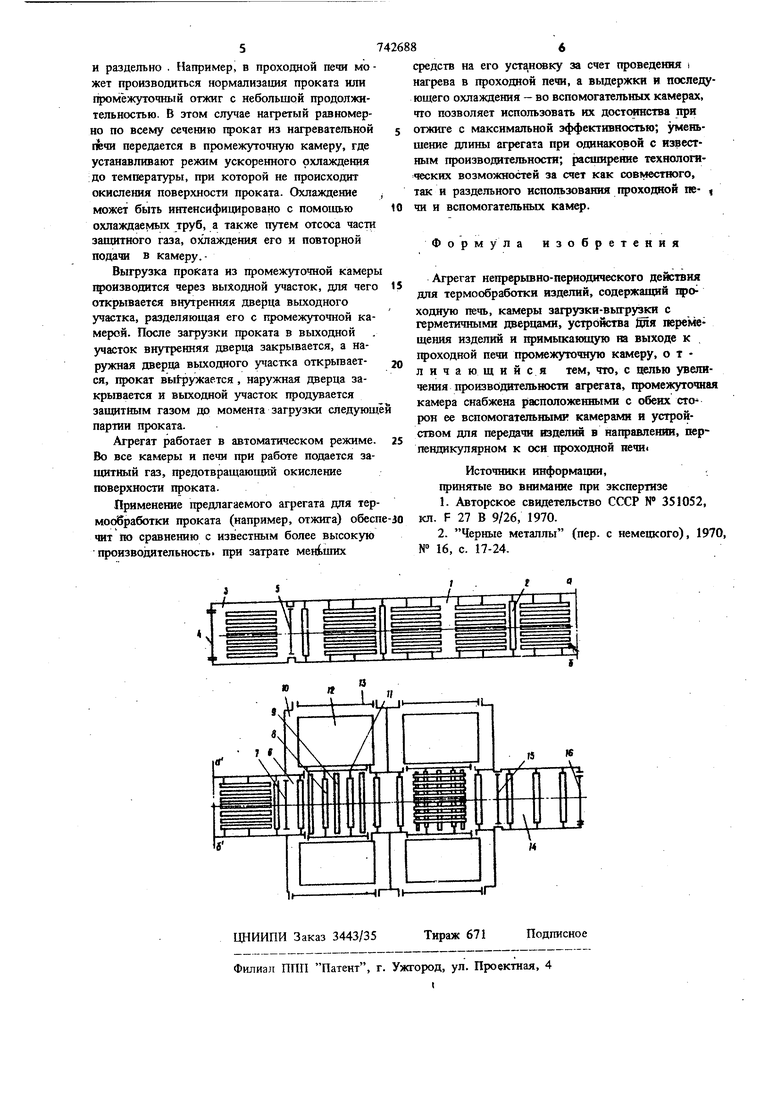
Изобретение относится к мегаллургнческой и машиностроШ-ельной промьшшенности и гфедназначено для термообработки изделий яз углеродистых и легированных сталей, в частности для отжига сортового проката. Известна проходная электропечь для термообработки изделий, содержащая нагревательные элементы, печные вентиляторы, направляющие э раны на своде и стенках печного пространства и поддоны для транспортировки изделий 1. Электропечь состоит из пяти тепловых зон: конвективного теплообмена, выдержки, регулируемого охлаждения, замедленйого охлаждения, окончателмюго охлаждения. Все зоны печи расположены в линию, последовательно одна за другой. Обрабатьшаемьте изделия движутся непрерьгано от, загрузочного окна до разгрузочного, последовательно проходя через все зоны. Применение проходных печей дает наибольЬшт зффект при относительно кратковременных режимах термообработки, где основное время пикла используется на нагрев. Применение при отжиге длительных выдержек и охлаждения с небольшими скоростями резко снижает производительность проходаых печей и в ряде случаев делает их применение эконснлическн нецепесообразньпл из-за чрезмерного увеличения их длины. Известен также агрегат непрерывнЬ- периодического действия для термообработки изделий, содержаидай проходную печь, участки загрузки выгрузки с герметичными дверцами, устройства для перемещения изделий и промежуточную камеру 2. В проходной печи агрегата производится нагрев проката до заданной температуры и выдержка согласно технологическому режиму, а на участке охлаждения - охлаждение до температуры, при которой не происходит окисления проката. Применение такого технического решения обеспечивает быстрый и равномерный нагрев проката до заданной температуры. Однако при длительном цикле термической обработки (отжиг шарикоподшипниковых и инструментальных сталей) в этом агрегате проведение нагрева, выдержки и замедленного охлаждения в расположенных в линию проходной печи и участке 374 охлаждения значительно уменьшает производитель ность из-за.снижения .скорости перемещения щ)оката, что удорожает процесс термообработки. Для обеспечення же высокой производительности агрегата при указанных режимах неизбежно требуется значительное увеличение его длины. В связи с зтим применение известного агретата для обжига с длительной выдержкой и последующим замедленным охлаждением нерационально. Цель изобретения - повышение производительности агрегата. Это достигается тем, что промежуточная камера снабжена расположенными с обеих сторон, ее вспомогательными камерами и устройством дпя передачи изделий в направлении, перпендикулярном к оси проходной печи. Такое устройство позволяет при ограничении длины агрегата существенно повысить его производительность. Агрегат непрерьгано -периоди ческого действия со вспомогательными камерами разнесенными по обе стороны от технологическо оси проходной нагревательной печи, обладает существенными положительнымикачествами как камерных, так и проходных печей, имея в то же время высокую производительность на всех режимах термической обработки. На чертеже схематически изображен предлагаемый агрегат. Агрегат имеет проходную нагревательную печь 1 с устройством 2 для перемещения проката. Устройство может быть выполнено в виде роликового пода или шагающих балок. В начале проходной печи расположен входной участок 3, разделяюпдайся с наружной атмосферой герме тичной дверцей 4 и с проходной печью - дверцев 5, а в конце проходной печи на одной с нею технологической оси расположена промежуточная камера 6, разделяющаяся с проходной печью дверцей 7. Промежуточная камера для перемещения проката в продольном направлении снабжена устройством 8, аналогичньпй устройству дпя перемещения проката в проходной печи, а в поперечном направлении - устройством 9 выполненным в виде шагающих балок, расположенных между роликами или между шагающими балками для перемещения проката в продольном направлении. По обеим боковым сторонам промежуточной камеры расположены вспомогательные камеры 10, соединяющиеся с ней через окно с герметичной дверцей11. Каждая вспомогательная камерд имеет самостоятельную систему обогрева и контроля режима термообработки. Для приема проката во вспомогательных камерах установлены съемные решетчатые короба 12. Вьпгрузка короба с готовым прокатом производится через окно с герметичной дверцей 13. В конце промежуточной камеры на одной .технологической оси с проходной печью расположен выходной участок 14, разделяющийся с промежуточной камерой герметичной дверцей 15, а с наружной атмосферой - дверцей 16. Агрегат работает следующим образом. Прокат загружается во входной участок, для чего открывается наружнаяя дверца входного участка. После загрузки 1фоката во входной участок наружная дверца закрывается и входной участок продувается защитным газом. Затем открьшается внутренняя дверца входного участка И: прокат передается в проходную печь, а внутренняя дверца закрывается. Перемещение проката в проходной печи про изводится с помощью устройства для перемещения проката. Из нагревательной печи прокат передается в промеж}точную камеру, для чего открьгеается дверца, разделяющая нагревательную печь и промежуточную камеру. В промежуточной камере прокат с помощью устройства передается к вспомогательной камере, в которую в данный момент производится загрузка. Загрузочная дверца вспомогательной камеры открьгеается и прокат с помощью устройства передается во вспомогательную камеру, в которой установлен сьемный решетчатый короб для приемки проката. В одну вспомогательную камеру загружается несколько партий проката до полной ее загрузки. После загрузки первой вспомогательной камерь производится загрузка второй и т.д. Во вспомогательной камере прокат выдержиается согласно технологическому режиму, по кончании которого открывается наружная дверца И короб с готовым прокатом выгружается на воздух, а в камеру загружается .пустой короб. После зтого наружная дверца закрывается и вспомогательная камера продувается защитным газом до полного удаления кислорода воздуха, попавшего при разгрузке, после чего камера готова для приемки новой партии проката. Тип проходной печи выбирается в зависимости от вида обрабашьгоаемого проката. Так, для отжига листового проката наилучшей конструкцией печи является проходная роликовая печь, дпя отжига бунтов проволоки - толкательная печь или печь с шагающими балками, для отжига сортового проката в виде штанг. - ро;шковая печь или печь с шагающими балками. Однако это не означает строгого разграничения типа печей по видам проката. Количество вспомогательных камер должно быть таким, чтобы их суммарная производитель ность бьша не меньше производительности проходной нагревательной печи, но не менее двух. Нагревательная печь и вспомогательные камеры агрегата могут работать как вместе , так
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ПРОХОДНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU383751A1 |
| Устройство для контроля положения изделий в термическом агрегате | 1980 |
|
SU943306A1 |
| Туннельная печь для отжига изделий | 1972 |
|
SU581095A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СТРУКТУРЫ | 1995 |
|
RU2135339C1 |
| Промышленная печь | 1985 |
|
SU1386047A3 |
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
| Агрегат непрерывного нанесения покрытий | 1980 |
|
SU1082861A1 |
| Способ сфероидизирующей обработки полосового проката из углеродистых сталей | 1981 |
|
SU1052551A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ В ПЕЧАХ ПРЯМОЙ РЕКУПЕРАЦИИ ТЕПЛА | 1994 |
|
RU2073820C1 |
| Устройство для отжига проволоки | 1982 |
|
SU1068516A1 |
